Potrebbero piacerti anche
- Soldadura MAG de estructuras de acero al carbono. FMEC0210Da EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Nessuna valutazione finora
- Bridas Asme B16 47Documento10 pagineBridas Asme B16 47JonathanNessuna valutazione finora
- MTO Tuberias y AccesoriosDocumento5 pagineMTO Tuberias y AccesoriosmikadoNessuna valutazione finora
- Catalogo y Datos Tecnicos-ErfvDocumento38 pagineCatalogo y Datos Tecnicos-Erfvhecalfalo100% (2)
- API 650-2013 (Español)Documento206 pagineAPI 650-2013 (Español)Hector Perez100% (2)
- Piping Class Corcobo Rev9Documento36 paginePiping Class Corcobo Rev9Santiago GarciaNessuna valutazione finora
- Equivalencia de MaterialesDocumento1 paginaEquivalencia de MaterialesJorge Castro CucurellaNessuna valutazione finora
- Iso 4017Documento5 pagineIso 4017NoritaRodriguez100% (1)
- Catalogo-De-Sellado LAMONS PDFDocumento87 pagineCatalogo-De-Sellado LAMONS PDFjhonny100% (1)
- 1250 - 004-Be001-Ese-Tu-Gl-00-1003 - 0 - Piping ClassDocumento56 pagine1250 - 004-Be001-Ese-Tu-Gl-00-1003 - 0 - Piping ClassGustavo Alexis Duarte100% (2)
- Cuadro de PH para VALVULASDocumento1 paginaCuadro de PH para VALVULAS121075100% (1)
- Línea de Tuberías API 5lDocumento4 pagineLínea de Tuberías API 5lYunier ChuraNessuna valutazione finora
- Norma API 6A IntroduccionDocumento48 pagineNorma API 6A IntroducciondanielNessuna valutazione finora
- API 6A TraducidaDocumento16 pagineAPI 6A TraducidaIngenieríaNessuna valutazione finora
- Bridas de AceroDocumento16 pagineBridas de Acerojose ChuchonNessuna valutazione finora
- 6A 20th Edition Purch Guidelines R1 20120429 EspañolDocumento42 pagine6A 20th Edition Purch Guidelines R1 20120429 EspañolGerardo VázquezNessuna valutazione finora
- Anexo 1. Procedimientos de SoldaduraDocumento89 pagineAnexo 1. Procedimientos de SoldadurajesusNessuna valutazione finora
- Asme B31.3 2020-90-107Documento18 pagineAsme B31.3 2020-90-107Estefani Rodriguez100% (1)
- Ficha de Seguridad NitalDocumento2 pagineFicha de Seguridad NitalCarito Uribe100% (1)
- Tuberías de ERFV Fibra de VidrioDocumento72 pagineTuberías de ERFV Fibra de VidrioLubin CardenasNessuna valutazione finora
- Api Spec 6aDocumento37 pagineApi Spec 6aNatalia ArochaNessuna valutazione finora
- Dimensionamiento Asme B16.21 PDFDocumento14 pagineDimensionamiento Asme B16.21 PDFJosue Ramirez Nava100% (2)
- ST-P-115-A Guias de DiseñoDocumento24 pagineST-P-115-A Guias de DiseñoItalo Loyola JaraNessuna valutazione finora
- Bridas Ciegas Tipo 8Documento4 pagineBridas Ciegas Tipo 8Carlos Kcho AsportNessuna valutazione finora
- Flanges PDFDocumento6 pagineFlanges PDFcristhianNessuna valutazione finora
- ASME SECCION II MaterialesDocumento4 pagineASME SECCION II MaterialesJames0% (1)
- P869-000-ME-PR-0008 Procedimiento Decapado y Pasivado Inox Rev. 1Documento7 pagineP869-000-ME-PR-0008 Procedimiento Decapado y Pasivado Inox Rev. 1Oskar Giancarlo Sifuentes Eche100% (2)
- Soldadura de Tuberías PDFDocumento19 pagineSoldadura de Tuberías PDFJean Carlo DomAl100% (1)
- ASTM A234 A234M 20252.en - EsDocumento9 pagineASTM A234 A234M 20252.en - EsCesar SotoNessuna valutazione finora
- 7 - Estándares - Compressed PDFDocumento3 pagine7 - Estándares - Compressed PDFEnrique Manco0% (1)
- Distancia Entre Soportes y Tipos de Ellos para Analisis de Flexibilidad de TuberiasDocumento7 pagineDistancia Entre Soportes y Tipos de Ellos para Analisis de Flexibilidad de TuberiasArmando IP100% (1)
- Pruebas HidrostaticasDocumento6 paginePruebas Hidrostaticaswilson12Nessuna valutazione finora
- Decapado y PasivadoDocumento2 pagineDecapado y PasivadoFJESPADA100% (1)
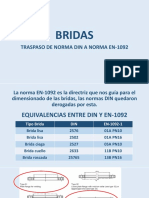
- BRIDAS Cambio de Norma DIN A EN1092Documento11 pagineBRIDAS Cambio de Norma DIN A EN1092Sonia Soldadora100% (1)
- Eficiencia de Juntas (Uw-12) U000 PDFDocumento20 pagineEficiencia de Juntas (Uw-12) U000 PDFYeldoReyesCórdovaNessuna valutazione finora
