Potrebbero piacerti anche
- Continuación Éteres y Ácidos CarboxílicosDocumento6 pagineContinuación Éteres y Ácidos CarboxílicosGustavo YamparaNessuna valutazione finora
- Ácidos Dicarboxílicos, Propiedades de Los Ácidos y AldehídosDocumento8 pagineÁcidos Dicarboxílicos, Propiedades de Los Ácidos y AldehídosGustavo YamparaNessuna valutazione finora
- Alcoholes y ÉteresDocumento14 pagineAlcoholes y ÉteresGustavo YamparaNessuna valutazione finora
- Modelos Estocásticos Guía N°2Documento2 pagineModelos Estocásticos Guía N°2Gustavo YamparaNessuna valutazione finora
- Morfología Y Sistemática Vegetal 2018Documento1 paginaMorfología Y Sistemática Vegetal 2018Gustavo YamparaNessuna valutazione finora
- Ejercicios Estadística Descriptiva (Pruebas Anteriores)Documento7 pagineEjercicios Estadística Descriptiva (Pruebas Anteriores)Gustavo YamparaNessuna valutazione finora
- Nombre Vulgar Familia Nombre CientíficoDocumento1 paginaNombre Vulgar Familia Nombre CientíficoGustavo YamparaNessuna valutazione finora
- Inseguridad Alimentaria TesisDocumento32 pagineInseguridad Alimentaria TesisGustavo YamparaNessuna valutazione finora
- PR-CC-003 Proc. Produccion y Colocación Concreto Rev 1Documento9 paginePR-CC-003 Proc. Produccion y Colocación Concreto Rev 1David Yoffre Mena GomezNessuna valutazione finora
- Act#3 ArrDocumento10 pagineAct#3 ArrRickardoo OrTizsNessuna valutazione finora
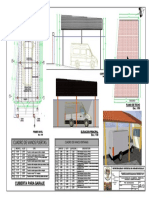
- AR-10 Propuesta Cubierta para GarajeDocumento1 paginaAR-10 Propuesta Cubierta para GarajeCaricia Cruz MoralesNessuna valutazione finora
- Act.2AlonsoCarreto HistoriaDelSigloXXDocumento5 pagineAct.2AlonsoCarreto HistoriaDelSigloXXJ. Arturo Aponte ParedesNessuna valutazione finora
- Para RamaDocumento7 paginePara Ramamp3mu771rise90Nessuna valutazione finora
- FX TSP5Documento2 pagineFX TSP5Gustavo OrozcoNessuna valutazione finora
- Informe de Visita Al Laboratorio de Maquinas HerramietasDocumento76 pagineInforme de Visita Al Laboratorio de Maquinas HerramietasJuan José GuerreroNessuna valutazione finora
- Oscar Caballero ValorizacionDocumento27 pagineOscar Caballero ValorizacionYeyson Caballero ObregonNessuna valutazione finora
- Costos y Presupuestos en ConstruccionDocumento15 pagineCostos y Presupuestos en ConstruccionCésar Fernández100% (1)
- Calculo Estructural Reservorio CortinaDocumento8 pagineCalculo Estructural Reservorio Cortinajorge18589Nessuna valutazione finora
- APU Etapa IIDocumento60 pagineAPU Etapa IIjulio cesar chambilla castilloNessuna valutazione finora
- CENTRIF DE ZN, Carlos ParradoDocumento21 pagineCENTRIF DE ZN, Carlos ParradoTeddy william saravia arispeNessuna valutazione finora
- Investigacion AdobeDocumento5 pagineInvestigacion AdobeKarla HernándezNessuna valutazione finora
- Manual de Cercas de Malla de Ciclon Ah 211 PDFDocumento10 pagineManual de Cercas de Malla de Ciclon Ah 211 PDFJose Luis CrvNessuna valutazione finora
- 443 4 Especificaciones TécnicasDocumento4 pagine443 4 Especificaciones TécnicasMarko Senty PerezNessuna valutazione finora
- Copia de 6 - ESPECIFICACIONES TECNICAS PEDRO SANCHEZDocumento7 pagineCopia de 6 - ESPECIFICACIONES TECNICAS PEDRO SANCHEZsergio antenor fuentes barahonaNessuna valutazione finora
- 2 Presupuesto Apus y AiuDocumento27 pagine2 Presupuesto Apus y Aiujuan valdesNessuna valutazione finora
- Ejercicio Diseño de MezclasDocumento5 pagineEjercicio Diseño de MezclasYeider Aguirre JimenezNessuna valutazione finora
- Prevaciado de ConcretoDocumento4 paginePrevaciado de ConcretoWill VelNessuna valutazione finora
- Consultar Cotizaciones TodasDocumento104 pagineConsultar Cotizaciones TodasJodanilNessuna valutazione finora
- Predimensionamiento Aporticado y AlbañileriaDocumento30 paginePredimensionamiento Aporticado y AlbañileriaJose Guevara86% (7)
- Acu ArquitecturaDocumento60 pagineAcu ArquitecturaMakliber AlfaroNessuna valutazione finora
- Madera y AluminioDocumento7 pagineMadera y AluminioVanessa Cristina Vicentini FigueraNessuna valutazione finora
- ET As ME01 01 Tuberia de Polietileno PEAD AcueductoDocumento11 pagineET As ME01 01 Tuberia de Polietileno PEAD AcueductoDaniel SuarezNessuna valutazione finora
- Como Calcular Materiales para Un MuroDocumento3 pagineComo Calcular Materiales para Un Muroernesto reyes martinezNessuna valutazione finora
- Apoyos de Estructura MetalicaDocumento21 pagineApoyos de Estructura MetalicaNicolás F. Bravo TinedoNessuna valutazione finora
- FP 400e 3d RL Product Page SpanishDocumento4 pagineFP 400e 3d RL Product Page Spanishedison vanegasNessuna valutazione finora
- 3 Bloque de Tierra Comprimida BTCDocumento57 pagine3 Bloque de Tierra Comprimida BTCivan vergaraNessuna valutazione finora
- Remaches CalculoDocumento58 pagineRemaches CalculoRicardo HdzNessuna valutazione finora
- BARTEC - Especificaciones TecnicasDocumento24 pagineBARTEC - Especificaciones Tecnicasgian carlos quispe condoriNessuna valutazione finora