Potrebbero piacerti anche
- The Magnet Motor: Making Free Energy Yourself Edition 2019Da EverandThe Magnet Motor: Making Free Energy Yourself Edition 2019Valutazione: 4 su 5 stelle4/5 (6)
- Searl Effect Generator LeakedDocumento38 pagineSearl Effect Generator LeakedGreg Karsten86% (7)
- Book of Geet Aug 819Documento172 pagineBook of Geet Aug 819Александр Мустафаев83% (6)
- Pulse Jet PlansDocumento10 paginePulse Jet PlansSanthosh P100% (2)
- WATER: THE KEY TO NEW ENERGY: Cavitating Electrolyzers & Zero-Point EnergyDa EverandWATER: THE KEY TO NEW ENERGY: Cavitating Electrolyzers & Zero-Point EnergyValutazione: 5 su 5 stelle5/5 (1)
- GEET Fuel ProcesorDocumento146 pagineGEET Fuel ProcesorBlack Hat100% (2)
- GEET - PANTONE REACTOR - Plasma System - Water As FUELDocumento27 pagineGEET - PANTONE REACTOR - Plasma System - Water As FUELashwin shindhe100% (1)
- Geet InstructionsDocumento1 paginaGeet Instructionsfreed1Nessuna valutazione finora
- Charles Pogue Carb. PDFDocumento27 pagineCharles Pogue Carb. PDFTomislav JovanovicNessuna valutazione finora
- Earth Batteries PDFDocumento0 pagineEarth Batteries PDFMarìa Angélica Guerreiro0% (1)
- Experiment of The Biefield-Brown Effect Using Symmetric Plate Capacitors Charged Below 35kVDocumento8 pagineExperiment of The Biefield-Brown Effect Using Symmetric Plate Capacitors Charged Below 35kVLuis Alberto MiglioreroNessuna valutazione finora
- Free Energy Dalla Piramide - HTTP://WWW - Fortunadrago.itDocumento5 pagineFree Energy Dalla Piramide - HTTP://WWW - Fortunadrago.itD.DomenicoNessuna valutazione finora
- Brown GasDocumento9 pagineBrown GasSagar Sachdeva100% (1)
- ZilanoDocumento1 paginaZilanoJohann BruwerNessuna valutazione finora
- A Theoretical Explanation of How Free Energy Operates in Our UniverseDocumento28 pagineA Theoretical Explanation of How Free Energy Operates in Our UniverseVinyasi100% (2)
- Radiant Energy CollectionDocumento66 pagineRadiant Energy CollectionKatamba Rogers100% (1)
- GEET Fuel Processor Plans: WARNING: This Information Is Clasified As EXPERIMENTAL!Documento10 pagineGEET Fuel Processor Plans: WARNING: This Information Is Clasified As EXPERIMENTAL!John BlackNessuna valutazione finora
- Asme 2019 Sec VIII Div 1 Key ChangesDocumento80 pagineAsme 2019 Sec VIII Div 1 Key Changesjay velNessuna valutazione finora
- Geet Fuel Processor PlansDocumento11 pagineGeet Fuel Processor Plansdag57Nessuna valutazione finora
- Pantone in BurnerDocumento132 paginePantone in BurnerkarakondjoNessuna valutazione finora
- Geet Fuel ProcessorDocumento64 pagineGeet Fuel ProcessorYuveAero100% (3)
- (PANTONE STIRLING GEET SPAD) Thesis - Simple Gas Turbine Engine DesignDocumento130 pagine(PANTONE STIRLING GEET SPAD) Thesis - Simple Gas Turbine Engine DesignTri KurniawanNessuna valutazione finora
- GEET A System With Unusual PropertiesDocumento21 pagineGEET A System With Unusual PropertiestheoalmNessuna valutazione finora
- Pantone MotorDocumento143 paginePantone Motorboggy7Nessuna valutazione finora
- Hilux GEET Conversion ConstructionDocumento6 pagineHilux GEET Conversion ConstructionKumaran Sanmugathasan100% (1)
- GEET Details ProcesorDocumento63 pagineGEET Details ProcesorMajor67% (3)
