Potrebbero piacerti anche
- Gestion de MantenimientoDocumento36 pagineGestion de MantenimientoFidO Carlos0% (1)
- Gestión de MantenimientoDocumento53 pagineGestión de MantenimientoAdrianaNessuna valutazione finora
- Caso 4 Planificación ActividadesDocumento7 pagineCaso 4 Planificación ActividadesRodolfo Basilio VillanuevaNessuna valutazione finora
- Plan de MantenimientoDocumento174 paginePlan de MantenimientoMelissaBarriosUrcia100% (5)
- Parte 3 AMEF Analisis de Los Modos y Efectos de Fallas ADocumento25 pagineParte 3 AMEF Analisis de Los Modos y Efectos de Fallas AJoseph CGNessuna valutazione finora
- Guia 5, Propuesta para Un Plan de Mantenimiento, Factores GeneralesDocumento14 pagineGuia 5, Propuesta para Un Plan de Mantenimiento, Factores GeneralesWalter Eleazar Guillen0% (1)
- Mantenimiento de MaquinasDocumento8 pagineMantenimiento de MaquinasEric GozzerNessuna valutazione finora
- Tarea 1 Gestion de Mantenimiento F PDFDocumento22 pagineTarea 1 Gestion de Mantenimiento F PDFMonica0% (1)
- Trabajo Final de MantenimientoDocumento138 pagineTrabajo Final de MantenimientoDiana Cordova Dominguez100% (1)
- Amef DosificadorDocumento8 pagineAmef DosificadorGabriel CastañedaNessuna valutazione finora
- Amfe TransformadorDocumento2 pagineAmfe TransformadorJureico Reynald Cornejo UrteagaNessuna valutazione finora
- Calculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasDocumento3 pagineCalculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasEfrain GómezNessuna valutazione finora
- Torno CNCDocumento4 pagineTorno CNCMilder Tumbajulca AlvitesNessuna valutazione finora
- Gestion de Mantenimiento - DescripciónDocumento206 pagineGestion de Mantenimiento - DescripciónJose LuisNessuna valutazione finora
- Trabajo Final - Simulacion de SistemasDocumento32 pagineTrabajo Final - Simulacion de SistemasStalin Rodriguez Salvatierra100% (2)
- Unidad 4 Analisis de Equipos Modulo 1Documento36 pagineUnidad 4 Analisis de Equipos Modulo 1Nicholas SmithNessuna valutazione finora
- T1 - Gestión de MantenimientoDocumento11 pagineT1 - Gestión de Mantenimientovictor bejarano100% (1)
- Implementacion de TPM en Taller IndustrialDocumento81 pagineImplementacion de TPM en Taller IndustrialJuan RicardiNessuna valutazione finora
- Organizacion de Mantenimiento CodificacionDocumento63 pagineOrganizacion de Mantenimiento CodificacionArnol CallataNessuna valutazione finora
- RCM GruaDocumento21 pagineRCM GruaCharlie Ale Yqlm100% (1)
- Principios TPMDocumento10 paginePrincipios TPMNestor AgrNessuna valutazione finora
- UPC 1ra Calificada 2022-1Documento3 pagineUPC 1ra Calificada 2022-1DarlingManuelRamosValleNessuna valutazione finora
- AMEF en Excel de Estructuras para Paneles SolaresDocumento7 pagineAMEF en Excel de Estructuras para Paneles SolaresJuan Uriel Rojas TorresNessuna valutazione finora
- LAB Tratamiento TermicoDocumento35 pagineLAB Tratamiento TermicoISCONessuna valutazione finora
- Programa de Mantenimiento Preventivo en La Empresa CalDocumento136 paginePrograma de Mantenimiento Preventivo en La Empresa CalAlberto OrihuelaNessuna valutazione finora
- AUTOMATIZACIONDocumento25 pagineAUTOMATIZACIONEdgar Raul Rios RiveraNessuna valutazione finora
- Definiciones en mantenimiento+Fallas+Diagrama de Decisión RCMDocumento45 pagineDefiniciones en mantenimiento+Fallas+Diagrama de Decisión RCMvictor cardenasNessuna valutazione finora
- Ejemplo 1 RCMDocumento152 pagineEjemplo 1 RCMLuis Alberto RasgadoNessuna valutazione finora
- Manual Redes de Servicios IndustrialesDocumento44 pagineManual Redes de Servicios IndustrialesJohhannOBSSNessuna valutazione finora
- Calculo de OEEDocumento14 pagineCalculo de OEEmarkNessuna valutazione finora
