Potrebbero piacerti anche
- ISO 6803_2017Documento18 pagineISO 6803_2017valli rajuNessuna valutazione finora
- Material Conversion (ASTM-KS-JIS-DIN) PDFDocumento46 pagineMaterial Conversion (ASTM-KS-JIS-DIN) PDFagung100% (1)
- JIS3115 SB 480 SteelDocumento1 paginaJIS3115 SB 480 Steelvalli rajuNessuna valutazione finora
- Owner's Manual: AVR-X250BTDocumento126 pagineOwner's Manual: AVR-X250BTvalli rajuNessuna valutazione finora
- Material ComparisionDocumento1 paginaMaterial Comparisionvalli rajuNessuna valutazione finora
- Carbon and Carbon-Manganese Steel Seamless Steel Tubes and Pipes For ShipDocumento10 pagineCarbon and Carbon-Manganese Steel Seamless Steel Tubes and Pipes For Shipvalli rajuNessuna valutazione finora
- ASTM A537 Class 1 Carbon Steel Plates Are Engineered To Be Used in Pressure Vessel ApplicationsDocumento7 pagineASTM A537 Class 1 Carbon Steel Plates Are Engineered To Be Used in Pressure Vessel Applicationsvalli rajuNessuna valutazione finora
- Laboratory Report TemplateDocumento1 paginaLaboratory Report Templatevalli rajuNessuna valutazione finora
- Summary Report TemplateDocumento2 pagineSummary Report Templatevalli rajuNessuna valutazione finora
- Q345R (Low Alloy Steel) Pressure Vessel, Q345R (Low Alloy Steel) Tank, Q345R (Low Alloy Steel) Pressure Vessel ManufacturerDocumento1 paginaQ345R (Low Alloy Steel) Pressure Vessel, Q345R (Low Alloy Steel) Tank, Q345R (Low Alloy Steel) Pressure Vessel Manufacturervalli rajuNessuna valutazione finora
- C.S Tube To C.S Tube: Sr. No Basemetal ApprovalsDocumento1 paginaC.S Tube To C.S Tube: Sr. No Basemetal Approvalsvalli rajuNessuna valutazione finora
- Power Generation: Steel Pipes, Tubes & FittingsDocumento20 paginePower Generation: Steel Pipes, Tubes & Fittingsvalli rajuNessuna valutazione finora
- C.S Plate To C.S Plate: SR - No Basemetal Filler Metal ApprovalsDocumento1 paginaC.S Plate To C.S Plate: SR - No Basemetal Filler Metal Approvalsvalli rajuNessuna valutazione finora
- C.S Tube To C.S Tube (ST 45.8) : Sr. No Filler Metal ApprovalsDocumento1 paginaC.S Tube To C.S Tube (ST 45.8) : Sr. No Filler Metal Approvalsvalli rajuNessuna valutazione finora
- M.S To S.SDocumento1 paginaM.S To S.Svalli rajuNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Guidelines For Acoustic Induced Vibration (AIV), Flow Induced Vibration (FIV) Analysis (Blanked) PDFDocumento5 pagineGuidelines For Acoustic Induced Vibration (AIV), Flow Induced Vibration (FIV) Analysis (Blanked) PDFljv004Nessuna valutazione finora
- List of Atj 2019Documento4 pagineList of Atj 2019fordownload use100% (1)
- IFH Geotechnical ReportDocumento44 pagineIFH Geotechnical ReportEngineeri Tadiyos100% (1)
- NEOM-NWA-TGD-2021-004 Design Guideline For Transmission and Distribution PipelinesDocumento57 pagineNEOM-NWA-TGD-2021-004 Design Guideline For Transmission and Distribution Pipelinessireesha.reddyNessuna valutazione finora
- PP FG LotDocumento33 paginePP FG LotPipinRioSianturi100% (1)
- Sebeta Prieced Boq Final Edited OneDocumento57 pagineSebeta Prieced Boq Final Edited OneHailuGelanHubenaNessuna valutazione finora
