Potrebbero piacerti anche
- Super Speed Machining PDFDocumento6 pagineSuper Speed Machining PDFLingaiyan SurenNessuna valutazione finora
- Pro 787426Documento5 paginePro 787426Mohamed ElmakkyNessuna valutazione finora
- CrevaDocumento6 pagineCrevaAnonymous O0T8aZZNessuna valutazione finora
- Cardan 1Documento21 pagineCardan 1Diego Fernando AVENDA¥O RODRIGUEZNessuna valutazione finora
- Gea 20244 Consolidated 1900-p Series SRV Tech SpecsDocumento44 pagineGea 20244 Consolidated 1900-p Series SRV Tech SpecsYenshan LiuNessuna valutazione finora
- BHCN 3500 123 EBV TS 20253D 0720 EnglishDocumento38 pagineBHCN 3500 123 EBV TS 20253D 0720 EnglishGỗ MộcNessuna valutazione finora
- Brosur Showfou BlowersDocumento9 pagineBrosur Showfou BlowersDani AjalahNessuna valutazione finora
- VP e 011 06 0004 - Catalog PDFDocumento6 pagineVP e 011 06 0004 - Catalog PDFRajesh KannaNessuna valutazione finora
- Lokotrack LT300HP S N 77726Documento761 pagineLokotrack LT300HP S N 77726Jaime RestrepoNessuna valutazione finora
- General CalculationsDocumento6 pagineGeneral CalculationsGanesh GawdeNessuna valutazione finora
- Material List Summary-Ferric ChlorideDocumento5 pagineMaterial List Summary-Ferric ChlorideMarko AnticNessuna valutazione finora
- VBG12121-300PSI Grooved-End Butterfly ValveDocumento2 pagineVBG12121-300PSI Grooved-End Butterfly ValveErickNessuna valutazione finora
- Specification Sheet ANSI B16.5 RTJ Weld Neck - Class 1500 or 2500 Precision Tube Series ModelDocumento1 paginaSpecification Sheet ANSI B16.5 RTJ Weld Neck - Class 1500 or 2500 Precision Tube Series ModelDhong888Nessuna valutazione finora
- Tubo Conduit PVC Sap sch40 Ul CantexDocumento1 paginaTubo Conduit PVC Sap sch40 Ul CantexRogerNessuna valutazione finora
- Boxer 320 Parts ManualDocumento34 pagineBoxer 320 Parts ManualAbdul RehmanNessuna valutazione finora
- Ep Threaded Rod 2 MTRDocumento1 paginaEp Threaded Rod 2 MTRKABIR CHOPRANessuna valutazione finora
- Stock Piston Rod CylindersDocumento9 pagineStock Piston Rod CylindersALdinoNessuna valutazione finora
- Air Cylinder: Series A20, A21 Double End Double Acting Cylinders (Square Type) Ø32 - 125 MMDocumento4 pagineAir Cylinder: Series A20, A21 Double End Double Acting Cylinders (Square Type) Ø32 - 125 MMBiswanath LenkaNessuna valutazione finora
- Profile Cylinder ISO 15552, PRA Series: AventicsDocumento7 pagineProfile Cylinder ISO 15552, PRA Series: AventicsMohammed SAKINENessuna valutazione finora
- Yumak Air Compressor Catalogue v.1.1.9Documento744 pagineYumak Air Compressor Catalogue v.1.1.9Yassine BoulhendNessuna valutazione finora
- 03-Etl+wz 1210174GBDocumento20 pagine03-Etl+wz 1210174GBAshraful HasanNessuna valutazione finora
- JIS FlangesDocumento9 pagineJIS FlangesIbadullah MominNessuna valutazione finora
- JIS FlangesDocumento9 pagineJIS FlangesKhairulUmamNessuna valutazione finora
- Kent G Series Technical SupportpdfDocumento6 pagineKent G Series Technical SupportpdfJesus Fco Garcia PerezNessuna valutazione finora
- Modular Lube Lubrication Systems: Divider ValvesDocumento6 pagineModular Lube Lubrication Systems: Divider ValvesIbrahimAmroNessuna valutazione finora
- Pompa Flans TipleriDocumento3 paginePompa Flans TipleriKvncGmz DzrNessuna valutazione finora
- Data PDFDocumento4 pagineData PDFPanagiotis PanagosNessuna valutazione finora
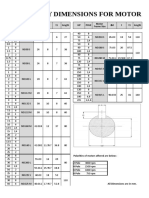
- Standard Key Dimensions For Motor: HP Pole Ød T t1 Length HP Pole Ød T t1 Length Motor Frame Size Motor Frame SizeDocumento7 pagineStandard Key Dimensions For Motor: HP Pole Ød T t1 Length HP Pole Ød T t1 Length Motor Frame Size Motor Frame Sizeketan mehtaNessuna valutazione finora
