Potrebbero piacerti anche
- Inspection and Test Plan (ITP) : REFERENCE AWS D1.1 Ed.2015 & Client SpecificationDocumento3 pagineInspection and Test Plan (ITP) : REFERENCE AWS D1.1 Ed.2015 & Client SpecificationKhaled GamalNessuna valutazione finora
- Norma CWB Cambios en W47.1-2009Documento6 pagineNorma CWB Cambios en W47.1-2009Jose ManuelNessuna valutazione finora
- 30 - Painting ProcedureDocumento12 pagine30 - Painting ProcedureNguyen Anh TuanNessuna valutazione finora
- Welder Performance Qualification WPQDocumento3 pagineWelder Performance Qualification WPQramzi5ben5ahmed100% (1)
- Procedure For Erection of Pipings and StructuresDocumento10 pagineProcedure For Erection of Pipings and StructuresraviNessuna valutazione finora
- Welder Qualification Manual Revision 5Documento20 pagineWelder Qualification Manual Revision 5Hugo RodriguezNessuna valutazione finora
- Form - Structural Concrete Pre-Pour Conference Agenda 1Documento12 pagineForm - Structural Concrete Pre-Pour Conference Agenda 1masahinNessuna valutazione finora
- Material Inspection Report: Project Name Date InspDocumento22 pagineMaterial Inspection Report: Project Name Date InspRafiqKuNessuna valutazione finora
- Daily Report-31 (Su Jinlong)Documento3 pagineDaily Report-31 (Su Jinlong)sujinlongNessuna valutazione finora
- G. Std. ITP For Pipeline Job PDFDocumento4 pagineG. Std. ITP For Pipeline Job PDFAnonymous 4e7GNjzGWNessuna valutazione finora
- QA InspectorsDocumento2 pagineQA InspectorsnorlieNessuna valutazione finora
- ASME AcceptanceDocumento46 pagineASME AcceptanceSteelera EngineersNessuna valutazione finora
- Welding Inspector ResumeDocumento4 pagineWelding Inspector ResumeMatthew MerketNessuna valutazione finora
- WeldingDocumento73 pagineWeldingTeodor EzaruNessuna valutazione finora
- CSWIP-3.2.2 & API 570 - BiswajitDocumento5 pagineCSWIP-3.2.2 & API 570 - BiswajitmanojNessuna valutazione finora
- 4d48f0f5e09b8 Plant Piping and Pipeline Systems 2010 Maurice For SiskaDocumento7 pagine4d48f0f5e09b8 Plant Piping and Pipeline Systems 2010 Maurice For Siskau04ajf3Nessuna valutazione finora
- Approved List of Manufacturers: Line Pipes (Carbon/Alloy Steel)Documento4 pagineApproved List of Manufacturers: Line Pipes (Carbon/Alloy Steel)Sourav Kumar GuptaNessuna valutazione finora
- Approved Weld Procedure SpecificationsDocumento38 pagineApproved Weld Procedure SpecificationsJohan0001Nessuna valutazione finora
- ALN FP ESA MEC SPC 0001 - 92B2.1 General Welding, Fabrication and InspectionDocumento31 pagineALN FP ESA MEC SPC 0001 - 92B2.1 General Welding, Fabrication and Inspectionahmed.njahNessuna valutazione finora
- Welder Card - 6G and 3GDocumento1 paginaWelder Card - 6G and 3GRavi singhNessuna valutazione finora
- Welding Log DW-CWDocumento12 pagineWelding Log DW-CWhasan shahriarNessuna valutazione finora
- SS 409M WeldingDocumento12 pagineSS 409M WeldingwentropremNessuna valutazione finora
- Welding Procedure Qualification Record (WPQR)Documento8 pagineWelding Procedure Qualification Record (WPQR)Belin InversoNessuna valutazione finora
- Twi LTD: Welding Procedure Specification (WPS) - Page 1Documento2 pagineTwi LTD: Welding Procedure Specification (WPS) - Page 1Anonymous SLI4aGNessuna valutazione finora
- Work Instruction For Hydrostatic TestingDocumento18 pagineWork Instruction For Hydrostatic TestingAlok SinghNessuna valutazione finora
