Potrebbero piacerti anche
- Gender Water and Climate Change The Case of Pakistan PDFDocumento16 pagineGender Water and Climate Change The Case of Pakistan PDFSoenarto SoendjajaNessuna valutazione finora
- UO - HOCl Solution Calculations PDFDocumento3 pagineUO - HOCl Solution Calculations PDFMiranti PuspitasariNessuna valutazione finora
- Mechanisms of Actions of Sodium Hypochlorite in Cleaning and Desinfection ProcessesDocumento11 pagineMechanisms of Actions of Sodium Hypochlorite in Cleaning and Desinfection ProcessesVanessa Duz100% (1)
- Water Testing PDFDocumento28 pagineWater Testing PDFAmanah WatiiNessuna valutazione finora
- Hypochlorous AcidDocumento25 pagineHypochlorous AcidDirector Research100% (2)
- Cultivation of Medicinal PlantsDocumento7 pagineCultivation of Medicinal PlantsgishaqNessuna valutazione finora
- The Determination of Psilocin and Psilocybin in Hallucinogenic Mushrooms by HPLC Utilizing A Dual Reagent Acidic Potassium Permanganate and II Chemiluminescence Detection SystemDocumento7 pagineThe Determination of Psilocin and Psilocybin in Hallucinogenic Mushrooms by HPLC Utilizing A Dual Reagent Acidic Potassium Permanganate and II Chemiluminescence Detection Systemgeovani2Nessuna valutazione finora
- 2019.07.16 US Hemp Roundtable FDA CommentsDocumento29 pagine2019.07.16 US Hemp Roundtable FDA CommentsHalcyonPublishing100% (1)
- Treatments For Nuclear ContaminationDocumento8 pagineTreatments For Nuclear Contaminationcappy262Nessuna valutazione finora
- EthanolDocumento98 pagineEthanolMina AryaNessuna valutazione finora
- Idiots Guide To Open WorkbenchDocumento9 pagineIdiots Guide To Open WorkbenchDwayneDixie100% (1)
- Inhalation of A Fog of Hypochlorous Acid (Hocl) : Biochemical, Antimicrobial, and Pathological AssessmentDocumento17 pagineInhalation of A Fog of Hypochlorous Acid (Hocl) : Biochemical, Antimicrobial, and Pathological AssessmentAngeles SuarezNessuna valutazione finora
- Us20170296578a1-Treatment of Cancer With Hypochlorous AcidDocumento14 pagineUs20170296578a1-Treatment of Cancer With Hypochlorous Acidbagus918100% (1)
- Chamomile Flower Extract MSDS: Section 1: Chemical Product and Company IdentificationDocumento5 pagineChamomile Flower Extract MSDS: Section 1: Chemical Product and Company IdentificationAgung PriyantoNessuna valutazione finora
- 30 Uses For Wood AshesDocumento1 pagina30 Uses For Wood Ashesjferrell4380100% (1)
- Unesco - Eolss Sample Chapter: Plants As A Source of Anti-Cancer AgentsDocumento15 pagineUnesco - Eolss Sample Chapter: Plants As A Source of Anti-Cancer AgentsSundararajan Jeyaraman100% (1)
- Kentucky Industrial HempDocumento3 pagineKentucky Industrial HempGreenpoint Insurance ColoradoNessuna valutazione finora
- International Journal of Pharmaceutics: Lipid Nanoparticles (SLN, NLC) in Cosmetic and Pharmaceutical Dermal ProductsDocumento15 pagineInternational Journal of Pharmaceutics: Lipid Nanoparticles (SLN, NLC) in Cosmetic and Pharmaceutical Dermal ProductsNina SabeliaNessuna valutazione finora
- Medicinal Herbs 1938Documento57 pagineMedicinal Herbs 1938Cl CuppNessuna valutazione finora
- Cod Liver Oil FAQs - The Weston A. Price FoundationDocumento4 pagineCod Liver Oil FAQs - The Weston A. Price FoundationRicardo BritoNessuna valutazione finora
- Biologically Active Natural Products AgrochemicalsDocumento291 pagineBiologically Active Natural Products AgrochemicalsHaythm AhmedNessuna valutazione finora
