Potrebbero piacerti anche
- Montaje de Faja de SacrificioDocumento21 pagineMontaje de Faja de SacrificioJuan TorresNessuna valutazione finora
- Pdp-Mol1-Pets-016 Cambio de Zaranda Vibratoria 210-SN-001,101Documento17 paginePdp-Mol1-Pets-016 Cambio de Zaranda Vibratoria 210-SN-001,101Albert Nick Vega LaureanoNessuna valutazione finora
- PETS FABRICACION, SOLDADURA, TERMOFUSION Y MONTAJE DE TUBERIA Y SOPORTES DE TUBERIA Rev - 1Documento63 paginePETS FABRICACION, SOLDADURA, TERMOFUSION Y MONTAJE DE TUBERIA Y SOPORTES DE TUBERIA Rev - 1Jorge Flores puescasNessuna valutazione finora
- 449 Cambio de Cable Winche Faja CVB 004Documento28 pagine449 Cambio de Cable Winche Faja CVB 004JEAN PIERRE BARRIGA LIZANANessuna valutazione finora
- 3.-PTSER - MA-634-16 Zaranda Haver Rev.1 PDFDocumento16 pagine3.-PTSER - MA-634-16 Zaranda Haver Rev.1 PDFAlvaro RoqueNessuna valutazione finora
- PETS-011 Desmontaje de Celdas de Flotación y BancoDocumento2 paginePETS-011 Desmontaje de Celdas de Flotación y BancoLechu SallesNessuna valutazione finora
- AMyC-GEOS-PETS-007 - Montaje de Tuberia HDPE en La Linea 1Documento6 pagineAMyC-GEOS-PETS-007 - Montaje de Tuberia HDPE en La Linea 1Jorge EstelaNessuna valutazione finora
- Ch-c1-Ememsa-pets-045-V06 Cambio de Polines Instalacion Regulacion de Canastillas y Retiro de MallasDocumento45 pagineCh-c1-Ememsa-pets-045-V06 Cambio de Polines Instalacion Regulacion de Canastillas y Retiro de Mallascarlitos cansaya alfaroNessuna valutazione finora
- E-PPRY-an 003 MANTENIMIENTO DE FAJA TRANSPORTADORA CVB025Documento19 pagineE-PPRY-an 003 MANTENIMIENTO DE FAJA TRANSPORTADORA CVB025Max Sanchez Díaz100% (1)
- 18 PETS-SSOMA-GOP-EL-032 Aterramiento de Equipos y Tableros - Rev 1Documento11 pagine18 PETS-SSOMA-GOP-EL-032 Aterramiento de Equipos y Tableros - Rev 1Rodolfo Berrio CarrascoNessuna valutazione finora
- Plan de Trabajo Santander Rev.BDocumento12 paginePlan de Trabajo Santander Rev.Bjnu6mnju6njNessuna valutazione finora
- Procedimiento Especifico Mantenimiento Del Acondicionador 24 X 24Documento10 pagineProcedimiento Especifico Mantenimiento Del Acondicionador 24 X 24Angel Oswaldo Vasquez CenasNessuna valutazione finora
- PDT ByV 002Documento36 paginePDT ByV 002DanyEhNessuna valutazione finora
- PETS-03 Limpieza MecanicaDocumento3 paginePETS-03 Limpieza MecanicaDavid EduardoNessuna valutazione finora
- 1.2. EC-IMCO-PETS-MPCC-813 Ver00Documento23 pagine1.2. EC-IMCO-PETS-MPCC-813 Ver00Edgardo Monje100% (1)
- Pets Nuevo Cambio de Molino y Cambio de Forros de Molino de Barras Spare Yonni MamaniDocumento21 paginePets Nuevo Cambio de Molino y Cambio de Forros de Molino de Barras Spare Yonni MamaniFlavio MedinaNessuna valutazione finora
- Matts Sig An P Fea 01 Cambio de Liners Del Chute 316 CVB 21 y 317 CVB 751Documento11 pagineMatts Sig An P Fea 01 Cambio de Liners Del Chute 316 CVB 21 y 317 CVB 751Gutierrez Romero RoelNessuna valutazione finora
- 1.2 CH-SERIMAN-PETS-078-002 - C2 Cambio de Liners Chute Transf CV019 - CV031 y Skirting CV31Documento32 pagine1.2 CH-SERIMAN-PETS-078-002 - C2 Cambio de Liners Chute Transf CV019 - CV031 y Skirting CV31Victor YanaNessuna valutazione finora