- GEET - Single Auto Conversion PlansDocumento17 pagineGEET - Single Auto Conversion Planspowelldaniel392100% (1)
- Supplementary Addendum To The GEET Small Engine Plans 10HP To 20 HPDocumento5 pagineSupplementary Addendum To The GEET Small Engine Plans 10HP To 20 HPEduardo JorgeNessuna valutazione finora
- GEET - Parts ListDocumento2 pagineGEET - Parts Listradoady100% (1)
- 82% less pollution for city vehicles with water dopingDocumento19 pagine82% less pollution for city vehicles with water dopingvanderwalt.paul2286Nessuna valutazione finora
- Gray GeneratorDocumento54 pagineGray GeneratorKeresztúri FerencNessuna valutazione finora
- Magnetic Current PamphletDocumento9 pagineMagnetic Current PamphletJim100% (2)
- Practical Method For Production of Water Fuel From OUDocumento130 paginePractical Method For Production of Water Fuel From OUFidittiNessuna valutazione finora
- Didactico - Water Car Engine Plans Manual - Hydrogen Fuel - Use Tap Water (En Inglés)Documento14 pagineDidactico - Water Car Engine Plans Manual - Hydrogen Fuel - Use Tap Water (En Inglés)Manuel BolonNessuna valutazione finora
- Hubbard Coil Generator ExplainedDocumento12 pagineHubbard Coil Generator ExplainedTomislav JovanovicNessuna valutazione finora
- GEET Fuel Procesor RevisitedDocumento111 pagineGEET Fuel Procesor Revisitedibis_pilotNessuna valutazione finora
- Routing the Energy of Joe CellsDocumento14 pagineRouting the Energy of Joe CellsRuddyMartini100% (1)
- Runs Cars and Lights On Magnetic Pulse Technology: Very Important DVD Is VOLUME 4 - Troy ReedDocumento4 pagineRuns Cars and Lights On Magnetic Pulse Technology: Very Important DVD Is VOLUME 4 - Troy ReedrobertrussellnyNessuna valutazione finora
- New Adjustable Frequency Radiant Charger PDFDocumento5 pagineNew Adjustable Frequency Radiant Charger PDFlancerdoom1100% (6)
- Zilano Important Older DS Posts AbridgedDocumento147 pagineZilano Important Older DS Posts Abridgedscolem26100% (1)
- Experimental Research of Magnetic-Gravity EffectsDocumento0 pagineExperimental Research of Magnetic-Gravity Effectsdewidewi76Nessuna valutazione finora
- The Worldwide KAPAGEN Successful ReplicationsDocumento21 pagineThe Worldwide KAPAGEN Successful ReplicationsVlad AdrianNessuna valutazione finora
- The Complete Free Energy Bearden-MEG Study PackDocumento3 pagineThe Complete Free Energy Bearden-MEG Study PackWalterSobchakNessuna valutazione finora
- Catalog Number 40 PDFDocumento36 pagineCatalog Number 40 PDFfuellesspower75% (4)
- Dony WatssDocumento49 pagineDony WatssvbugaianNessuna valutazione finora
- Hendershot Electricity From Thin AirDocumento49 pagineHendershot Electricity From Thin Airvanderwalt.paul2286Nessuna valutazione finora
- Patent Us 20090096219 Annis EberlyDocumento15 paginePatent Us 20090096219 Annis EberlyCentro Astrologico de MisionesNessuna valutazione finora
- Abbreviated Report On Prof. Seiki About The Use of The G-EnergyDocumento9 pagineAbbreviated Report On Prof. Seiki About The Use of The G-EnergyAndrew Bellon50% (2)
- The Inventions of CaptainDocumento3 pagineThe Inventions of CaptainAngela0220Nessuna valutazione finora
- Quest For Zero-Point Energy: Engineering Principles for “Free Energyâ€Da EverandQuest For Zero-Point Energy: Engineering Principles for “Free Energyâ€Valutazione: 3 su 5 stelle3/5 (2)