- Plan de MantenimientoDocumento14 paginePlan de MantenimientoManuel CalvaNessuna valutazione finora
- Costos de MantenimientoDocumento9 pagineCostos de MantenimientoAngel MendezNessuna valutazione finora
- Maximización de La Efectividad Global de La ProducciónDocumento42 pagineMaximización de La Efectividad Global de La ProducciónDELIA100% (1)
- Refrigeración de Herramientas de CorteDocumento158 pagineRefrigeración de Herramientas de Cortegatoxxx00750% (2)
- Calculo Oee - MTBF - MTTRDocumento3 pagineCalculo Oee - MTBF - MTTRDaniel Alca MatiasNessuna valutazione finora
- Soldadura de Electrodo RevestidoDocumento207 pagineSoldadura de Electrodo Revestidotito_segama100% (1)
- TPM - Mantenimiento Productivo TotalDocumento143 pagineTPM - Mantenimiento Productivo TotalJoséAlejandroRodríguezANessuna valutazione finora
- 100000ni23 OperacionesunitariasyprocesosindustrialesDocumento9 pagine100000ni23 OperacionesunitariasyprocesosindustrialesManuel Cuya SilvestreNessuna valutazione finora
- PyDocumento78 paginePyAlberto OrihuelaNessuna valutazione finora
- Mantenimiento Predictivo-5 SesionDocumento7 pagineMantenimiento Predictivo-5 SesionFernando Alvarado ApazaNessuna valutazione finora
- Implementacion TPM en Ceramica de BA - TesisDocumento109 pagineImplementacion TPM en Ceramica de BA - TesisAdrian AvilaNessuna valutazione finora
- Actividad 1. Casos Sobre Productividad y Rendimiento RESUELTODocumento8 pagineActividad 1. Casos Sobre Productividad y Rendimiento RESUELTOMarisol ReateguiNessuna valutazione finora
- Metodo Kaizen Empresa Emusa Peru (Enumerado)Documento38 pagineMetodo Kaizen Empresa Emusa Peru (Enumerado)Emily VargasNessuna valutazione finora
- SEM 15 - Indicadores de MantenimientoDocumento10 pagineSEM 15 - Indicadores de MantenimientoFabiola EstradaNessuna valutazione finora
- S7 - Indicadores de Gestión de MantenimientoDocumento35 pagineS7 - Indicadores de Gestión de MantenimientoEDINSON NAVARRO APOLINARIO100% (1)
- Informe de MantenimientoDocumento19 pagineInforme de MantenimientoErick David HernandezNessuna valutazione finora
- Plan de Mantenimiento para La EmpresaDocumento27 paginePlan de Mantenimiento para La EmpresaJimena ZentenoNessuna valutazione finora
- Trabajo Final de Gestión de Mantenimiento PDFDocumento283 pagineTrabajo Final de Gestión de Mantenimiento PDFCynthia Vidal VilcaNessuna valutazione finora
- Diseño de Un Plan de Mantenimiento Preventivo para Aumentar La Confiabilidad de Un Sistema de Generacion de VaporDocumento88 pagineDiseño de Un Plan de Mantenimiento Preventivo para Aumentar La Confiabilidad de Un Sistema de Generacion de VaporBrayan Albert Diaz RamirezNessuna valutazione finora
- Solución Ejercicio Lucro Cesante LocomotoraDocumento3 pagineSolución Ejercicio Lucro Cesante LocomotoraAndrésNessuna valutazione finora
- Control de MoliendaDocumento15 pagineControl de MoliendaGiorgio Fortun DiazNessuna valutazione finora
- Gestión de Mantenimiento Sem 1 - 2022Documento39 pagineGestión de Mantenimiento Sem 1 - 2022Luis SantiagoNessuna valutazione finora
- Ingenieria Del MantenimientoDocumento8 pagineIngenieria Del Mantenimientodeisy yasmidNessuna valutazione finora
- Mantenimiento Productivo TotalDocumento32 pagineMantenimiento Productivo Totalnerio60Nessuna valutazione finora
- Segundo Avance - Gestión de MantenimientoDocumento30 pagineSegundo Avance - Gestión de MantenimientoFlor Esmeralda Umeres SanchezNessuna valutazione finora
- Taller 1Documento10 pagineTaller 1Edmur_9Nessuna valutazione finora
- Elementos de DesgasteDocumento18 pagineElementos de DesgasteJose Magán TrujilloNessuna valutazione finora