- 3ez11 Thru 3ez200Documento6 pagine3ez11 Thru 3ez200Carlos Luis ColmenaresNessuna valutazione finora
- Sea Water Reverse Osmosis/ Desalination Products: Corrosion-Resistant Products For Superior Life and DependabilityDocumento4 pagineSea Water Reverse Osmosis/ Desalination Products: Corrosion-Resistant Products For Superior Life and DependabilitySyed SamsamuddinNessuna valutazione finora
- Parts Manual: Shibaura Diesel EngineDocumento36 pagineParts Manual: Shibaura Diesel Enginecesar100% (1)
- EDrive Actuators VecTac VT BrochureDocumento4 pagineEDrive Actuators VecTac VT BrochureElectromateNessuna valutazione finora
- TL Series Low Clearance / Direct Fit Hydraulic Wrench: Wwwbolttechmanningscom WwwbolttechmanningscomDocumento2 pagineTL Series Low Clearance / Direct Fit Hydraulic Wrench: Wwwbolttechmanningscom WwwbolttechmanningscomAlexsandro CordeiroNessuna valutazione finora
- A16 A17 CylinderDocumento7 pagineA16 A17 Cylinderjaneesh RNessuna valutazione finora
- 45DV-MQ Full Freelift 4-Stage Opti-Vis Quad Mast: Arts ManualDocumento27 pagine45DV-MQ Full Freelift 4-Stage Opti-Vis Quad Mast: Arts ManualRAYMULROONEYNessuna valutazione finora
- SM2Z5V1 / SM2Z200: 2W Zener DiodesDocumento4 pagineSM2Z5V1 / SM2Z200: 2W Zener DiodesZoltán ÁgostonNessuna valutazione finora
- Spherical BearingDocumento8 pagineSpherical BearingDONCOLENessuna valutazione finora
- Flange Torque Recommendations Marcada PDFDocumento2 pagineFlange Torque Recommendations Marcada PDFzerathulNessuna valutazione finora
- Threaded CouplingDocumento5 pagineThreaded CouplingDhiven VesNessuna valutazione finora
- Flange Torque Values PDFDocumento2 pagineFlange Torque Values PDFsimsonNessuna valutazione finora
- Threaded CouplingDocumento5 pagineThreaded CouplingHotnCrispy CrispyNessuna valutazione finora
- Duct Calculation Fan BlowerDocumento2 pagineDuct Calculation Fan Blowerabdul0rohiminNessuna valutazione finora
- Self Drilling Bolt Nov 2012 Rev-3Documento3 pagineSelf Drilling Bolt Nov 2012 Rev-3sachin G.Nessuna valutazione finora
- Catalog Standard Motor LTS PDFDocumento20 pagineCatalog Standard Motor LTS PDFYogesh BadheNessuna valutazione finora
- PTI - Sheave SPADocumento5 paginePTI - Sheave SPAvilash kumar sNessuna valutazione finora
- KTA Spindle ToolingDocumento12 pagineKTA Spindle ToolingFelipe LipertNessuna valutazione finora
- Specification Manual For Models 2010, 2300, 4010, 4011, 4150, 4160, 4165, 4175, and 4500Documento8 pagineSpecification Manual For Models 2010, 2300, 4010, 4011, 4150, 4160, 4165, 4175, and 4500matt0% (1)
- Harga Pembelian SupplierDocumento6 pagineHarga Pembelian SupplierWindy DarmawanNessuna valutazione finora
- Hydraulic Oil Coolers Product CatalogueDocumento24 pagineHydraulic Oil Coolers Product Cataloguethiagorep17Nessuna valutazione finora
- Clase 6 de Mayo FluidosDocumento13 pagineClase 6 de Mayo FluidosMateo BarragánNessuna valutazione finora
- Urun KataloguDocumento82 pagineUrun KataloguTranLeTrungNessuna valutazione finora
- VBW12121 - 300PSI Wafer Butterfly ValveDocumento1 paginaVBW12121 - 300PSI Wafer Butterfly ValveErickNessuna valutazione finora
- SL No. MKD No. Description Length (MM) Sec. Wt. Qty (Nos) Weight (MT)Documento14 pagineSL No. MKD No. Description Length (MM) Sec. Wt. Qty (Nos) Weight (MT)Praveen JoseNessuna valutazione finora
- KVF-B16.48 Spectacle Blind BrochureDocumento26 pagineKVF-B16.48 Spectacle Blind Brochurepmech consultantNessuna valutazione finora
