Potrebbero piacerti anche
- Afbc SopDocumento4 pagineAfbc SopemailNessuna valutazione finora
- Sop For Boiler Hydro TestDocumento4 pagineSop For Boiler Hydro TestHardik ThumarNessuna valutazione finora
- Afbc Boiler Light Up ProcedureDocumento4 pagineAfbc Boiler Light Up ProcedureRaj Kumar Ahmed86% (14)
- Boiler CommissioningDocumento35 pagineBoiler CommissioningNikhil MalhotraNessuna valutazione finora
- General Description of Afbc BoilerDocumento8 pagineGeneral Description of Afbc BoilerSaurabh Barange100% (1)
- 03.SOP For Air CompressorDocumento4 pagine03.SOP For Air CompressorThangella Vijayaramaraju100% (2)
- SOP of HFO SystemDocumento6 pagineSOP of HFO SystemsambhuNessuna valutazione finora
- Afbc Boiler Start Up Check ListDocumento2 pagineAfbc Boiler Start Up Check ListJAY PARIKH80% (5)
- Standard Operation ProcedureDocumento66 pagineStandard Operation Procedureved847100% (2)
- Enmas India Private Limited: (SMC Power Generation LTD Unit 2)Documento3 pagineEnmas India Private Limited: (SMC Power Generation LTD Unit 2)Sachin nandgaye100% (1)
- CFBC Cold Start Up ProcedureDocumento2 pagineCFBC Cold Start Up ProcedureJAY PARIKHNessuna valutazione finora
- Commissioning Procedure For A Boiler PDFDocumento24 pagineCommissioning Procedure For A Boiler PDFpothan83% (6)
- Boiler Sop RevDocumento17 pagineBoiler Sop RevDhilip AnNessuna valutazione finora
- 067-SOP of ESP Line Up & ChargingDocumento10 pagine067-SOP of ESP Line Up & ChargingsambhuNessuna valutazione finora
- SOP Boiler HydrotestDocumento3 pagineSOP Boiler HydrotestSachin nandgaye0% (2)
- Boiler Maintenance ChecklistDocumento2 pagineBoiler Maintenance ChecklistRidwanAlwi50% (4)
- HIRA Boiler Pressure Part Risk AssessmentDocumento15 pagineHIRA Boiler Pressure Part Risk AssessmentHARSHAL100% (2)
- Boiler Start-Up & Shut-DownDocumento42 pagineBoiler Start-Up & Shut-DownBurhan Khan100% (1)
- Boiler Hydro TestDocumento26 pagineBoiler Hydro TestKuntal Satpathi83% (6)
- AFBC Cold Startup ProcedureDocumento4 pagineAFBC Cold Startup ProcedureManimaran Guna100% (1)
- Boiler Interlock and ProtectionDocumento25 pagineBoiler Interlock and Protectioncaptainrajneesh87% (15)
- Boiler Safety ChecklistDocumento2 pagineBoiler Safety ChecklistAnand Pal Singh100% (1)
- Typ. Slow Firing Alkali BoiloutDocumento3 pagineTyp. Slow Firing Alkali Boiloutsantoshkumarmishra2009100% (2)
- Boiler InterlocksDocumento6 pagineBoiler Interlocksgovindkani100% (3)
- Boiler Startup ProcedureDocumento5 pagineBoiler Startup ProcedureBrijesh Srivastav0% (1)
- Boiler Hydro Test 1Documento7 pagineBoiler Hydro Test 1sambhu100% (1)
- Boiler Hydro Test by R K JaintDocumento9 pagineBoiler Hydro Test by R K JaintRajeevAgrawalNessuna valutazione finora
- 183 - Viva Questions Shared by Candidates of Gujarat BOE 2017Documento4 pagine183 - Viva Questions Shared by Candidates of Gujarat BOE 2017yousufali56100% (1)
- Cold Start Up ProcedureDocumento18 pagineCold Start Up ProcedurerahulNessuna valutazione finora
- Afbc Boiler o & MDocumento2 pagineAfbc Boiler o & Mlavpandey871960% (5)
- 018-SOP of Gland Steam ChargingDocumento6 pagine018-SOP of Gland Steam Chargingsambhu100% (1)
- Standard Operating Procedure: Title: Sop For Ejector System Section No.: 13Documento2 pagineStandard Operating Procedure: Title: Sop For Ejector System Section No.: 13KUSH SHARMA0% (2)
- Soot Blowing SystemDocumento8 pagineSoot Blowing SystemShambhu Mehta100% (1)
- SOP of LDOSystemDocumento7 pagineSOP of LDOSystemsambhu100% (1)
- SMP of BFP: Preventive Mantenance of Boiler Feed Water PumpDocumento11 pagineSMP of BFP: Preventive Mantenance of Boiler Feed Water Pumpsanjay sharma100% (1)