- Hydrogen Peroxide Was First Identified and Isolated by The Scientist Louis Jacques Thenard in 1818. HeDocumento5 pagineHydrogen Peroxide Was First Identified and Isolated by The Scientist Louis Jacques Thenard in 1818. HeAshley PeridaNessuna valutazione finora
- Dilution Calculator Hydrogen PeroxideDocumento3 pagineDilution Calculator Hydrogen PeroxidesmetzNessuna valutazione finora
- Regional District of Central Kootenay SOFI 2020Documento40 pagineRegional District of Central Kootenay SOFI 2020Lex AckerNessuna valutazione finora
- Activist Post - Tumeric SpiceDocumento21 pagineActivist Post - Tumeric Spicekilimandzaro70Nessuna valutazione finora
- Mend - Hemp Proposal - Land PhytoremedialDocumento6 pagineMend - Hemp Proposal - Land Phytoremedialapi-314224064Nessuna valutazione finora
- Tele Nos.Documento56 pagineTele Nos.wgeradNessuna valutazione finora
- Fermented Mushroom PDFDocumento8 pagineFermented Mushroom PDFmedelinNessuna valutazione finora
- Natural MedicinesDocumento11 pagineNatural MedicinesFaradina Zulaili Ifa EvendyNessuna valutazione finora
- Industrial-Wastewater-Treatment-Using-Phycoremediation-Technologiesand-Coproduction-Of-Valueadded-Products-2155-6199-1000428Documento10 pagineIndustrial-Wastewater-Treatment-Using-Phycoremediation-Technologiesand-Coproduction-Of-Valueadded-Products-2155-6199-1000428MAIRON ENRIQUE BOLANO ZAPATANessuna valutazione finora
- The Technique of DistillationDocumento9 pagineThe Technique of DistillationVikas ThangeNessuna valutazione finora
- Nicotine - WikipediaDocumento30 pagineNicotine - WikipediaHeaven2012Nessuna valutazione finora
- 0053 MSDDocumento4 pagine0053 MSDSabrine GUEROUCHINessuna valutazione finora
- Ionic LiquidsDocumento9 pagineIonic LiquidsKrishnapriya KuruveettilNessuna valutazione finora
- Root Zone Chilling Handling The HeatDocumento5 pagineRoot Zone Chilling Handling The HeatAnonymous kTSbUINessuna valutazione finora
- Illicitdrugcode AuDocumento21 pagineIllicitdrugcode AuKeenan JohnsonNessuna valutazione finora
- Avocado Seeds BenefitsDocumento5 pagineAvocado Seeds Benefitsclonazzyo50% (2)
- Vitamin b12 Production - ParulDocumento20 pagineVitamin b12 Production - Parulanon-90455980% (5)
- Killer Colas NoodlesDocumento16 pagineKiller Colas NoodlesNagaraj Mysore RaghupathiNessuna valutazione finora
- (Advances in Experimental Medicine and Biology 338) Wolfgang Pfleiderer (Auth.), Dr. June E. Ayling, M. Gopal Nair, Dr. Charles M. Baugh (Eds.)-Chemistry and Biology of Pteridines and Folates-SpringerDocumento805 pagine(Advances in Experimental Medicine and Biology 338) Wolfgang Pfleiderer (Auth.), Dr. June E. Ayling, M. Gopal Nair, Dr. Charles M. Baugh (Eds.)-Chemistry and Biology of Pteridines and Folates-SpringerdiannanicaNessuna valutazione finora
- Making Coilidal SilverDocumento5 pagineMaking Coilidal SilverJan FoxNessuna valutazione finora
- HT18 32.1 Cannabis Program SheetDocumento2 pagineHT18 32.1 Cannabis Program SheetThomas DylanNessuna valutazione finora
- Food Processing SanitizerDocumento2 pagineFood Processing SanitizerarjmandquestNessuna valutazione finora
- Hypochlorous Acid SanitizerDocumento10 pagineHypochlorous Acid SanitizerLucas Teoh Tzu WeiNessuna valutazione finora
- Water PurificationDocumento7 pagineWater PurificationAshutosh PatelNessuna valutazione finora