- Welding Inspection and TestingDocumento14 pagineWelding Inspection and TestingMyst VernNessuna valutazione finora
- RTCC Manual WPS Approval WE-WPS-001Documento7 pagineRTCC Manual WPS Approval WE-WPS-001Akansha SharmaNessuna valutazione finora
- Cswip QuestionDocumento3 pagineCswip Questionfasith9534Nessuna valutazione finora
- Certified Welding Inspector QA QC in USA Resume Matthew MerketDocumento3 pagineCertified Welding Inspector QA QC in USA Resume Matthew MerketMatthewMerketNessuna valutazione finora
- Welding Procedure QualificationDocumento23 pagineWelding Procedure QualificationHosam AhmedNessuna valutazione finora
- Company Name Key Information Questions Answers File Reference Reviews & ApprovalsDocumento7 pagineCompany Name Key Information Questions Answers File Reference Reviews & ApprovalsMAT-LIONNessuna valutazione finora
- 01 - Codes ListDocumento6 pagine01 - Codes ListSanthoshKumarSharmaCHNessuna valutazione finora
- PBI-WI 005 Dimensional Control Procedure Rev.0Documento5 paginePBI-WI 005 Dimensional Control Procedure Rev.0Tadaya KasaharaNessuna valutazione finora
- QAP For PQR'S - For Impact TestingDocumento3 pagineQAP For PQR'S - For Impact TestingDries VandezandeNessuna valutazione finora
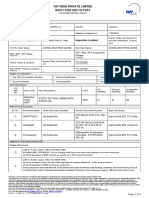
- Tuv India Private Limited: Inspection Visit ReportDocumento5 pagineTuv India Private Limited: Inspection Visit ReportAkhtar aliNessuna valutazione finora
- Lesson Learned-Projects UseDocumento2 pagineLesson Learned-Projects UseAli AsgharNessuna valutazione finora
- Rotating Itp 1Documento4 pagineRotating Itp 1abdul aziz100% (1)
- Appendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Documento24 pagineAppendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Tahir AliNessuna valutazione finora
- JD QAQC Engineer Mech 2016Documento2 pagineJD QAQC Engineer Mech 2016Sebastian Rajesh100% (1)
- General Format For Girder Fabrication Check ListDocumento4 pagineGeneral Format For Girder Fabrication Check ListBhanu Pratap ChoudhuryNessuna valutazione finora
- Oman-India Fertilizer Project OIFDocumento24 pagineOman-India Fertilizer Project OIFBassam Dahham83% (6)
- Lesson 14 WelderQuals - New2Documento80 pagineLesson 14 WelderQuals - New2Mohd Syafiq100% (1)
- Office: Printout Sample - ASME WPSDocumento2 pagineOffice: Printout Sample - ASME WPSDanem HalasNessuna valutazione finora
- ISO 19840 2004 en PreviewDocumento8 pagineISO 19840 2004 en PreviewBalbhim JagdaleNessuna valutazione finora
- Guidelines For Reviewing Concrete Mix DesignsDocumento60 pagineGuidelines For Reviewing Concrete Mix DesignsruwanpuraNessuna valutazione finora
- Welder QualificationDocumento5 pagineWelder Qualification0502raviNessuna valutazione finora
- Preparatory Inspection Checklist PaintingDocumento5 paginePreparatory Inspection Checklist PaintingHenry HermosuraNessuna valutazione finora
- Education For WeldingDocumento13 pagineEducation For Weldingmohammed amjad aliNessuna valutazione finora
- Procedure For WeldingDocumento7 pagineProcedure For WeldingMecon Hyderabad100% (1)
- Mig Welding ProcedureDocumento5 pagineMig Welding ProcedureElmer VillegasNessuna valutazione finora
- Dai Dung Corp (Manufacturing)Documento80 pagineDai Dung Corp (Manufacturing)Phuong Anh NguyenNessuna valutazione finora
- WQT Aws D1.1Documento1 paginaWQT Aws D1.1Ali HammoudaNessuna valutazione finora