- Question Bank On PPF ModuleDocumento7 pagineQuestion Bank On PPF ModuleMY NAME IS NEERAJ..:):)Nessuna valutazione finora
- SOP of Turbine StartDocumento4 pagineSOP of Turbine StartAlok DoshiNessuna valutazione finora
- Sop MeeDocumento5 pagineSop MeeYogesh Dhekale100% (4)
- CFBC Boiler SOPDocumento18 pagineCFBC Boiler SOPgangatharanNessuna valutazione finora
- SOP For Operation and Cleaning of Conveyer BeltDocumento2 pagineSOP For Operation and Cleaning of Conveyer BeltSudheer Nair100% (1)
- CFBC Boiler Startup and ShutdownDocumento42 pagineCFBC Boiler Startup and ShutdownAshvani Shukla100% (1)
- Checklist Boiler and TurbineDocumento17 pagineChecklist Boiler and Turbinekeerthi dayarathna50% (2)
- Steam Blowing ProcedureDocumento4 pagineSteam Blowing ProcedureAndhika Permana SutantoNessuna valutazione finora
- SOP For Air Handling UnitDocumento10 pagineSOP For Air Handling UnitFaisal Ahmed100% (1)
- KR BOE-2018 Paper-2 Solution PDFDocumento8 pagineKR BOE-2018 Paper-2 Solution PDFBharatsinh Chauhan100% (4)
- NK - 008 Approved Procedure For STEAM BLOWING of North KaranpuraDocumento28 pagineNK - 008 Approved Procedure For STEAM BLOWING of North KaranpuraHimanshu ChaturvediNessuna valutazione finora
- MFTDocumento5 pagineMFTguddu yadav100% (1)
- Sop For Ro and Edi SystemDocumento5 pagineSop For Ro and Edi SystemPramod PatilNessuna valutazione finora
- Boiler Risk AssessmentDocumento12 pagineBoiler Risk AssessmentMustafa Adel83% (6)
- Boiler operation-BHELDocumento27 pagineBoiler operation-BHELDuggineni RamakrishnaNessuna valutazione finora
- Activity Title Boiler: 1. Hazard Identification 2. Risk Analysis 3.risk ControlDocumento12 pagineActivity Title Boiler: 1. Hazard Identification 2. Risk Analysis 3.risk Controlizzah80% (5)
- Dosing Pumps ChecklistDocumento2 pagineDosing Pumps ChecklistDeshan Sing100% (1)
- Critical Spare List For Thermax Oil Fired BoilerDocumento1 paginaCritical Spare List For Thermax Oil Fired Boilersiruslara6491100% (2)
- Sop For Bag FilterDocumento5 pagineSop For Bag FiltervinodsnNessuna valutazione finora
- Boiler Operation and MaintenanceDocumento69 pagineBoiler Operation and MaintenanceGloria Hamilton100% (5)
- Boiler Commissioning and Operation Check ListDocumento14 pagineBoiler Commissioning and Operation Check Listtsrinivasan5083100% (3)
- Alkali Boil Out - ProcedureDocumento4 pagineAlkali Boil Out - ProcedureMourya DevuNessuna valutazione finora
- Section F CFBC Startup Procedure R00Documento8 pagineSection F CFBC Startup Procedure R00purvgargNessuna valutazione finora
- Boiler MaintenanceDocumento14 pagineBoiler MaintenanceEzam WisnuNessuna valutazione finora
- Steam Boiler Operation Part 1 Week 10Documento46 pagineSteam Boiler Operation Part 1 Week 10cadaxeshpatelNessuna valutazione finora
- An Overview of The Potential Uses For Coffee Husks: Leandro S. Oliveira, Adriana S. FrancaDocumento9 pagineAn Overview of The Potential Uses For Coffee Husks: Leandro S. Oliveira, Adriana S. FrancaPrakash WarrierNessuna valutazione finora
- TNPL Drawing ListDocumento2 pagineTNPL Drawing ListPrakash WarrierNessuna valutazione finora
- 5.transport and Adhesion of Ash SpeciesDocumento13 pagine5.transport and Adhesion of Ash SpeciesPrakash WarrierNessuna valutazione finora
- Co-Firing Coal and Biomass in A Uidised Bed Boiler: November 2005Documento16 pagineCo-Firing Coal and Biomass in A Uidised Bed Boiler: November 2005Prakash WarrierNessuna valutazione finora
- 6.high-Temperature Cl-Induced CorrosionDocumento18 pagine6.high-Temperature Cl-Induced CorrosionPrakash WarrierNessuna valutazione finora