- Herbal Drug - Drug InteractionDocumento22 pagineHerbal Drug - Drug Interactionmunni sundaraneedi07Nessuna valutazione finora
- 20210209-PRESS RELEASE MR G. H. Schorel-Hlavka O.W.B. ISSUE - The Nuremberg Code - Hippocratic OathDocumento23 pagine20210209-PRESS RELEASE MR G. H. Schorel-Hlavka O.W.B. ISSUE - The Nuremberg Code - Hippocratic OathGerrit Hendrik Schorel-HlavkaNessuna valutazione finora
- Application of Electrolyzed WaterDocumento17 pagineApplication of Electrolyzed WaterJoyce EdrozoNessuna valutazione finora
- List Customs Psychotropic Substances Under International Control enDocumento34 pagineList Customs Psychotropic Substances Under International Control enRocioNessuna valutazione finora
- Curcumin Extract Manufacturers - StarhiherbsDocumento3 pagineCurcumin Extract Manufacturers - Starhiherbsstarhiherbs0% (1)
- Eco - Village: Faria Ibrahim Fitsum Eyob Berye Liu Xuan Loreta Juskaite Sannaty Venoo Kamesh Yasin KabirDocumento22 pagineEco - Village: Faria Ibrahim Fitsum Eyob Berye Liu Xuan Loreta Juskaite Sannaty Venoo Kamesh Yasin Kabirsadman1411Nessuna valutazione finora
- Sodium Chloride PDFDocumento32 pagineSodium Chloride PDFAbu Izzan Al BunyNessuna valutazione finora
- Chlorine Dioxide RedDocumento125 pagineChlorine Dioxide RedArturo Vega VilaNessuna valutazione finora
- Colloidal Silver PropertiesDocumento10 pagineColloidal Silver PropertiesClover1897Nessuna valutazione finora
- Metabolic Solutions Report: The Lung/sinus ThingDocumento2 pagineMetabolic Solutions Report: The Lung/sinus ThingSaffiNessuna valutazione finora
- Propagation With Ultra Sonic FogDocumento4 paginePropagation With Ultra Sonic FogAlexandru BanicaNessuna valutazione finora
- Usa 25 Litre Essential Oil Extractor InstructionsDocumento4 pagineUsa 25 Litre Essential Oil Extractor InstructionsAndréRochaNessuna valutazione finora
- Ecosys Chlorine Dioxide PresentasiDocumento36 pagineEcosys Chlorine Dioxide PresentasiSentot Nindyantono100% (3)
- Supercritical CO2 ExtractionDocumento6 pagineSupercritical CO2 ExtractionPrincess Janine CatralNessuna valutazione finora
- Strategic Marketing Case Analysis: Submitted byDocumento3 pagineStrategic Marketing Case Analysis: Submitted bySoorajKrishnanNessuna valutazione finora
- Airbnb Individual AssignmentDocumento3 pagineAirbnb Individual AssignmentSoorajKrishnanNessuna valutazione finora
- Measuring The Brand Equity and Purchase Intention of Meriiboy Ice Cream (Responses)Documento66 pagineMeasuring The Brand Equity and Purchase Intention of Meriiboy Ice Cream (Responses)SoorajKrishnanNessuna valutazione finora
- This Study Resource Was: BackgroundDocumento4 pagineThis Study Resource Was: BackgroundSoorajKrishnan100% (1)
- DLT PPT G2Documento13 pagineDLT PPT G2SoorajKrishnanNessuna valutazione finora
- Regression Result: Electronic Word of MouthDocumento4 pagineRegression Result: Electronic Word of MouthSoorajKrishnanNessuna valutazione finora
- Collaborative Robots Industry Group 1Documento13 pagineCollaborative Robots Industry Group 1SoorajKrishnanNessuna valutazione finora
- Purchase Budget ImmDocumento11 paginePurchase Budget ImmSoorajKrishnanNessuna valutazione finora
- XLSXDocumento34 pagineXLSXSoorajKrishnanNessuna valutazione finora
- Strategic Financial Management: Individual AssignmentDocumento11 pagineStrategic Financial Management: Individual AssignmentSoorajKrishnanNessuna valutazione finora