- Visual Inspection of Weld Joints Welding and NDTDocumento7 pagineVisual Inspection of Weld Joints Welding and NDTALFA ENGINEERING100% (2)
- CHAPTER 0 IntroductionDocumento18 pagineCHAPTER 0 IntroductionTurbo Snail RNessuna valutazione finora
- Welding QualificationDocumento45 pagineWelding QualificationeswarNessuna valutazione finora
- 8474l 000 Jss 6300 001 1 General Requirements For WeldingDocumento69 pagine8474l 000 Jss 6300 001 1 General Requirements For WeldinglebienthuyNessuna valutazione finora
- Orbu SPC 44 0 22Documento98 pagineOrbu SPC 44 0 22geverett2765Nessuna valutazione finora
- Welding of Ferritic or Austenitic Stainless SteelDocumento22 pagineWelding of Ferritic or Austenitic Stainless SteelBehnam RabieeNessuna valutazione finora
- Clad and Lined Pipe Specification: Company SpecificationsDocumento59 pagineClad and Lined Pipe Specification: Company SpecificationsrachedNessuna valutazione finora
- City Limits Magazine, December 1981 IssueDocumento28 pagineCity Limits Magazine, December 1981 IssueCity Limits (New York)Nessuna valutazione finora
- FINAL VERSION On Assessment Tool For CDCs LCs Sept. 23 2015Documento45 pagineFINAL VERSION On Assessment Tool For CDCs LCs Sept. 23 2015Edmar Cielo SarmientoNessuna valutazione finora
- Sociology A Brief Introduction Canadian Canadian 5th Edition Schaefer Test Bank DownloadDocumento44 pagineSociology A Brief Introduction Canadian Canadian 5th Edition Schaefer Test Bank DownloadJohn Blackburn100% (20)
- Prediction of CBR From Index Properties of Cohesive Soils: Magdi ZumrawiDocumento1 paginaPrediction of CBR From Index Properties of Cohesive Soils: Magdi Zumrawidruwid6Nessuna valutazione finora
- Tenses English Grammar PresentationDocumento14 pagineTenses English Grammar PresentationMaz Gedi60% (5)
- Retail Branding and Store Loyalty - Analysis in The Context of Reciprocity, Store Accessibility, and Retail Formats (PDFDrive)Documento197 pagineRetail Branding and Store Loyalty - Analysis in The Context of Reciprocity, Store Accessibility, and Retail Formats (PDFDrive)Refu Se ShitNessuna valutazione finora
- Springs: All India Distributer of NienhuisDocumento35 pagineSprings: All India Distributer of NienhuisIrina DroliaNessuna valutazione finora
- Clinical Skills TrainingDocumento12 pagineClinical Skills TrainingSri Wahyuni SahirNessuna valutazione finora
- Gobekli TepeDocumento2 pagineGobekli TepeCarl Feagans100% (1)
- OBOE GougerDocumento2 pagineOBOE GougerCarlos GaldámezNessuna valutazione finora
- CHN Nutri LabDocumento4 pagineCHN Nutri LabMushy_ayaNessuna valutazione finora
- Operating Instructions: Rotary Lobe PumpDocumento77 pagineOperating Instructions: Rotary Lobe PumpRuslan SlusarNessuna valutazione finora
- Zero Tolerance 2010Documento16 pagineZero Tolerance 2010Adrian KozelNessuna valutazione finora
- Final SEC Judgment As To Defendant Michael Brauser 3.6.20Documento14 pagineFinal SEC Judgment As To Defendant Michael Brauser 3.6.20Teri BuhlNessuna valutazione finora
- Ultimate Trading Guide - Flash FUT 2023Documento33 pagineUltimate Trading Guide - Flash FUT 2023marciwnw INessuna valutazione finora
- Vendor Registration FormDocumento4 pagineVendor Registration FormhiringNessuna valutazione finora
- Kallatam of Kallatar (In Tamil Script Tscii Format)Documento78 pagineKallatam of Kallatar (In Tamil Script Tscii Format)rprabhuNessuna valutazione finora