- Free Energy Here and Now and then: Velocity power sourcesDa EverandFree Energy Here and Now and then: Velocity power sourcesNessuna valutazione finora
- Inventions, Researches and Writings of Nikola Tesla: Including Tesla's AutobiographyDa EverandInventions, Researches and Writings of Nikola Tesla: Including Tesla's AutobiographyNessuna valutazione finora
- Keely and His DiscoveriesDa EverandKeely and His DiscoveriesValutazione: 5 su 5 stelle5/5 (1)
- Zero Point Energy Per Stereo Radian and the Distribution of Gravitational Acceleration of Planets Throughout the Solar System.: The Origin and Cause of GravitationDa EverandZero Point Energy Per Stereo Radian and the Distribution of Gravitational Acceleration of Planets Throughout the Solar System.: The Origin and Cause of GravitationNessuna valutazione finora
- Stanley Meyer Big Bobbin Builders Guide 2019 v1: Very Rare Guide for How to Assemble Water Fueled injector tri-filar bobbinDa EverandStanley Meyer Big Bobbin Builders Guide 2019 v1: Very Rare Guide for How to Assemble Water Fueled injector tri-filar bobbinNessuna valutazione finora
- Making A BurnerDocumento13 pagineMaking A BurnerangelNessuna valutazione finora
- The Quickest and Easiest Steps To Set-Up The Simple Water Fuel-How It WorksDocumento11 pagineThe Quickest and Easiest Steps To Set-Up The Simple Water Fuel-How It WorksdavomusikNessuna valutazione finora
- Transformer Impedance MatchingDocumento11 pagineTransformer Impedance MatchingbyenterNessuna valutazione finora
- Free-Energy:: Nikola Tesla Secrets For EverybodyDocumento67 pagineFree-Energy:: Nikola Tesla Secrets For Everybodyto_netiksNessuna valutazione finora
- Electrical Circuit For Inductance ConducDocumento7 pagineElectrical Circuit For Inductance ConducbyenterNessuna valutazione finora
- A Simple Inverter For Florescent LampsDocumento2 pagineA Simple Inverter For Florescent LampsbyenterNessuna valutazione finora
- Smith CoilDocumento7 pagineSmith CoilbyenterNessuna valutazione finora
- Toroidal Transformer Based Power AmplifierDocumento10 pagineToroidal Transformer Based Power Amplifierrj_duffyNessuna valutazione finora
- Approval of Welding Procedures For Pipes DN 65: Vds-GuidelinesDocumento21 pagineApproval of Welding Procedures For Pipes DN 65: Vds-GuidelinesJustin ReyesNessuna valutazione finora
- Design Os Sewers (Blue Book)Documento388 pagineDesign Os Sewers (Blue Book)savanotrebor100% (1)
- Installation and Maintenance of Inline Flame ArrestorsDocumento3 pagineInstallation and Maintenance of Inline Flame Arrestorshk168Nessuna valutazione finora
- Data Book de BombaDocumento7 pagineData Book de BombaSharon Botiny100% (1)
- Natural Gas Transmission Pipeline System: Additional Requirements For Steel PipelineDocumento127 pagineNatural Gas Transmission Pipeline System: Additional Requirements For Steel PipelineINGNessuna valutazione finora
- L-005 Compact Flanged ConnectionsDocumento93 pagineL-005 Compact Flanged ConnectionsbreeeeezzzzzeNessuna valutazione finora
- Data Sheet: Dehydration and Desalting System Akal J-1 Platform HD-H-006Documento3 pagineData Sheet: Dehydration and Desalting System Akal J-1 Platform HD-H-006figuev2208Nessuna valutazione finora