- Simulation Summary - Group 4Documento3 pagineSimulation Summary - Group 4SoorajKrishnanNessuna valutazione finora
- SFMDocumento10 pagineSFMSoorajKrishnanNessuna valutazione finora
- SFM - B2444 - Alan Paul JaxonDocumento13 pagineSFM - B2444 - Alan Paul JaxonSoorajKrishnanNessuna valutazione finora
- Meaning and Concept Types of Takeovers: Unit - IIIDocumento30 pagineMeaning and Concept Types of Takeovers: Unit - IIISoorajKrishnanNessuna valutazione finora
- Cost of Quality: Prevention Cost Appraisal Cost Internal Failure Cost External Failure CostDocumento13 pagineCost of Quality: Prevention Cost Appraisal Cost Internal Failure Cost External Failure CostSoorajKrishnanNessuna valutazione finora
- Service Operations Management Project: Submitted By, Group 6Documento14 pagineService Operations Management Project: Submitted By, Group 6SoorajKrishnanNessuna valutazione finora
- 5 Main Categories of ObsoleteDocumento3 pagine5 Main Categories of ObsoleteSoorajKrishnanNessuna valutazione finora
- Demand Management-Research ProposalDocumento11 pagineDemand Management-Research ProposalSoorajKrishnanNessuna valutazione finora
- S2Cc12 Operations Management Course ObjectivesDocumento1 paginaS2Cc12 Operations Management Course ObjectivesSoorajKrishnanNessuna valutazione finora
- Breaking The Trade-Off Between Efficiency & Services: Group 6Documento14 pagineBreaking The Trade-Off Between Efficiency & Services: Group 6SoorajKrishnanNessuna valutazione finora
- Service Operations Management: Name Semester About The CourseDocumento16 pagineService Operations Management: Name Semester About The CourseSoorajKrishnanNessuna valutazione finora
- Demand Management-Critical AnalysisDocumento11 pagineDemand Management-Critical AnalysisSoorajKrishnanNessuna valutazione finora
- B2449 - SM Case Study AnalysisDocumento4 pagineB2449 - SM Case Study AnalysisSoorajKrishnanNessuna valutazione finora
- Module IDocumento21 pagineModule ISoorajKrishnanNessuna valutazione finora
- Case Study Analysis - Ho Chin Minh Securities Corporation - Seeking Advantage in Vietnam's Evolving Financial SectorDocumento11 pagineCase Study Analysis - Ho Chin Minh Securities Corporation - Seeking Advantage in Vietnam's Evolving Financial SectorSoorajKrishnanNessuna valutazione finora
- HSC Case 1 Report Christo B2520Documento5 pagineHSC Case 1 Report Christo B2520SoorajKrishnanNessuna valutazione finora
- MBA B 19-21 Assmt1Documento1 paginaMBA B 19-21 Assmt1SoorajKrishnanNessuna valutazione finora
- Operations Management: Assignment 2Documento1 paginaOperations Management: Assignment 2SoorajKrishnanNessuna valutazione finora
- Strategic Management: Case Study: Ho Chi Minh Securities CorporationDocumento4 pagineStrategic Management: Case Study: Ho Chi Minh Securities CorporationSoorajKrishnanNessuna valutazione finora
- Strategic Management Simulation ReportDocumento8 pagineStrategic Management Simulation ReportSoorajKrishnanNessuna valutazione finora
- RENCANA KERJA Serious Inspeksi#3 Maret-April 2019Documento2 pagineRENCANA KERJA Serious Inspeksi#3 Maret-April 2019Nur Ali SaidNessuna valutazione finora
- CDKR Web v0.2rcDocumento3 pagineCDKR Web v0.2rcAGUSTIN SEVERINONessuna valutazione finora
- Configuring Master Data Governance For Customer - SAP DocumentationDocumento17 pagineConfiguring Master Data Governance For Customer - SAP DocumentationDenis BarrozoNessuna valutazione finora