- Pets Nuevo Cambio de Molino y Cambio de Forros de Molino de Barras Spare Yonni MamaniDocumento20 paginePets Nuevo Cambio de Molino y Cambio de Forros de Molino de Barras Spare Yonni MamaniFlavio MedinaNessuna valutazione finora
- P-GP-AC-02Procedimiento Desmontaje de Estructuras V-02Documento7 pagineP-GP-AC-02Procedimiento Desmontaje de Estructuras V-02GinoPalaciosNessuna valutazione finora
- Flexco Grapas Abisagradas PDFDocumento4 pagineFlexco Grapas Abisagradas PDFMiguel Angel Requejo DiazNessuna valutazione finora
- Coti. #00074 - ByV - 2018, Montaje Planta de Concentradora SUMAC QAPAQ Rev. ADocumento8 pagineCoti. #00074 - ByV - 2018, Montaje Planta de Concentradora SUMAC QAPAQ Rev. AChristian Pérez FernándezNessuna valutazione finora
- Gantt CAMBIO DE VALVULAS DARDO, REPARACION DE ASIENTOS Y CAMBIOS DE PLANCHAS METALICASDocumento2 pagineGantt CAMBIO DE VALVULAS DARDO, REPARACION DE ASIENTOS Y CAMBIOS DE PLANCHAS METALICASCris Jesus YañezNessuna valutazione finora
- Informe Instalacion Filtros LaroxDocumento4 pagineInforme Instalacion Filtros LaroxBrian Escuel RengifoNessuna valutazione finora
- CH-VyPICE-PETS-003-692 Ver.01 CAMBIO DE REDUCTORES EN FAJAS DE CHANCADO C-1Documento33 pagineCH-VyPICE-PETS-003-692 Ver.01 CAMBIO DE REDUCTORES EN FAJAS DE CHANCADO C-1Jose HinojosaNessuna valutazione finora
- 1.1 MM-ESCON-PETS-174-21 v01Documento43 pagine1.1 MM-ESCON-PETS-174-21 v01Jhon Otnar Aguilar YujraNessuna valutazione finora
- 1.2 Ch-Seriman-Pets-302-001 C2 Pmde Wash Box y Duchas de Fajas Seccion 2 CV026CV027CV029Documento20 pagine1.2 Ch-Seriman-Pets-302-001 C2 Pmde Wash Box y Duchas de Fajas Seccion 2 CV026CV027CV029Alexander HumpiriNessuna valutazione finora
- (Goldex) Linatex Brochure 2003 PDFDocumento3 pagine(Goldex) Linatex Brochure 2003 PDFVíctor Fernández Narváez0% (1)
- Pets de Fabricacion de Parrilla en ChimeneaDocumento5 paginePets de Fabricacion de Parrilla en ChimeneaHeberAliagaRiveraNessuna valutazione finora
- 02070-GEN-QUA-CEU-02-037 - Rev 00 Montaje de Grating y Planchas en Piso de FCK - RechazadoDocumento24 pagine02070-GEN-QUA-CEU-02-037 - Rev 00 Montaje de Grating y Planchas en Piso de FCK - RechazadoLuck Mars ChukNessuna valutazione finora
- Pets-Inc-22 Procedimiento de Instalacion de Tuberia para Linea de Relave en Dique de Presa.Documento3 paginePets-Inc-22 Procedimiento de Instalacion de Tuberia para Linea de Relave en Dique de Presa.Mavila Rojas SilvaNessuna valutazione finora
- Cbtech-Capotex - Deev Fajas 2018Documento11 pagineCbtech-Capotex - Deev Fajas 2018luis ulloaNessuna valutazione finora
- 4a1005-7-Haug-3-Pt-014 Retiro de Estructuras Metalicas e Interferencias Existentes en TanquesDocumento19 pagine4a1005-7-Haug-3-Pt-014 Retiro de Estructuras Metalicas e Interferencias Existentes en Tanquesronald edwin mattos estradaNessuna valutazione finora
- Revestimiento MolinoDocumento20 pagineRevestimiento Molinoeduardo_chabanNessuna valutazione finora
