Potrebbero piacerti anche
- Hardness Test Lab Report PDFDocumento9 pagineHardness Test Lab Report PDFKalKatu MaLam76% (42)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsDa EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsValutazione: 4.5 su 5 stelle4.5/5 (10)
- JDpaintDocumento18 pagineJDpaintAnonymous Wi2Pd2UgPI75% (4)
- Rockwell Hardness TestDocumento7 pagineRockwell Hardness TestMostafizur Rahman Sobuj100% (1)
- Brinell& Rockwell User's ManualDocumento37 pagineBrinell& Rockwell User's ManualBharath TrichyNessuna valutazione finora
- Determination of the Mechanical and Technological Properties of MetalsDa EverandDetermination of the Mechanical and Technological Properties of MetalsNessuna valutazione finora
- Rockwell Hardness Test.... 1Documento2 pagineRockwell Hardness Test.... 1rafai167% (3)
- Hardness TestingDocumento10 pagineHardness TestingMekhmanNessuna valutazione finora
- Brinell Hardness Test ExplainedDocumento4 pagineBrinell Hardness Test ExplainedGuruganesh KudlurNessuna valutazione finora
- Brinell Hardness TestDocumento4 pagineBrinell Hardness Testjoseph_gaw100% (1)
- Hardness Test: Department of Mechanical & Manufacturing Engineering Faculty of Engineering, University of Putra MalaysiaDocumento5 pagineHardness Test: Department of Mechanical & Manufacturing Engineering Faculty of Engineering, University of Putra MalaysiaNurul Siddiqah Whakiddin100% (1)
- Rockwell hardness testDocumento9 pagineRockwell hardness testMuhammad Zeeshaan JavedNessuna valutazione finora
- Hardness TestDocumento12 pagineHardness TestLola MeerazNessuna valutazione finora
- HardnessDocumento4 pagineHardnessMoazMohdTrawneh100% (1)
- Types of Rockwell TestsDocumento10 pagineTypes of Rockwell TestsYounis YaarubNessuna valutazione finora
- Bojo MmeDocumento26 pagineBojo Mmepolymath thesolverNessuna valutazione finora
- Rockwell Hardness Test MethodDocumento5 pagineRockwell Hardness Test MethodAnonymous gFcnQ4goNessuna valutazione finora
- What Is Hardness?: (Type Text)Documento5 pagineWhat Is Hardness?: (Type Text)akif222999Nessuna valutazione finora
- Hardness ReportDocumento21 pagineHardness ReportAbhay Singh100% (3)
- Rockwell Hardness: Mirza Bilal SaleemDocumento23 pagineRockwell Hardness: Mirza Bilal Saleemtanzil10Nessuna valutazione finora
- Helwan University Mechanical engineering Hardness TestsDocumento10 pagineHelwan University Mechanical engineering Hardness Testsbadawi2Nessuna valutazione finora
- MCE12L Activity No. 4 Hardness DeterminationDocumento7 pagineMCE12L Activity No. 4 Hardness DeterminationAlex XanderNessuna valutazione finora
- Hardness Testing: Laboratory Experiment # 1Documento7 pagineHardness Testing: Laboratory Experiment # 1Uma MaheshNessuna valutazione finora
- Rockwell Hardness Test ExplainedDocumento5 pagineRockwell Hardness Test ExplainedShivansh PathakNessuna valutazione finora
- Assignment 3 - POMDocumento8 pagineAssignment 3 - POMMcDhanesh JiNessuna valutazione finora
- Rockwell Scale PDFDocumento5 pagineRockwell Scale PDFFortune FireNessuna valutazione finora
- Correlation of Hardness Values To Tensile Strength: Semih Genculu, P.EDocumento9 pagineCorrelation of Hardness Values To Tensile Strength: Semih Genculu, P.ERakesh DasNessuna valutazione finora
- Rockwell hardness test explainedDocumento9 pagineRockwell hardness test explainedMahrukh JavedNessuna valutazione finora
- Hardness Lab ReportDocumento6 pagineHardness Lab ReportRashmika Uluwatta100% (3)
- Hardness Test: University of Jordan Mechanical Engineering Department Strength of Materials LabDocumento14 pagineHardness Test: University of Jordan Mechanical Engineering Department Strength of Materials Labwaysh88% (8)
