Potrebbero piacerti anche
- Design of Welded Structures by BlodgettDocumento834 pagineDesign of Welded Structures by BlodgettLandon Mitchell92% (12)
- Solution Manual for 100 Genesys Design Examples: Second EditionDa EverandSolution Manual for 100 Genesys Design Examples: Second EditionNessuna valutazione finora
- Determining Weld SizeDocumento22 pagineDetermining Weld SizeJose Luis Olivares Lopez100% (1)
- Seafastening Holding Down BracketDocumento1 paginaSeafastening Holding Down BracketRohan Karande50% (2)
- AISC 14th Ed Design Examples - Spec CH JDocumento22 pagineAISC 14th Ed Design Examples - Spec CH JAlex AfcNessuna valutazione finora
- Pocket Guide to Flanges, Fittings, and Piping DataDa EverandPocket Guide to Flanges, Fittings, and Piping DataValutazione: 3.5 su 5 stelle3.5/5 (22)
- Chapter 5 (Welding)Documento35 pagineChapter 5 (Welding)hemant_durgawaleNessuna valutazione finora
- Chapter 3B. Welded Connections: CE4: Design of Steel Structures - Prof. Dr. A. VarmaDocumento14 pagineChapter 3B. Welded Connections: CE4: Design of Steel Structures - Prof. Dr. A. VarmaGNessuna valutazione finora
- WeldDocumento35 pagineWeldashkansoheylNessuna valutazione finora
- Fillet Weld (Design) WELDED CONNECTIONSDocumento11 pagineFillet Weld (Design) WELDED CONNECTIONS0600697Nessuna valutazione finora
- Connections and Tension Member DesignDocumento9 pagineConnections and Tension Member DesignVigneshwari MahamuniNessuna valutazione finora
- Weld Connections: A = (0.707 w L) F φ = φ F A = φ (0.707 w L) F = 0.75Documento4 pagineWeld Connections: A = (0.707 w L) F φ = φ F A = φ (0.707 w L) F = 0.75omer asgharNessuna valutazione finora
- Ejercicio de Soldadura AISC 2005Documento11 pagineEjercicio de Soldadura AISC 2005APBNessuna valutazione finora
- Steel Connections Methods Bolts Welds RivetsDocumento12 pagineSteel Connections Methods Bolts Welds Rivetsrmm99rmm99Nessuna valutazione finora
- Ce 304 Lesson 6Documento5 pagineCe 304 Lesson 6Lester Khiets RoaNessuna valutazione finora
- Lecture 17: Design and Static Strength of Welded JointsDocumento36 pagineLecture 17: Design and Static Strength of Welded Jointssprashant5Nessuna valutazione finora
- Weld PDFDocumento7 pagineWeld PDFGNessuna valutazione finora
- Procedure To Design Weld PDFDocumento7 pagineProcedure To Design Weld PDFRahim KhanNessuna valutazione finora
- WeldDocumento7 pagineWeldMuhammad Akbar Faereza NugrahaNessuna valutazione finora
- Welding ConnectionDocumento46 pagineWelding ConnectionSabih Hashim AlzuhairyNessuna valutazione finora
- Weld Design Strength CalculationsDocumento7 pagineWeld Design Strength Calculationssolver_dimecNessuna valutazione finora
- WeldDocumento3 pagineWeldMeseret ShimelisNessuna valutazione finora
- 8 - CE 511 - Welded ConnectionsDocumento32 pagine8 - CE 511 - Welded ConnectionsVictor Czar AustriaNessuna valutazione finora
- CE319 Design of Steel StructureDocumento53 pagineCE319 Design of Steel StructureMD Mazharul Islam BappyNessuna valutazione finora
- Advanced Steel Design PPT in PDFDocumento88 pagineAdvanced Steel Design PPT in PDFaskcmiitmNessuna valutazione finora
- Welded and Riveted ConnectionsDocumento58 pagineWelded and Riveted ConnectionsDennis Manejero0% (1)
- MOD 1-8 - Question 6 & 7Documento6 pagineMOD 1-8 - Question 6 & 7Gopal UttupurathNessuna valutazione finora
- 6.design of Connections in Steel Building ConstructionDocumento50 pagine6.design of Connections in Steel Building ConstructionNovember RainNessuna valutazione finora
- Connections 1 - Ch.2,3 Summarized Exercise Solutions (150-153)Documento5 pagineConnections 1 - Ch.2,3 Summarized Exercise Solutions (150-153)travis8zimmermannNessuna valutazione finora
- Design of Structural MembersDocumento153 pagineDesign of Structural Membersquiron20100% (1)