- Shibaura Diesel Engine S773L - Tier4 XXDocumento28 pagineShibaura Diesel Engine S773L - Tier4 XXMihai PopaNessuna valutazione finora
- Consolidated Modelo 1900Documento44 pagineConsolidated Modelo 1900godoyoswaldo.ogNessuna valutazione finora
- Varistor Specification PDFDocumento15 pagineVaristor Specification PDFAisha IsaNessuna valutazione finora
- 05 - Izaje Mecánico de CargasDocumento2 pagine05 - Izaje Mecánico de CargasAlexander Arias VargasNessuna valutazione finora
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDa EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNessuna valutazione finora
- Kioxia-Thgbmhg7c1lbail C391259Documento36 pagineKioxia-Thgbmhg7c1lbail C391259Geovanny SanjuanNessuna valutazione finora
- XT172x SUB LayoutDocumento2 pagineXT172x SUB LayoutGeovanny SanjuanNessuna valutazione finora
- TP - VST69D.PB818 B14501 Schematic DiagramDocumento9 pagineTP - VST69D.PB818 B14501 Schematic DiagramGeovanny SanjuanNessuna valutazione finora
- Yeestor-SGM8000C-S27B8G C2924244Documento31 pagineYeestor-SGM8000C-S27B8G C2924244Geovanny SanjuanNessuna valutazione finora
- 336D2 L Excavator ZCT00001-UP (MACHINE) POWERED BY C9 Engine (SEBP6532 - 27) - Documentation PDFDocumento11 pagine336D2 L Excavator ZCT00001-UP (MACHINE) POWERED BY C9 Engine (SEBP6532 - 27) - Documentation PDFGeovanny SanjuanNessuna valutazione finora
- 16H Motor Grader, Powered by 3406C Engine (SEBP2425 - 112) - DocumentationDocumento3 pagine16H Motor Grader, Powered by 3406C Engine (SEBP2425 - 112) - DocumentationGeovanny SanjuanNessuna valutazione finora
- Exploit Database SearchSploit Manual PDFDocumento8 pagineExploit Database SearchSploit Manual PDFGeovanny SanjuanNessuna valutazione finora
- Tooling Catalog 7022Documento20 pagineTooling Catalog 7022Geovanny SanjuanNessuna valutazione finora
- Herramientas KenalmetalDocumento10 pagineHerramientas KenalmetalGeovanny SanjuanNessuna valutazione finora
- KitsCatalog Complete PDFDocumento80 pagineKitsCatalog Complete PDFGeovanny SanjuanNessuna valutazione finora
- New BortechCatalog PDFDocumento16 pagineNew BortechCatalog PDFGeovanny SanjuanNessuna valutazione finora
- Widia Is Here.: Kennametal, With OurDocumento33 pagineWidia Is Here.: Kennametal, With OurGeovanny SanjuanNessuna valutazione finora
- Weld Time ChartDocumento1 paginaWeld Time ChartGeovanny SanjuanNessuna valutazione finora
- B03 29 - SurfMine Agg PDFDocumento8 pagineB03 29 - SurfMine Agg PDFGeovanny SanjuanNessuna valutazione finora
- Reduce Your Heavy Equipment Downtime.: MODEL 4-14Documento4 pagineReduce Your Heavy Equipment Downtime.: MODEL 4-14Geovanny SanjuanNessuna valutazione finora
- Catalog 2090Documento302 pagineCatalog 2090Geovanny SanjuanNessuna valutazione finora
- Consumables PDFDocumento1 paginaConsumables PDFGeovanny SanjuanNessuna valutazione finora
- B02-26 EasyPull Flyer PDFDocumento1 paginaB02-26 EasyPull Flyer PDFGeovanny SanjuanNessuna valutazione finora
- Bucket Control Pins and BearingDocumento13 pagineBucket Control Pins and BearingGeovanny Sanjuan100% (1)
- WCDMA19 Prfile Descriptions W19P8 08A APPRDocumento254 pagineWCDMA19 Prfile Descriptions W19P8 08A APPRoaguilar83Nessuna valutazione finora
- Description Features: Maximizing IC PerformanceDocumento1 paginaDescription Features: Maximizing IC Performanceledaurora123Nessuna valutazione finora
- Radiology PearlsDocumento2 pagineRadiology PearlsSalman Rashid100% (2)
- Mindset For IELTS Level 1 Student's Book PDF English As A Second or Foreign Language International English Language TestinDocumento1 paginaMindset For IELTS Level 1 Student's Book PDF English As A Second or Foreign Language International English Language TestinhiNessuna valutazione finora