- Investigation On Improve Ash Fusion Temperature (AFT) of low-AFT Coal by Biomass AdditionDocumento9 pagineInvestigation On Improve Ash Fusion Temperature (AFT) of low-AFT Coal by Biomass AdditionPrakash WarrierNessuna valutazione finora
- Potassium Capture by Kaolin and Coal Fly Ash DTUDocumento178 paginePotassium Capture by Kaolin and Coal Fly Ash DTUPrakash WarrierNessuna valutazione finora
- LOL Layout of Lining, Dt. 29.01.2014Documento1 paginaLOL Layout of Lining, Dt. 29.01.2014Prakash WarrierNessuna valutazione finora
- Ktu Ex Ii 1 5300 2018Documento6 pagineKtu Ex Ii 1 5300 2018Prakash WarrierNessuna valutazione finora
- Study On Fusion Characteristics of Biomass AshDocumento9 pagineStudy On Fusion Characteristics of Biomass AshPrakash WarrierNessuna valutazione finora
- Zevenhoven Onderwater2001 2Documento10 pagineZevenhoven Onderwater2001 2Prakash WarrierNessuna valutazione finora
- The Ash Chemistry in Uidised Bed Gasi®cation of Biomass Fuels. Part I: Predicting The Chemistry of Melting Ashes and Ash Bed Material InteractionDocumento14 pagineThe Ash Chemistry in Uidised Bed Gasi®cation of Biomass Fuels. Part I: Predicting The Chemistry of Melting Ashes and Ash Bed Material InteractionPrakash WarrierNessuna valutazione finora
- Steam Blowing Noise ReductionDocumento1 paginaSteam Blowing Noise ReductionPrakash WarrierNessuna valutazione finora
- Steam Flushing of MP & LP Steam LinesDocumento3 pagineSteam Flushing of MP & LP Steam LinesPrakash Warrier100% (1)
- Glaxo Vol IDocumento164 pagineGlaxo Vol IPrakash WarrierNessuna valutazione finora
- Adobe Scan 19 Jan 2021Documento2 pagineAdobe Scan 19 Jan 2021Prakash WarrierNessuna valutazione finora
- WB066M Master DRG List As 0n 15 05 10Documento62 pagineWB066M Master DRG List As 0n 15 05 10Prakash WarrierNessuna valutazione finora
- IntlJournalofMachanics PDFDocumento9 pagineIntlJournalofMachanics PDFPrakash WarrierNessuna valutazione finora
- Performance Fabrics For High Temperature Applications Since 1978Documento2 paginePerformance Fabrics For High Temperature Applications Since 1978Prakash WarrierNessuna valutazione finora
- Evaporation Cooling: Thermocompressor DesignDocumento9 pagineEvaporation Cooling: Thermocompressor DesignPrakash WarrierNessuna valutazione finora
- Combustion of Coffee Husks: M. Saenger, E.-U. Hartge, J. Werther, T. Ogada, Z. SiagiDocumento19 pagineCombustion of Coffee Husks: M. Saenger, E.-U. Hartge, J. Werther, T. Ogada, Z. SiagiPrakash WarrierNessuna valutazione finora
- Materials: Metals & Non MetalsDocumento6 pagineMaterials: Metals & Non MetalsPrakash WarrierNessuna valutazione finora
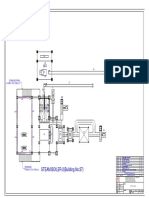
- STEAM BOILER-2 (Building No:37) : M/S SLN Coffee PVT - Limited Instant Coffee DivisionDocumento1 paginaSTEAM BOILER-2 (Building No:37) : M/S SLN Coffee PVT - Limited Instant Coffee DivisionPrakash WarrierNessuna valutazione finora
- The Inova Fluid Bed: Proven Standard in Combustion TechnologyDocumento4 pagineThe Inova Fluid Bed: Proven Standard in Combustion TechnologyPrakash WarrierNessuna valutazione finora
- State Wise Quarantine RegulationDocumento15 pagineState Wise Quarantine RegulationPrakash WarrierNessuna valutazione finora
- PPT3 8Documento5 paginePPT3 8Prakash WarrierNessuna valutazione finora
- Iit MadrasDocumento43 pagineIit MadrasPawan BonyNessuna valutazione finora
- Comparison of The Impact of Intake Oxygen Enrichment and Fuel Oxygenation On Diesel Combustion and EmissionsDocumento9 pagineComparison of The Impact of Intake Oxygen Enrichment and Fuel Oxygenation On Diesel Combustion and EmissionsPraveenAnchupoguNessuna valutazione finora