- UAP Grading Policy Numeric Grade Letter Grade Grade PointDocumento2 pagineUAP Grading Policy Numeric Grade Letter Grade Grade Pointshahnewaz.eeeNessuna valutazione finora
- Porter's 5-Force Analysis of ToyotaDocumento9 paginePorter's 5-Force Analysis of ToyotaBiju MathewsNessuna valutazione finora
- French Cuisine RecipeDocumento6 pagineFrench Cuisine RecipeJimmy AchasNessuna valutazione finora
- Febrile Neutropenia GuidelineDocumento8 pagineFebrile Neutropenia GuidelineAslesa Wangpathi PagehgiriNessuna valutazione finora
- ABBindustrialdrives Modules en RevBDocumento2 pagineABBindustrialdrives Modules en RevBMaitry ShahNessuna valutazione finora
- Punches and Kicks Are Tools To Kill The Ego.Documento1 paginaPunches and Kicks Are Tools To Kill The Ego.arunpandey1686Nessuna valutazione finora
- Handbook of Storage Tank Systems: Codes, Regulations, and DesignsDocumento4 pagineHandbook of Storage Tank Systems: Codes, Regulations, and DesignsAndi RachmanNessuna valutazione finora
- HDO OpeationsDocumento28 pagineHDO OpeationsAtif NadeemNessuna valutazione finora
- Dynamic Study of Parabolic Cylindrical Shell A Parametric StudyDocumento4 pagineDynamic Study of Parabolic Cylindrical Shell A Parametric StudyEditor IJTSRDNessuna valutazione finora
- Ticket: Fare DetailDocumento1 paginaTicket: Fare DetailSajal NahaNessuna valutazione finora
- Diagnosis ListDocumento1 paginaDiagnosis ListSenyorita KHayeNessuna valutazione finora
- MSCM Dormitory Housing WEB UpdateDocumento12 pagineMSCM Dormitory Housing WEB Updatemax05XIIINessuna valutazione finora
- Monitor 14sepDocumento2 pagineMonitor 14sepabhaymvyas1144Nessuna valutazione finora
- PMP Exam Prep: Master the Latest Techniques and Trends with this In-depth Project Management Professional Guide: Study Guide | Real-life PMP Questions and Detailed Explanation | 200+ Questions and AnswersDa EverandPMP Exam Prep: Master the Latest Techniques and Trends with this In-depth Project Management Professional Guide: Study Guide | Real-life PMP Questions and Detailed Explanation | 200+ Questions and AnswersValutazione: 5 su 5 stelle5/5 (2)
- Agile: The Insights You Need from Harvard Business ReviewDa EverandAgile: The Insights You Need from Harvard Business ReviewValutazione: 4.5 su 5 stelle4.5/5 (34)
- Building a Second Brain: A Proven Method to Organize Your Digital Life and Unlock Your Creative PotentialDa EverandBuilding a Second Brain: A Proven Method to Organize Your Digital Life and Unlock Your Creative PotentialValutazione: 4.5 su 5 stelle4.5/5 (238)
- The PARA Method: Simplify, Organize, and Master Your Digital LifeDa EverandThe PARA Method: Simplify, Organize, and Master Your Digital LifeValutazione: 5 su 5 stelle5/5 (36)
- 300+ PMP Practice Questions Aligned with PMBOK 7, Agile Methods, and Key Process Groups - 2024: First EditionDa Everand300+ PMP Practice Questions Aligned with PMBOK 7, Agile Methods, and Key Process Groups - 2024: First EditionNessuna valutazione finora
- The PARA Method: Simplify, Organize, and Master Your Digital LifeDa EverandThe PARA Method: Simplify, Organize, and Master Your Digital LifeValutazione: 4.5 su 5 stelle4.5/5 (3)
- The Manager's Path: A Guide for Tech Leaders Navigating Growth and ChangeDa EverandThe Manager's Path: A Guide for Tech Leaders Navigating Growth and ChangeValutazione: 4.5 su 5 stelle4.5/5 (99)