- Nanoimprint Lithography: Presented by Group 7Documento27 pagineNanoimprint Lithography: Presented by Group 7Samia SafaNessuna valutazione finora
- EEE Sofware Lab Experiment 1, PDFDocumento11 pagineEEE Sofware Lab Experiment 1, PDF240 Sadman ShafiNessuna valutazione finora
- Specification For Neoprene Coating On The Riser CasingDocumento17 pagineSpecification For Neoprene Coating On The Riser CasingLambang AsmaraNessuna valutazione finora
- 30 This Is The Tower That Frank BuiltDocumento26 pagine30 This Is The Tower That Frank BuiltAlex BearishNessuna valutazione finora
- Determination of Iron in Water - SpectrophotometryDocumento4 pagineDetermination of Iron in Water - Spectrophotometryhanif ahmadNessuna valutazione finora
- Microtech Testing & Research Laboratory: Condition of Sample, When Received: SatisfactoryDocumento1 paginaMicrotech Testing & Research Laboratory: Condition of Sample, When Received: SatisfactoryKumar AbhishekNessuna valutazione finora
- Public Area Attendant ServicingDocumento12 paginePublic Area Attendant ServicingLawrence Cada Nofies100% (2)
- Augusta Issue 1145 - The Jail ReportDocumento24 pagineAugusta Issue 1145 - The Jail ReportGreg RickabaughNessuna valutazione finora
- CV (Martin A Johnson)Documento7 pagineCV (Martin A Johnson)kganesanNessuna valutazione finora
- Paper Cutting 6Documento71 paginePaper Cutting 6Vidya AdsuleNessuna valutazione finora
- GE2410 Student Booklet (UpdatedDec27)Documento88 pagineGE2410 Student Booklet (UpdatedDec27)markhoNessuna valutazione finora
- Social Skills Assessments For Children With Autism Spectrum Disorders 2165 7890.1000122Documento9 pagineSocial Skills Assessments For Children With Autism Spectrum Disorders 2165 7890.1000122Shinta SeptiaNessuna valutazione finora
- A Hack For The Yoga PoseDocumento3 pagineA Hack For The Yoga PoseAlex NNessuna valutazione finora
- The Definitive Guide On How To Build A High Status Social CircleDocumento46 pagineThe Definitive Guide On How To Build A High Status Social CircleCecilia Teresa Grayeb SánchezNessuna valutazione finora
- SD WanDocumento3 pagineSD Wanraditio ghifiardiNessuna valutazione finora
- Usp3 ComDocumento5 pagineUsp3 ComMike MelgaNessuna valutazione finora
- LCA - Bank of EnglandDocumento133 pagineLCA - Bank of EnglandJoao Paulo VazNessuna valutazione finora
- Quantum Data-Fitting: PACS Numbers: 03.67.-A, 03.67.ac, 42.50.DvDocumento6 pagineQuantum Data-Fitting: PACS Numbers: 03.67.-A, 03.67.ac, 42.50.Dvohenri100Nessuna valutazione finora
- Industrial SafetyDocumento5 pagineIndustrial Safetykamujula reddyNessuna valutazione finora
- Mrr2 Why The Future Doesnt Need UsDocumento3 pagineMrr2 Why The Future Doesnt Need UsSunshine Glory EgoniaNessuna valutazione finora
- Hortee OromooDocumento48 pagineHortee OromooAsnaafii BantiiNessuna valutazione finora
- Resume Of: Name: Kingshuk Saha Address: Mobile: E-MailDocumento2 pagineResume Of: Name: Kingshuk Saha Address: Mobile: E-MailKingshuk Saha PalasNessuna valutazione finora
- DSE4610 DSE4620 Operators ManualDocumento86 pagineDSE4610 DSE4620 Operators ManualJorge Carrasco100% (6)
- Engineering Data: Wireway SelectionDocumento3 pagineEngineering Data: Wireway SelectionFidel Castrzzo BaeNessuna valutazione finora
- Banana Stem Patty Pre Finale 1Documento16 pagineBanana Stem Patty Pre Finale 1Armel Barayuga86% (7)
- Issues in Corporate GovernanceDocumento15 pagineIssues in Corporate GovernanceVandana ŘwţNessuna valutazione finora