- Mohs Hardness TestDocumento3 pagineMohs Hardness TestSelva KumarNessuna valutazione finora
- Hardness Testing NotesDocumento2 pagineHardness Testing NotesJohnNessuna valutazione finora
- Experiment 7: Rockwell Hardness TestDocumento11 pagineExperiment 7: Rockwell Hardness TestDaniel Naoe Festin0% (2)
- Lab 2 HardnessDocumento8 pagineLab 2 HardnessMuhammad Zulhilmi0% (1)
- Rockwell Hardness TestDocumento5 pagineRockwell Hardness TestAdil Javed Chaudhary89% (9)
- Lesson 12 - Hardness RockwellDocumento6 pagineLesson 12 - Hardness Rockwell4gen_5Nessuna valutazione finora
- Hardness Test (For Materials)Documento41 pagineHardness Test (For Materials)Rajan ChaudharyNessuna valutazione finora
- Hardness Tests ExplainedDocumento15 pagineHardness Tests ExplainedHossam SallamNessuna valutazione finora
- 1 - Rockwel Hardness TestingDocumento9 pagine1 - Rockwel Hardness Testingmetallurgy mettexNessuna valutazione finora
- Hardness Experiment ReportDocumento15 pagineHardness Experiment ReportsinabirecikNessuna valutazione finora
- Rockwell Hardness TestDocumento4 pagineRockwell Hardness TestAsifIqbal100% (2)
- Hardness TestDocumento15 pagineHardness TestAnand KvNessuna valutazione finora
- Mechanical Properties Lab ReportDocumento23 pagineMechanical Properties Lab ReportMohsin MunawarNessuna valutazione finora
- Hardness, Wear, Impact WNP 2021Documento68 pagineHardness, Wear, Impact WNP 2021AdivadewanggaNessuna valutazione finora
- Lab02 Hardness TestDocumento5 pagineLab02 Hardness TestAnonymous 91t3LhwH5tNessuna valutazione finora
- Hardness Testing of Metallic MaterialsDocumento4 pagineHardness Testing of Metallic MaterialsAshan Marambe100% (1)
- Rockwell Hardness TestDocumento1 paginaRockwell Hardness TestanshaviNessuna valutazione finora
- Hardeness TestDocumento6 pagineHardeness TestDilshan MiurangaNessuna valutazione finora
- Brinell Hardness Test (New)Documento8 pagineBrinell Hardness Test (New)innocentsoul100% (2)
- Lab ReportDocumento6 pagineLab ReportDulshan uddeepanaNessuna valutazione finora
- Lab 3Documento25 pagineLab 3Andrew KuwaitNessuna valutazione finora
- Hardness Tests 2009Documento6 pagineHardness Tests 2009Ariel Mark PilotinNessuna valutazione finora
- Uji KekerasanDocumento55 pagineUji KekerasanShiezkhaede ShirakawaNessuna valutazione finora
- Lab02 Hardness TestDocumento4 pagineLab02 Hardness TestRamu NallathambiNessuna valutazione finora
- Hardness TestDocumento6 pagineHardness TestSivaramkumarNessuna valutazione finora
- Rockwell Hardness TestDocumento3 pagineRockwell Hardness TestAnonymous QmVGKZSMNessuna valutazione finora
- Reproduced With Kind Permission of Gordon EnglandDocumento22 pagineReproduced With Kind Permission of Gordon Englandhafeera87Nessuna valutazione finora
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopDa EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopValutazione: 4.5 su 5 stelle4.5/5 (2)
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingDa EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNessuna valutazione finora
- Brittle Fracture in Steel StructuresDa EverandBrittle Fracture in Steel StructuresG.M. BoydNessuna valutazione finora
- Hardness Calibration BrochureDocumento4 pagineHardness Calibration BrochureAnonymous Wi2Pd2UgPINessuna valutazione finora
- Carbolite Furnace (Leading Heat Technology)Documento100 pagineCarbolite Furnace (Leading Heat Technology)Anonymous Wi2Pd2UgPINessuna valutazione finora
- Induction HeatingDocumento5 pagineInduction HeatingPavan KumarNessuna valutazione finora
- Emergency Handbook 2010 English EditionDocumento96 pagineEmergency Handbook 2010 English EditionPenghuni Terakhir DuniaNessuna valutazione finora