- Catalogo ValvulasDocumento67 pagineCatalogo Valvulasjhobanybernal100% (1)
- Tabla Astm A194 - 194mDocumento2 pagineTabla Astm A194 - 194mdavid rosarioNessuna valutazione finora
- Pruebas para Ball Valve ASME B16.34Documento2 paginePruebas para Ball Valve ASME B16.34FERNANDO100% (4)
- C D02T1Documento6 pagineC D02T1Efrain PonseNessuna valutazione finora
- Asme B36.10MDocumento3 pagineAsme B36.10MViole Molleturo Bermeo100% (1)
- Soportes Estardars Ica 2Documento144 pagineSoportes Estardars Ica 2Jamv Jamv100% (1)
- Fabricacion Fondo de Tanque API 650Documento1 paginaFabricacion Fondo de Tanque API 650nelvar2005Nessuna valutazione finora
- Trampas LanzadorasDocumento83 pagineTrampas LanzadorasMarcelo Moreno100% (2)
- 2020 B31.3 - Fabricacion PDFDocumento30 pagine2020 B31.3 - Fabricacion PDFNickyNolivosNessuna valutazione finora
- Procedimiento GeneraL de SOLDADURADocumento28 pagineProcedimiento GeneraL de SOLDADURAAriel GalvezNessuna valutazione finora
- Prueba HidrostaticaDocumento9 paginePrueba HidrostaticaVictor Rojas100% (1)
- Anexo No. 4.2. Especificacion Tecnica Hoja de Datos Puente Grua de Planta de Gas. Rev 3Documento5 pagineAnexo No. 4.2. Especificacion Tecnica Hoja de Datos Puente Grua de Planta de Gas. Rev 3Omar Jesus Coca0% (1)
- Estandar de SoportesDocumento135 pagineEstandar de SoportesArbeth Carrion Guerra100% (1)
- sISTEMA DE MEDIDAS DE TUBERIAS PDFDocumento434 paginesISTEMA DE MEDIDAS DE TUBERIAS PDFAngel RzNessuna valutazione finora
- Tabla Pesos de ValvulasDocumento3 pagineTabla Pesos de ValvulasoscarNessuna valutazione finora
- ASMEnVIIInDivn1nv2013n001n011nnennes 76614d1fe9628a9Documento11 pagineASMEnVIIInDivn1nv2013n001n011nnennes 76614d1fe9628a9DAVID ENRIQUE BARRIOS AGUILAR100% (2)
- Informe Analisis de Flexibilidad - BDocumento18 pagineInforme Analisis de Flexibilidad - BJuan Carlos GarayNessuna valutazione finora
- Ing Instr Mec 001 Rev.0Documento14 pagineIng Instr Mec 001 Rev.0HM MiguelNessuna valutazione finora
- Norma API 6A IntroduccionDocumento49 pagineNorma API 6A Introducciongus_tavo161Nessuna valutazione finora
- Curso B31.3 (Grises)Documento164 pagineCurso B31.3 (Grises)Angel GuachaminNessuna valutazione finora
- Acero Estructural PDFDocumento9 pagineAcero Estructural PDFalexjos1Nessuna valutazione finora
- Astm A335Documento7 pagineAstm A335Maximiliano García CalderónNessuna valutazione finora
- Astm A234Documento8 pagineAstm A234Santiago Loría NavaNessuna valutazione finora
- Astm A234Documento5 pagineAstm A234JHONessuna valutazione finora
- Fichas Tecnicas de EsparragosDocumento5 pagineFichas Tecnicas de EsparragosRoberto Eduardo Salvador MonteroNessuna valutazione finora
- NRF 125 Pemex 2005 PDFDocumento11 pagineNRF 125 Pemex 2005 PDFgustavo aguilarNessuna valutazione finora
- TVM 00 Ci HDR 0001 - 0Documento118 pagineTVM 00 Ci HDR 0001 - 0gustavo aguilarNessuna valutazione finora
- Formato Verificacion CruzadaDocumento1 paginaFormato Verificacion Cruzadagustavo aguilarNessuna valutazione finora
- Revision en As400 de Dos Bocas InstrumentosDocumento10 pagineRevision en As400 de Dos Bocas Instrumentosgustavo aguilarNessuna valutazione finora
- TVM 00 Ge Me 0001 - 0Documento68 pagineTVM 00 Ge Me 0001 - 0gustavo aguilarNessuna valutazione finora
- 2019 - 0006 - 00 - ALTAVISTA-Economica-Separador y Presas PDFDocumento8 pagine2019 - 0006 - 00 - ALTAVISTA-Economica-Separador y Presas PDFgustavo aguilarNessuna valutazione finora
- Control de Requisisiones 100039Documento1 paginaControl de Requisisiones 100039gustavo aguilarNessuna valutazione finora
- Fo A 001 - RevDocumento141 pagineFo A 001 - Revgustavo aguilarNessuna valutazione finora
- 103D 12.01.18 EU Computador de FlujoDocumento2 pagine103D 12.01.18 EU Computador de Flujogustavo aguilarNessuna valutazione finora