- Silos - Consumo - Maquinas 2020Documento18 pagineSilos - Consumo - Maquinas 2020AOHA PApito100% (1)
- 2020 3ed Catalogo HerramientasDocumento15 pagine2020 3ed Catalogo HerramientasBoris ChapelletNessuna valutazione finora
- Plan de Mantenimiento FresadoraDocumento16 paginePlan de Mantenimiento FresadoraClaudia ZarzaNessuna valutazione finora
- SCTR Abril Inc 12 2024Documento1 paginaSCTR Abril Inc 12 2024s4ntan4Nessuna valutazione finora
- Cosapi Modelo de CumplimientoDocumento11 pagineCosapi Modelo de CumplimientogordoimbecilNessuna valutazione finora
- Msds Portland Tipo I y Tipo V Cemento SolDocumento3 pagineMsds Portland Tipo I y Tipo V Cemento Sollanza20667% (9)
- SCTR Mes Febrero 2024Documento3 pagineSCTR Mes Febrero 2024s4ntan4Nessuna valutazione finora
- SCTR - MayoDocumento60 pagineSCTR - MayoHendrik Heidegger Bazan CondorNessuna valutazione finora
- Pacifico S.A. Ent. Prestadora de Salud Av Juan Arona Nro 720 Int - Lima - Lima - San IsidroDocumento1 paginaPacifico S.A. Ent. Prestadora de Salud Av Juan Arona Nro 720 Int - Lima - Lima - San Isidros4ntan4Nessuna valutazione finora
- 032 Cotizacion de Montacarga 3 TN - R&o Construcciones Sac - LurinDocumento2 pagine032 Cotizacion de Montacarga 3 TN - R&o Construcciones Sac - Lurins4ntan4Nessuna valutazione finora
- Check List - Materiales PeligrososDocumento1 paginaCheck List - Materiales Peligrososs4ntan4Nessuna valutazione finora
- SCTR - MayoDocumento60 pagineSCTR - MayoHendrik Heidegger Bazan CondorNessuna valutazione finora
- SCTR - MayoDocumento60 pagineSCTR - MayoHendrik Heidegger Bazan CondorNessuna valutazione finora
- Plan de Contingencia PDFDocumento42 paginePlan de Contingencia PDFs4ntan4Nessuna valutazione finora
- SCTR - MayoDocumento60 pagineSCTR - MayoHendrik Heidegger Bazan CondorNessuna valutazione finora
- PRO-SSOA-030 Procedimiento Especifico - Almacen de JULIETDocumento21 paginePRO-SSOA-030 Procedimiento Especifico - Almacen de JULIETs4ntan4Nessuna valutazione finora
- SCTR - MayoDocumento60 pagineSCTR - MayoHendrik Heidegger Bazan CondorNessuna valutazione finora
- Solicitud de Pase Personal LaboralDocumento2 pagineSolicitud de Pase Personal Laborals4ntan4Nessuna valutazione finora
- SCTR - MayoDocumento60 pagineSCTR - MayoHendrik Heidegger Bazan CondorNessuna valutazione finora
- SCTR - MayoDocumento60 pagineSCTR - MayoHendrik Heidegger Bazan CondorNessuna valutazione finora
- SCTR - MayoDocumento60 pagineSCTR - MayoHendrik Heidegger Bazan CondorNessuna valutazione finora
- Planeamiento Estratégico - Z431Documento42 paginePlaneamiento Estratégico - Z431s4ntan4Nessuna valutazione finora
- SCTR - MayoDocumento60 pagineSCTR - MayoHendrik Heidegger Bazan CondorNessuna valutazione finora
- Solicitud de Pase Personal LaboralDocumento2 pagineSolicitud de Pase Personal Laborals4ntan4Nessuna valutazione finora
- Inducción Proveedores - V09 PDFDocumento98 pagineInducción Proveedores - V09 PDFCarlos Mendivil100% (1)
- Solicitud de Pase Personal LaboralDocumento2 pagineSolicitud de Pase Personal LaboralAlvaro LCNessuna valutazione finora
- Caso Jason Medical ClinicDocumento6 pagineCaso Jason Medical Clinics4ntan4Nessuna valutazione finora
- Leyes de SemejanzaDocumento23 pagineLeyes de Semejanzas4ntan4100% (1)
- Turbinas de Reaccion 29937 PDFDocumento36 pagineTurbinas de Reaccion 29937 PDFMiguel CVNessuna valutazione finora
- 3353962.2005.parte 9Documento31 pagine3353962.2005.parte 9Norma Yharima Espinoza CuevaNessuna valutazione finora
- Planeamiento Estratégico - Z431Documento32 paginePlaneamiento Estratégico - Z431s4ntan4Nessuna valutazione finora