- Sky ChemicalsDocumento1 paginaSky ChemicalsfishNessuna valutazione finora
- Walmart, Amazon, EbayDocumento2 pagineWalmart, Amazon, EbayRELAKU GMAILNessuna valutazione finora
- CNC USB English ManualDocumento31 pagineCNC USB English ManualHarold Hernan MuñozNessuna valutazione finora
- Catalog Celule Siemens 8DJHDocumento80 pagineCatalog Celule Siemens 8DJHAlexandru HalauNessuna valutazione finora
- Asphalt Plant Technical SpecificationsDocumento5 pagineAsphalt Plant Technical SpecificationsEljoy AgsamosamNessuna valutazione finora
- Online EarningsDocumento3 pagineOnline EarningsafzalalibahttiNessuna valutazione finora
- Review of Related LiteratureDocumento4 pagineReview of Related LiteratureCarlo Mikhail Santiago25% (4)
- Applied-Entrepreneurship PPTDocumento65 pagineApplied-Entrepreneurship PPTJanice EscañoNessuna valutazione finora
- Chapter 5Documento3 pagineChapter 5Showki WaniNessuna valutazione finora
- (X-09485) XYLENE RECTIFIED Extra Pure (Mix Isomers)Documento9 pagine(X-09485) XYLENE RECTIFIED Extra Pure (Mix Isomers)Bharath KumarNessuna valutazione finora
- Methodical Pointing For Work of Students On Practical EmploymentDocumento32 pagineMethodical Pointing For Work of Students On Practical EmploymentVidhu YadavNessuna valutazione finora
- Portrait of An INTJDocumento2 paginePortrait of An INTJDelia VlasceanuNessuna valutazione finora
- SND Kod Dt2Documento12 pagineSND Kod Dt2arturshenikNessuna valutazione finora
- Aitt Feb 2017 TH Sem IIIDocumento6 pagineAitt Feb 2017 TH Sem IIIMadhu KumarNessuna valutazione finora
- Process States in Operating SystemDocumento4 pagineProcess States in Operating SystemKushal Roy ChowdhuryNessuna valutazione finora
- Web Technology PDFDocumento3 pagineWeb Technology PDFRahul Sachdeva100% (1)
- How To Create A Powerful Brand Identity (A Step-by-Step Guide) PDFDocumento35 pagineHow To Create A Powerful Brand Identity (A Step-by-Step Guide) PDFCaroline NobreNessuna valutazione finora
- Delta AFC1212D-SP19Documento9 pagineDelta AFC1212D-SP19Brent SmithNessuna valutazione finora
- Binary File MCQ Question Bank For Class 12 - CBSE PythonDocumento51 pagineBinary File MCQ Question Bank For Class 12 - CBSE Python09whitedevil90Nessuna valutazione finora
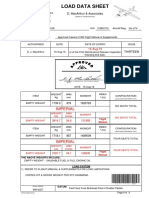
- Load Data Sheet: ImperialDocumento3 pagineLoad Data Sheet: ImperialLaurean Cub BlankNessuna valutazione finora
- Termination LetterDocumento2 pagineTermination Letterultakam100% (1)
- Accomplishment ReportDocumento1 paginaAccomplishment ReportMaria MiguelNessuna valutazione finora
- Tivoli Performance ViewerDocumento4 pagineTivoli Performance ViewernaveedshakurNessuna valutazione finora
- Cryo EnginesDocumento6 pagineCryo EnginesgdoninaNessuna valutazione finora
- 1.1. Evolution of Cloud ComputingDocumento31 pagine1.1. Evolution of Cloud Computing19epci022 Prem Kumaar RNessuna valutazione finora
- Richards Laura - The Golden WindowsDocumento147 pagineRichards Laura - The Golden Windowsmars3942Nessuna valutazione finora
- As 60068.5.2-2003 Environmental Testing - Guide To Drafting of Test Methods - Terms and DefinitionsDocumento8 pagineAs 60068.5.2-2003 Environmental Testing - Guide To Drafting of Test Methods - Terms and DefinitionsSAI Global - APACNessuna valutazione finora