- Theory Application and Sizing of Air ValvesDocumento9 pagineTheory Application and Sizing of Air ValveskcplemmonsNessuna valutazione finora
- Company Profile for Vendor QualificationDocumento68 pagineCompany Profile for Vendor QualificationMuhammad TalhaNessuna valutazione finora
- Axial Stop For Horizontal Cryogenic Pipes 2" - 80" NPS: Pipe Standard SupportsDocumento3 pagineAxial Stop For Horizontal Cryogenic Pipes 2" - 80" NPS: Pipe Standard SupportsMainuddin Ali100% (1)
- Refrigeration and Air Condition UEE51211Documento7 pagineRefrigeration and Air Condition UEE51211Bambang Setyoko0% (1)
- Residential Water Piping Installation GuideDocumento28 pagineResidential Water Piping Installation GuideMunir RasheedNessuna valutazione finora
- Witnessing Matrix and Notification ProcedureDocumento18 pagineWitnessing Matrix and Notification ProcedureAhmed AbidNessuna valutazione finora
- Sonihull DuoDocumento7 pagineSonihull DuoAliasgar PatrawalaNessuna valutazione finora
- 3.manual of Sunken Portion Waterproofing Method WorkDocumento2 pagine3.manual of Sunken Portion Waterproofing Method WorklkovijayNessuna valutazione finora
- HTTP - WWW Red-Bag Com Engineering-Guides HTMLDocumento4 pagineHTTP - WWW Red-Bag Com Engineering-Guides HTMLmashudi_fikriNessuna valutazione finora
- Invoice 1 (Plumbing Ababil)Documento1 paginaInvoice 1 (Plumbing Ababil)Ragul KumarNessuna valutazione finora
- 08572-TRHT-AQ-QC-00-OO-209 - Welding Spec - Rev1 UnsignedDocumento34 pagine08572-TRHT-AQ-QC-00-OO-209 - Welding Spec - Rev1 UnsignedADNAN ZIADNessuna valutazione finora
- Merged Tender 8114 PDFDocumento2.122 pagineMerged Tender 8114 PDFAbhayNessuna valutazione finora
- Trench Shoring System: Shoring Box Ks 60 Shoring Box Ks 100Documento35 pagineTrench Shoring System: Shoring Box Ks 60 Shoring Box Ks 100jpantazis1975Nessuna valutazione finora
- Type 1way Ceiling Mounted Cassette Model Unit Arnu07Gtub4Documento53 pagineType 1way Ceiling Mounted Cassette Model Unit Arnu07Gtub4Renzo TrNessuna valutazione finora
- GEIT-65027US Remote Visual InspectionDocumento16 pagineGEIT-65027US Remote Visual InspectionvrapciudorianNessuna valutazione finora
- F 68 - 99 R04 Rjy4Documento6 pagineF 68 - 99 R04 Rjy4Lupita Correa C.Nessuna valutazione finora
- Clean Agent Fire Suppression System SpecificationDocumento14 pagineClean Agent Fire Suppression System Specificationhendrik wibowoNessuna valutazione finora
- Avoid Surprises at The Kettle & Vents & Holes Desigine GuideDocumento27 pagineAvoid Surprises at The Kettle & Vents & Holes Desigine GuideSreedhar Patnaik.MNessuna valutazione finora
- Evoscgr Katalogs 2011 en Ispitivanje 82stDocumento116 pagineEvoscgr Katalogs 2011 en Ispitivanje 82stvladomilanNessuna valutazione finora
- CBL Training ReportDocumento12 pagineCBL Training ReportSwapnil Modak100% (1)
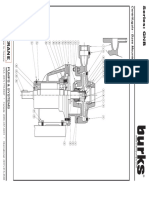
- Burks GNB Centrifugal Pump Repair Parts 2018Documento3 pagineBurks GNB Centrifugal Pump Repair Parts 2018Ana MoraNessuna valutazione finora
- Mild Steel Transformer Cooling Tubes: Corporate Purchasing Specification AA 101 05 Rev. No. 02 Preface SheetDocumento5 pagineMild Steel Transformer Cooling Tubes: Corporate Purchasing Specification AA 101 05 Rev. No. 02 Preface SheetveeramalaiNessuna valutazione finora