- The Strategist: Be the Leader Your Business NeedsDa EverandThe Strategist: Be the Leader Your Business NeedsValutazione: 4.5 su 5 stelle4.5/5 (48)
- Administrative Procedures and ManagementDa EverandAdministrative Procedures and ManagementValutazione: 5 su 5 stelle5/5 (1)
- Project Management All-in-One For DummiesDa EverandProject Management All-in-One For DummiesValutazione: 5 su 5 stelle5/5 (6)
- Harvard Business Review Project Management Handbook: How to Launch, Lead, and Sponsor Successful ProjectsDa EverandHarvard Business Review Project Management Handbook: How to Launch, Lead, and Sponsor Successful ProjectsValutazione: 4.5 su 5 stelle4.5/5 (15)
- Come Up for Air: How Teams Can Leverage Systems and Tools to Stop Drowning in WorkDa EverandCome Up for Air: How Teams Can Leverage Systems and Tools to Stop Drowning in WorkValutazione: 4.5 su 5 stelle4.5/5 (7)
- High Velocity Innovation: How to Get Your Best Ideas to Market FasterDa EverandHigh Velocity Innovation: How to Get Your Best Ideas to Market FasterValutazione: 5 su 5 stelle5/5 (1)
- Agile Product Management: Product Owner: 27 Tips to Manage Your Product and Work with Scrum TeamsDa EverandAgile Product Management: Product Owner: 27 Tips to Manage Your Product and Work with Scrum TeamsValutazione: 4.5 su 5 stelle4.5/5 (24)
- The Ultimate Freelancer's Guidebook: Learn How to Land the Best Jobs, Build Your Brand, and Be Your Own BossDa EverandThe Ultimate Freelancer's Guidebook: Learn How to Land the Best Jobs, Build Your Brand, and Be Your Own BossValutazione: 4 su 5 stelle4/5 (6)
- The Digital Transformation Playbook - SECOND Edition: What You Need to Know and DoDa EverandThe Digital Transformation Playbook - SECOND Edition: What You Need to Know and DoNessuna valutazione finora
- The PMP Project Management Professional Certification Exam Study Guide - PMBOK Seventh 7th Edition: Proven Methods to Pass the PMP Exam With Confidence - Complete Practice Tests With AnswersDa EverandThe PMP Project Management Professional Certification Exam Study Guide - PMBOK Seventh 7th Edition: Proven Methods to Pass the PMP Exam With Confidence - Complete Practice Tests With AnswersValutazione: 5 su 5 stelle5/5 (1)
- Building a Second Brain: A Proven Method to Organize Your Digital Life and Unlock Your Creative PotentialDa EverandBuilding a Second Brain: A Proven Method to Organize Your Digital Life and Unlock Your Creative PotentialValutazione: 4 su 5 stelle4/5 (113)
- Managing Time (HBR 20-Minute Manager Series)Da EverandManaging Time (HBR 20-Minute Manager Series)Valutazione: 4.5 su 5 stelle4.5/5 (47)
- Secrets of Home Staging: The Essential Guide to Getting Higher Offers Faster (Home décor ideas, design tips, and advice on staging your home)Da EverandSecrets of Home Staging: The Essential Guide to Getting Higher Offers Faster (Home décor ideas, design tips, and advice on staging your home)Nessuna valutazione finora
- Project Management For Beginners: The ultimate beginners guide to fast & effective project management!Da EverandProject Management For Beginners: The ultimate beginners guide to fast & effective project management!Valutazione: 4 su 5 stelle4/5 (1)
- Design Thinking for Beginners: Innovation as a Factor for Entrepreneurial SuccessDa EverandDesign Thinking for Beginners: Innovation as a Factor for Entrepreneurial SuccessValutazione: 4.5 su 5 stelle4.5/5 (7)