- Welded Connection-1Documento23 pagineWelded Connection-1Ynah Marie BoragayNessuna valutazione finora
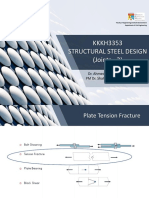
- KKKH3353 - Structural Steel Design - Joints 2Documento26 pagineKKKH3353 - Structural Steel Design - Joints 2Zeyad Tareq Al SaroriNessuna valutazione finora
- A Practical Design Guide For Welded Connections Analysis and Design of Welded ConnectionsDocumento22 pagineA Practical Design Guide For Welded Connections Analysis and Design of Welded ConnectionsMukhtar HadiNessuna valutazione finora
- Structural Analysis and Design Lectures PDFDocumento354 pagineStructural Analysis and Design Lectures PDFgongmaozheNessuna valutazione finora
- Bolted and Welded ConnectionsDocumento12 pagineBolted and Welded ConnectionsTemesgenAbiy100% (2)
- Eccentric Welded ConnectionsDocumento35 pagineEccentric Welded ConnectionsDavid ReyesNessuna valutazione finora
- Sambungan Las: Keuntungan dan Kerugian Las Serta Persoalan WeldingDocumento50 pagineSambungan Las: Keuntungan dan Kerugian Las Serta Persoalan WeldingMaruli SaragihNessuna valutazione finora
- Welded ConnectionsDocumento9 pagineWelded ConnectionsAnonymous 1sJXK1DKZNessuna valutazione finora
- 03 - Design of Tension ConnectionsDocumento23 pagine03 - Design of Tension ConnectionsAlvin LeongNessuna valutazione finora
- Weld ConnectionDocumento20 pagineWeld ConnectionPhanathon OunonNessuna valutazione finora
- AISC - Verification Examples: 1 Bolted Flange Plate Moment Connection - LRFDDocumento35 pagineAISC - Verification Examples: 1 Bolted Flange Plate Moment Connection - LRFDPablo García Peña100% (1)
- Steel and Timber - TensionDocumento6 pagineSteel and Timber - TensionWENCY FLYNN SINGCAYNessuna valutazione finora
- Design of Machine Elements: Piri Reis University Maritime Faculty Marine Engineering DepartmentDocumento33 pagineDesign of Machine Elements: Piri Reis University Maritime Faculty Marine Engineering DepartmentCemre berk TUNANessuna valutazione finora
- Design of Connections ChapterDocumento19 pagineDesign of Connections ChapterBachtiar MahardikaNessuna valutazione finora
- Design OfSteel Structures-IDocumento50 pagineDesign OfSteel Structures-IBhagyshri SiddheNessuna valutazione finora
- AISC - Verification Examples: 1 Bolted Flange Plate Moment Connection - LRFDDocumento35 pagineAISC - Verification Examples: 1 Bolted Flange Plate Moment Connection - LRFDLuis Bryan Chuquimantari ArteagaNessuna valutazione finora
- Moment Connection HSS Top Plate 9 27 2014 PDFDocumento36 pagineMoment Connection HSS Top Plate 9 27 2014 PDFRal GLNessuna valutazione finora
- Minimum Reinforcement Ratiofor Concreteinthe Jordainian CodeDocumento12 pagineMinimum Reinforcement Ratiofor Concreteinthe Jordainian Codejay arNessuna valutazione finora
- Appendix E.1. Pipe Support Calculation - PS-CP-01Documento10 pagineAppendix E.1. Pipe Support Calculation - PS-CP-01noto.sugiarto50% (2)
- Summary of ECP Euations 2019-2020Documento10 pagineSummary of ECP Euations 2019-2020Ahmed Mamdouh100% (1)
- 171CE113-bolted ConnectionDocumento9 pagine171CE113-bolted ConnectionARJUN RNessuna valutazione finora
- MEE 714 Advanced Welding Technology: Arjyajyoti - Goswami@me - Nitdgp.ac - inDocumento26 pagineMEE 714 Advanced Welding Technology: Arjyajyoti - Goswami@me - Nitdgp.ac - inmNessuna valutazione finora
- Electricity in Fish Research and Management: Theory and PracticeDa EverandElectricity in Fish Research and Management: Theory and PracticeNessuna valutazione finora
- Electronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 1Da EverandElectronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 1Nessuna valutazione finora