- High-Pressure Hydrogen Storage Systems: Quantum Fuel Systems Technologies Worldwide, IncDocumento24 pagineHigh-Pressure Hydrogen Storage Systems: Quantum Fuel Systems Technologies Worldwide, IncKannan MuthusamyNessuna valutazione finora
- Auxiliary Hydraulic Unit 5 4: Feed Pressure Back-Up ValveDocumento1 paginaAuxiliary Hydraulic Unit 5 4: Feed Pressure Back-Up ValveJagmohan SinghNessuna valutazione finora
- Carbon, Climate, & Energy Resources: Unit 4 Fossil Fuel FormationDocumento46 pagineCarbon, Climate, & Energy Resources: Unit 4 Fossil Fuel FormationPatricia NikolaNessuna valutazione finora
- Off Engine Lube Oil System Cleanliness - Gas GeneratorDocumento3 pagineOff Engine Lube Oil System Cleanliness - Gas GeneratorDenis JimenezNessuna valutazione finora
- PCC 1301 - Install PDFDocumento44 paginePCC 1301 - Install PDFOmar Morales ReinaNessuna valutazione finora
- Jetta EbrochureDocumento12 pagineJetta Ebrochurebhawanisr@gmail.comNessuna valutazione finora
- Corrosion Failure of 4" Pipeline of A Gas Production Well in Egypt Western DesertDocumento7 pagineCorrosion Failure of 4" Pipeline of A Gas Production Well in Egypt Western DesertSEP-PublisherNessuna valutazione finora
- Axial & Centrifugal Compressor For LNG Services - GEDocumento4 pagineAxial & Centrifugal Compressor For LNG Services - GETalwinder Singh100% (1)
- Pehp8038 - DEODocumento4 paginePehp8038 - DEOPeter Curi QuiñonesNessuna valutazione finora
- 2Documento5 pagine2shivam aggarwalNessuna valutazione finora
- 330M Komatzu PDFDocumento824 pagine330M Komatzu PDFEdin Raul Yalle RafaelNessuna valutazione finora
- Registration ProcessDocumento1 paginaRegistration ProcessEkaWidiandiNessuna valutazione finora
- PETSOC-95-09 Towards Optimizing Gas Condensate ReservoirsDocumento18 paginePETSOC-95-09 Towards Optimizing Gas Condensate ReservoirsMiguel Angel GonzalesNessuna valutazione finora
- IGCSE Chemistry NotesDocumento33 pagineIGCSE Chemistry NotesMay Myat ThuNessuna valutazione finora
- PirometalurgiDocumento2 paginePirometalurgieltonNessuna valutazione finora
- B739 AutoJet Liquid Delivery ModuleDocumento2 pagineB739 AutoJet Liquid Delivery Modulemephir666Nessuna valutazione finora
- Segundo ArticuloDocumento26 pagineSegundo ArticuloH Rivera Oki AntonioNessuna valutazione finora
- Error Codes PDFDocumento22 pagineError Codes PDFcristian93% (15)
- Lifan Motor E-StartDocumento9 pagineLifan Motor E-StartpezloNessuna valutazione finora
- Comparative Study of The Characteristic of Bioethanol Yield From Yam Peels Betwee Commercial EthanolDocumento21 pagineComparative Study of The Characteristic of Bioethanol Yield From Yam Peels Betwee Commercial Ethanolanna sophia isabelaNessuna valutazione finora
- BOC Guidelines For Gas Cylinder Safety-AU435 - 82369Documento40 pagineBOC Guidelines For Gas Cylinder Safety-AU435 - 82369putrisayektiNessuna valutazione finora
- Kinetic Energy Recovery SystemDocumento24 pagineKinetic Energy Recovery SystemVipin SekarNessuna valutazione finora
- BOG and Royal Dutch Company MergerDocumento11 pagineBOG and Royal Dutch Company MergerVishal KrishnanNessuna valutazione finora
- Hookah Instructions PDFDocumento7 pagineHookah Instructions PDFPablito_rocketNessuna valutazione finora
- Preparation of Synthetic Zeolite ZSM-5Documento7 paginePreparation of Synthetic Zeolite ZSM-5Bao TranNessuna valutazione finora
- Bacharach 2100Documento48 pagineBacharach 2100borescopeNessuna valutazione finora
- Fire Explosion HazardsDocumento91 pagineFire Explosion HazardsJoao Santos100% (2)
- Ac 3500Documento45 pagineAc 3500the707100% (1)