- Advanced Fluid Mechanics: Incompressible Flow of Viscous FluidsDocumento33 pagineAdvanced Fluid Mechanics: Incompressible Flow of Viscous FluidsTri WidayatnoNessuna valutazione finora
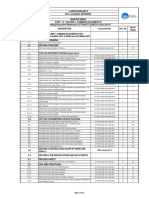
- EPCC-5 (MS Block - Octamax Unit) Part-III-Master Index - Volume-1Documento10 pagineEPCC-5 (MS Block - Octamax Unit) Part-III-Master Index - Volume-1Structures ProductionNessuna valutazione finora
- ETA 11 0030 RB Screws 2019Documento68 pagineETA 11 0030 RB Screws 2019Frits BouwknechtNessuna valutazione finora
- PAH 2016 Chapter 7 Rev 00 (Clean) - 161229 PDFDocumento381 paginePAH 2016 Chapter 7 Rev 00 (Clean) - 161229 PDFKHMHNNessuna valutazione finora
- Assg 2 MaterialDocumento6 pagineAssg 2 MaterialAKMAL RIZAL BIN ZAINI A21EM0017Nessuna valutazione finora
- WisDOT Bridge ManualDocumento60 pagineWisDOT Bridge ManualNima Sharif MohseniNessuna valutazione finora
- Schedule of Rates For Civil Engineering Works in Sarawak 2020Documento32 pagineSchedule of Rates For Civil Engineering Works in Sarawak 2020Hafizul ZaidanNessuna valutazione finora
- Fire Protection Hydraulic CalculationDocumento25 pagineFire Protection Hydraulic CalculationGianKarloSicat100% (5)
- MME 2260 Lab 3Documento7 pagineMME 2260 Lab 3johnNessuna valutazione finora
- Pipe Sizing Charts TablesDocumento29 paginePipe Sizing Charts TablesWei Mee HiiNessuna valutazione finora
- Pile CapacityDocumento10 paginePile CapacityEngDbtNessuna valutazione finora
- How To Calculate Floor Load CapacityDocumento3 pagineHow To Calculate Floor Load CapacityNatarajan KrishnanNessuna valutazione finora
- 2-Storey Multipurpose Building PDFDocumento9 pagine2-Storey Multipurpose Building PDFReynald Jhon SeratoNessuna valutazione finora
- Hydraulics For Engineers - F. C. Lea PDFDocumento594 pagineHydraulics For Engineers - F. C. Lea PDFsayhigaurav07Nessuna valutazione finora
- Estimate - Quatation For 1700Documento5 pagineEstimate - Quatation For 1700QUAD CONSTRUCTIONNessuna valutazione finora
- Sikament - 163: High Range Water - ReducingDocumento2 pagineSikament - 163: High Range Water - ReducingBoby culiusNessuna valutazione finora
- BrickwallDocumento48 pagineBrickwallNor Nadhirah NadzreyNessuna valutazione finora
- Cooling Towers 2Documento10 pagineCooling Towers 2Hamza NeweraNessuna valutazione finora
- House Design and Floor Plan Cost - HapphoDocumento5 pagineHouse Design and Floor Plan Cost - HapphoWelkin SkyNessuna valutazione finora
- Mat FoundationDocumento28 pagineMat FoundationMuhammad Salman Amir FASTNUNessuna valutazione finora
- As Ce Paper On Bridgewater Pipe InstallationsDocumento18 pagineAs Ce Paper On Bridgewater Pipe InstallationsSaad SekkateNessuna valutazione finora
- Marine Plywood PropertiesDocumento2 pagineMarine Plywood Propertiessujith s pNessuna valutazione finora
- SPG CAL 50 008 A4 Calculation Genset FoundationDocumento11 pagineSPG CAL 50 008 A4 Calculation Genset FoundationOmar PerpatihNessuna valutazione finora
- Grillage Footage - STEEL STRUCTURESDocumento8 pagineGrillage Footage - STEEL STRUCTURESDarya MemonNessuna valutazione finora