- OlDocumento66 pagineOlcarlosfilipegomes3994Nessuna valutazione finora
- FurnaceDocumento9 pagineFurnaceAnonymous Wi2Pd2UgPINessuna valutazione finora
- As 9103 o ReviewDocumento28 pagineAs 9103 o ReviewAnonymous Wi2Pd2UgPINessuna valutazione finora
- 1300-1800 FurnaceDocumento4 pagine1300-1800 FurnaceAnonymous Wi2Pd2UgPINessuna valutazione finora
- Carbolite Furnace (Leading Heat Technology)Documento100 pagineCarbolite Furnace (Leading Heat Technology)Anonymous Wi2Pd2UgPINessuna valutazione finora
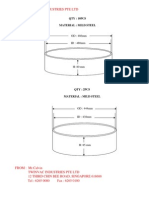
- To: Yuen Soon Industries Pte LTD FAX: +65 62810580: Qty: 10Pcs Material: Mild SteelDocumento1 paginaTo: Yuen Soon Industries Pte LTD FAX: +65 62810580: Qty: 10Pcs Material: Mild SteelAnonymous Wi2Pd2UgPINessuna valutazione finora
- ScawDocumento8 pagineScawAnonymous Wi2Pd2UgPINessuna valutazione finora
- Coil DesignDocumento12 pagineCoil DesignAnonymous Wi2Pd2UgPI100% (2)
- Heat Treat Furnace Model PDFDocumento130 pagineHeat Treat Furnace Model PDFpradeepchennai10_959100% (2)
- Assab Stavax EsrDocumento6 pagineAssab Stavax EsrAnonymous Wi2Pd2UgPINessuna valutazione finora
- Basic Heat Treatment TermDocumento43 pagineBasic Heat Treatment TermAnonymous Wi2Pd2UgPINessuna valutazione finora
- NitridingDocumento6 pagineNitridingmurtaza506Nessuna valutazione finora
- Basic Heat Treatment TermDocumento43 pagineBasic Heat Treatment TermAnonymous Wi2Pd2UgPINessuna valutazione finora
- Emergency Handbook 2010 English EditionDocumento96 pagineEmergency Handbook 2010 English EditionPenghuni Terakhir DuniaNessuna valutazione finora
- Furnace BrazingDocumento4 pagineFurnace BrazingAnonymous Wi2Pd2UgPINessuna valutazione finora
- Emergency Response GuidelineDocumento6 pagineEmergency Response GuidelineAnonymous Wi2Pd2UgPINessuna valutazione finora
- Machining HandoutDocumento10 pagineMachining HandoutAimee M. RitzNessuna valutazione finora
- General Guidelines For Emergency Reponse Plan (For Industrial Premises) - Latest General Erp Guidelines With Example (Revised 30 Sep 13)Documento1 paginaGeneral Guidelines For Emergency Reponse Plan (For Industrial Premises) - Latest General Erp Guidelines With Example (Revised 30 Sep 13)Anonymous Wi2Pd2UgPINessuna valutazione finora
- Leaflet Corrosion of Arcelor MittalDocumento6 pagineLeaflet Corrosion of Arcelor MittalKaushik PatelNessuna valutazione finora
- Emergency Response GuidelineDocumento6 pagineEmergency Response GuidelineAnonymous Wi2Pd2UgPINessuna valutazione finora
- Austentic StainlessDocumento1 paginaAustentic StainlessAnonymous Wi2Pd2UgPINessuna valutazione finora
- General Guidelines For Emergency Reponse Plan (For Industrial Premises) - Latest General Erp Guidelines With Example (Revised 30 Sep 13)Documento1 paginaGeneral Guidelines For Emergency Reponse Plan (For Industrial Premises) - Latest General Erp Guidelines With Example (Revised 30 Sep 13)Anonymous Wi2Pd2UgPINessuna valutazione finora
- General Guidelines For Emergency Reponse Plan (For Industrial Premises) - Latest General Erp Guidelines With Example (Revised 30 Sep 13)Documento1 paginaGeneral Guidelines For Emergency Reponse Plan (For Industrial Premises) - Latest General Erp Guidelines With Example (Revised 30 Sep 13)Anonymous Wi2Pd2UgPINessuna valutazione finora
- General Guidelines For Emergency Reponse Plan (For Industrial Premises) - Latest General Erp Guidelines With Example (Revised 30 Sep 13)Documento1 paginaGeneral Guidelines For Emergency Reponse Plan (For Industrial Premises) - Latest General Erp Guidelines With Example (Revised 30 Sep 13)Anonymous Wi2Pd2UgPINessuna valutazione finora