- Politicas de Medio AmbienteDocumento1 paginaPoliticas de Medio Ambientegustavo aguilarNessuna valutazione finora
- NormativaDocumento2 pagineNormativagustavo aguilarNessuna valutazione finora
- Tanques Menher, S.A. de C.V.: Cilindro Portátil para Gas L.P. de 10 KGDocumento1 paginaTanques Menher, S.A. de C.V.: Cilindro Portátil para Gas L.P. de 10 KGgustavo aguilarNessuna valutazione finora
- Napko 4329 Ra29modDocumento2 pagineNapko 4329 Ra29modgustavo aguilar80% (5)
- Asociacion Accidental o de Cuentas en PaDocumento9 pagineAsociacion Accidental o de Cuentas en Pagustavo aguilarNessuna valutazione finora
- Memoria Descriptiva AciDocumento22 pagineMemoria Descriptiva AciLeonardoCuevaNessuna valutazione finora
- Presupuesto Tanque de Petroleo CallaoDocumento2 paginePresupuesto Tanque de Petroleo CallaoroyNessuna valutazione finora
- Especificaciones Técnicas Agua PotableDocumento61 pagineEspecificaciones Técnicas Agua PotableWilder HrcicNessuna valutazione finora
- Catalago MudoDocumento82 pagineCatalago MudoBrandon Miguel ArguellesNessuna valutazione finora
- Diafragma - Pitot - PrandtlDocumento4 pagineDiafragma - Pitot - PrandtlRoberto TigreroNessuna valutazione finora
- Grupo de Bridas Itibb 12Documento16 pagineGrupo de Bridas Itibb 12José Diego Colquehuanca GavinchaNessuna valutazione finora
- Crosby JBDocumento8 pagineCrosby JBestudiemosNessuna valutazione finora
- Valvula de Bola de 6 Inch GCLDocumento16 pagineValvula de Bola de 6 Inch GCLCris YañezNessuna valutazione finora
- EQSeries SP OMDocumento28 pagineEQSeries SP OMJOSE LUIS HERNANDEZ CHAVEZNessuna valutazione finora
- Sistema de Tuberias RanuradasDocumento8 pagineSistema de Tuberias RanuradasJoseNessuna valutazione finora
- JeejjDocumento21 pagineJeejjGustavo LagosNessuna valutazione finora
- Ba00385pes 1914 PDFDocumento36 pagineBa00385pes 1914 PDFPauli TaNessuna valutazione finora
- Examen de Plataforma y MantenimientoDocumento5 pagineExamen de Plataforma y MantenimientocateerpillarNessuna valutazione finora
- MAG5100 OI Es es-ES PDFDocumento68 pagineMAG5100 OI Es es-ES PDFLuis Esteban Estrada TenazNessuna valutazione finora
- Cabezales PDFDocumento16 pagineCabezales PDFA Mike CastilloNessuna valutazione finora
- Instructivo Uso y Manejo de AmoladoraDocumento5 pagineInstructivo Uso y Manejo de AmoladoraJavier Serpa Quispe100% (2)
- Diseño de Cruceros y AccesoriosDocumento13 pagineDiseño de Cruceros y AccesoriosAxelNessuna valutazione finora
- Comparar Una Unión Apernada Con Una Unión AtornilladaDocumento5 pagineComparar Una Unión Apernada Con Una Unión AtornilladaYucelis GomezNessuna valutazione finora
- Juntas y EmpalmesDocumento11 pagineJuntas y EmpalmesMeteorito de SaturnoNessuna valutazione finora
- Software para Cálculo de Flexibilidad de TuberíasDocumento3 pagineSoftware para Cálculo de Flexibilidad de Tuberíasarmando alonso díazNessuna valutazione finora
- B31.8 - 2010, Capitulo II en EspañolDocumento16 pagineB31.8 - 2010, Capitulo II en EspañoljlightoNessuna valutazione finora
- Procedimiento de Instalación de InstrumentosDocumento18 pagineProcedimiento de Instalación de InstrumentosJC DC AcostaNessuna valutazione finora
- Tubo de InmersionDocumento2 pagineTubo de InmersionpercyNessuna valutazione finora
- PH ItpDocumento8 paginePH ItpValeria BenalcazarNessuna valutazione finora
- Et 439 Pemex 2019 Válvulas de DiluvioDocumento15 pagineEt 439 Pemex 2019 Válvulas de DiluvioTamara Diaz100% (1)
- Bobrick Eu Catalogue Esp 2006Documento32 pagineBobrick Eu Catalogue Esp 2006Alberto Burga RondinelNessuna valutazione finora
- Ciclo de Vida de Los BushingsDocumento32 pagineCiclo de Vida de Los BushingsAlberto Tupac Yupanqui100% (4)
- Caudalimetros para SolidosDocumento30 pagineCaudalimetros para SolidosAquiles BrincoNessuna valutazione finora
- T2F Especificación de TuberíaDocumento1 paginaT2F Especificación de TuberíaIsaias de la CruzNessuna valutazione finora