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesDa EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNessuna valutazione finora
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopDa EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopValutazione: 4.5 su 5 stelle4.5/5 (2)
- The Stopping and Ranges of Ions in Matter: Handbook of Stopping Cross-Sections for Energetic Ions in All ElementsDa EverandThe Stopping and Ranges of Ions in Matter: Handbook of Stopping Cross-Sections for Energetic Ions in All ElementsNessuna valutazione finora
- Attachment - 1 (General Notes)Documento1 paginaAttachment - 1 (General Notes)AKSHAY BHATKARNessuna valutazione finora
- Ticket 7116612898Documento3 pagineTicket 7116612898AKSHAY BHATKARNessuna valutazione finora
- Nozzle 1Documento1 paginaNozzle 1AKSHAY BHATKARNessuna valutazione finora
- Part 6: Bottom Pipe To Tubesheet Joint Check (Detail D6)Documento1 paginaPart 6: Bottom Pipe To Tubesheet Joint Check (Detail D6)AKSHAY BHATKARNessuna valutazione finora
- Ticket 7113858447Documento3 pagineTicket 7113858447AKSHAY BHATKARNessuna valutazione finora
- External Pressure ToleranceDocumento4 pagineExternal Pressure ToleranceAKSHAY BHATKAR100% (1)
- Scan Sep 12, 2020Documento8 pagineScan Sep 12, 2020AKSHAY BHATKARNessuna valutazione finora
- Master List of Drawings and Documents-14.09.2020Documento2 pagineMaster List of Drawings and Documents-14.09.2020AKSHAY BHATKARNessuna valutazione finora
- Equipment Nozzle Loading (Enl)Documento1 paginaEquipment Nozzle Loading (Enl)AKSHAY BHATKAR0% (1)
- Uw 27Documento1 paginaUw 27AKSHAY BHATKARNessuna valutazione finora
- Spreader Beam (Planning)Documento28 pagineSpreader Beam (Planning)AKSHAY BHATKARNessuna valutazione finora
- Spreader Beam AttachmentDocumento28 pagineSpreader Beam AttachmentAKSHAY BHATKAR100% (1)
- Sample design calculation for skirt support of vertical columnDocumento8 pagineSample design calculation for skirt support of vertical columnimrancenakk100% (2)
- Interpretation For SA 105Documento2 pagineInterpretation For SA 105AKSHAY BHATKARNessuna valutazione finora
- Shell Dish Design Pressure VesselDocumento26 pagineShell Dish Design Pressure VesselAKSHAY BHATKARNessuna valutazione finora
- Circular Panel With StiffenersDocumento4 pagineCircular Panel With StiffenersAKSHAY BHATKARNessuna valutazione finora
- Interview TipsDocumento2 pagineInterview TipsAKSHAY BHATKARNessuna valutazione finora
- Code Case 2695Documento1 paginaCode Case 2695AKSHAY BHATKARNessuna valutazione finora
- Anchor BTD DefgDocumento14 pagineAnchor BTD DefgAKSHAY BHATKARNessuna valutazione finora
- ASME Standards: A262 A276 A342/A342M A380 A484/A484M A493 A555/A555M A564/A564MDocumento1 paginaASME Standards: A262 A276 A342/A342M A380 A484/A484M A493 A555/A555M A564/A564MAKSHAY BHATKARNessuna valutazione finora
- Leg Support With Braces FinalDocumento16 pagineLeg Support With Braces FinalAKSHAY BHATKAR100% (1)
- Circular Panel With StiffenersDocumento4 pagineCircular Panel With StiffenersAKSHAY BHATKARNessuna valutazione finora
- Calc Leg Check of Cross BracingDocumento4 pagineCalc Leg Check of Cross Bracingdinesh_akabariNessuna valutazione finora
- SD FtyDocumento1 paginaSD FtyAKSHAY BHATKARNessuna valutazione finora
- UHX STudyDocumento12 pagineUHX STudyAKSHAY BHATKARNessuna valutazione finora
- SRN Enquiry No. 4855Documento51 pagineSRN Enquiry No. 4855AKSHAY BHATKARNessuna valutazione finora
- To Upload1234Documento1 paginaTo Upload1234AKSHAY BHATKARNessuna valutazione finora
- To Upload1234Documento1 paginaTo Upload1234AKSHAY BHATKARNessuna valutazione finora
- To Upload1234Documento1 paginaTo Upload1234AKSHAY BHATKARNessuna valutazione finora
- Leg Support DesignDocumento1 paginaLeg Support DesignAKSHAY BHATKARNessuna valutazione finora