- Ecuación de Euler-TurbinasDocumento37 pagineEcuación de Euler-Turbinass4ntan4Nessuna valutazione finora
- Turbinas de Accion 29937 PDFDocumento35 pagineTurbinas de Accion 29937 PDFMiguel CVNessuna valutazione finora
- Practica 4 AfiladoDocumento8 paginePractica 4 AfiladoSAUL BRANDON GONZALEZ REYESNessuna valutazione finora
- Practica 7 Engranajes PDFDocumento3 paginePractica 7 Engranajes PDFAngel DiazNessuna valutazione finora
- 005 Diseño Hidraulico SifonDocumento13 pagine005 Diseño Hidraulico SifonFrano Blas SacsaraNessuna valutazione finora
- Matriz de Diagnostico D6 APARTAMENTOS Y MALL SOFIA WILL MELISA - Hoja 1Documento2 pagineMatriz de Diagnostico D6 APARTAMENTOS Y MALL SOFIA WILL MELISA - Hoja 1Sofía SosaNessuna valutazione finora
- El CompásDocumento4 pagineEl CompásRobertNessuna valutazione finora
- PresentaciónDocumento41 paginePresentaciónMiguel FloresNessuna valutazione finora
- Cabezal DivisorDocumento4 pagineCabezal DivisorJorgedaSilvaNessuna valutazione finora
- Informe FresadoraDocumento11 pagineInforme FresadoraLeonardoAlomia100% (1)
- Trabajos Basicos-Explicacion, Procedimiento en Los Mecanizados Con Maquinas Herramientas Torno.Documento95 pagineTrabajos Basicos-Explicacion, Procedimiento en Los Mecanizados Con Maquinas Herramientas Torno.Angel ReyesNessuna valutazione finora
- Items Fr1 ItemDocumento109 pagineItems Fr1 ItemSwedden Siusse MalmôNessuna valutazione finora
- Despiece Compresora vt6122 PDFDocumento2 pagineDespiece Compresora vt6122 PDFMANUELNessuna valutazione finora
- Informe de TrazadoDocumento9 pagineInforme de TrazadoRENZO ALEXANDER HANCCO CUTINessuna valutazione finora
- Manufactura RigidaDocumento22 pagineManufactura RigidafernadoNessuna valutazione finora
- Actividad 2. GlosarioDocumento131 pagineActividad 2. GlosarioPriscila MarínNessuna valutazione finora
- BIMANUALDocumento4 pagineBIMANUALSteven OlierNessuna valutazione finora
- Practica Con FresaDocumento8 paginePractica Con FresaJOSÉ FERNANDO GONZÁLEZ OLVERA.Nessuna valutazione finora
- Linea DoradaDocumento2 pagineLinea Doradaeliana-ml1221Nessuna valutazione finora
- Cuestionario de FresadoDocumento8 pagineCuestionario de FresadoSergio MendozaNessuna valutazione finora
- Uns 1-2020Documento103 pagineUns 1-2020Anthony ZamoraNessuna valutazione finora
- Mesa Por TensegridadDocumento4 pagineMesa Por TensegridadFabricio Churata CasazolaNessuna valutazione finora
- Numerode AparatossanitariosDocumento16 pagineNumerode Aparatossanitariosmarlon diaz cullaNessuna valutazione finora
- F-04 Pinzas de PresiónDocumento1 paginaF-04 Pinzas de PresiónDiana BrandNessuna valutazione finora
- Jolly (2011) (11, 17-19, 22, 28-37)Documento31 pagineJolly (2011) (11, 17-19, 22, 28-37)vicomonsNessuna valutazione finora
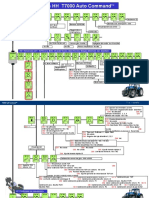
- H Menü T7000 AC - A3 - ColorDocumento3 pagineH Menü T7000 AC - A3 - ColorVictor PinedoNessuna valutazione finora
- Taller - 2 Economia Del MecanizadoDocumento6 pagineTaller - 2 Economia Del MecanizadoAngie GamarraNessuna valutazione finora
- Sintesis de CCNN 5to Grado - Semana Del 22 Al 26 de AgostoDocumento2 pagineSintesis de CCNN 5to Grado - Semana Del 22 Al 26 de AgostoCamila DuarteNessuna valutazione finora
- Diagramas de Pasantia - La FrancesaDocumento82 pagineDiagramas de Pasantia - La FrancesaCristian ChoZegNessuna valutazione finora
- Taller Mecánico V RectificadoraDocumento4 pagineTaller Mecánico V RectificadoraedgarjayaNessuna valutazione finora
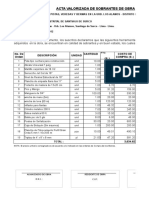
- Acta Valorizada de Sobrantes de ObraDocumento7 pagineActa Valorizada de Sobrantes de ObraMrcarlosowenNessuna valutazione finora
- Material Extra U6Documento80 pagineMaterial Extra U6Javier Diaz50% (2)