- INGENIERÍA CONTRUCCIÓN Y PROYECTOS AGUIRRE SpADocumento32 pagineINGENIERÍA CONTRUCCIÓN Y PROYECTOS AGUIRRE SpAGleny del Carmen Cortes ManquezNessuna valutazione finora
- PETS Maniobra Izaje Contrapeso y Retiro de Bastidores CV012 y CV022Documento20 paginePETS Maniobra Izaje Contrapeso y Retiro de Bastidores CV012 y CV022Franccesco Valdivia CalloNessuna valutazione finora
- PETS-SGK-PC-007 Limpieza de Fajas TransportadorasDocumento2 paginePETS-SGK-PC-007 Limpieza de Fajas TransportadorasEdwin Barboza Duran100% (2)
- Pets Reparacion de 03 Tanques de Envejecimiento CuajoneDocumento19 paginePets Reparacion de 03 Tanques de Envejecimiento CuajoneAlex Calizaya GNessuna valutazione finora
- INFORME Servicio de Lubricacion Parada C1 SMCVDocumento18 pagineINFORME Servicio de Lubricacion Parada C1 SMCVPierre Mayhuire SaireNessuna valutazione finora
- Pets Nuevo Cambio de Molino y Cambio de Forros de Molino de Barras Spare Yonni MamaniDocumento23 paginePets Nuevo Cambio de Molino y Cambio de Forros de Molino de Barras Spare Yonni MamaniFlavio MedinaNessuna valutazione finora
- E-ppry-An 003 Mantenimiento de Faja Transportadora Cvb027Documento17 pagineE-ppry-An 003 Mantenimiento de Faja Transportadora Cvb027ivanovNessuna valutazione finora
- Pets-Ser-Mcp-07 - Reparación Piso, Pared y Cajon A Condicion en Celdas CleanerDocumento12 paginePets-Ser-Mcp-07 - Reparación Piso, Pared y Cajon A Condicion en Celdas CleanerRUBEN HANCO CRUZNessuna valutazione finora
- BHC-PETS-179 V06 CAMBIO Y GIRO DE TUBERIAS 42" SPOOL Nro. 2 (CODOS 45°), 3,4, 5, 6,7, 8, 9 (CODOS 90°) Y 10 DE LINEA 42" DESCARGA DE PP1Documento42 pagineBHC-PETS-179 V06 CAMBIO Y GIRO DE TUBERIAS 42" SPOOL Nro. 2 (CODOS 45°), 3,4, 5, 6,7, 8, 9 (CODOS 90°) Y 10 DE LINEA 42" DESCARGA DE PP1Paul FloresNessuna valutazione finora
- Instalacion de Puntos de AnclajeDocumento4 pagineInstalacion de Puntos de AnclajeDavid Chijchiapaza PacoNessuna valutazione finora
- PETS - Instalacion de Paño Tivar en C3 y C4Documento5 paginePETS - Instalacion de Paño Tivar en C3 y C4yajahairaNessuna valutazione finora
- 1.2 Ch-Seriman-Pets 306-Hidro Cambio de Faja CVC07Documento21 pagine1.2 Ch-Seriman-Pets 306-Hidro Cambio de Faja CVC07Alexander HumpiriNessuna valutazione finora
- Plan de Trabajo Desmantelamiento de Filtro LAROX PF 38-38 y 25-32 en Taller Lima15 PDFDocumento16 paginePlan de Trabajo Desmantelamiento de Filtro LAROX PF 38-38 y 25-32 en Taller Lima15 PDFAlejandro CastroNessuna valutazione finora
- FT 0718 0780 PETS 002 Fabricacion RevDocumento17 pagineFT 0718 0780 PETS 002 Fabricacion RevPablo Leo EscobarNessuna valutazione finora
- V&j-Pets-Ssat-019 Tendido de Cables Electricos y Control Covid19Documento5 pagineV&j-Pets-Ssat-019 Tendido de Cables Electricos y Control Covid19Yerlin Jhonatan Mallqui Balbin100% (2)
- L9t23100-Pet17-020 - Montaje e Instalación de Instrumentos (B)Documento21 pagineL9t23100-Pet17-020 - Montaje e Instalación de Instrumentos (B)Margi Carpio GonzalesNessuna valutazione finora
- Informe FH CAMBIO DE RASPADORES C2Documento13 pagineInforme FH CAMBIO DE RASPADORES C2carlos cespedesNessuna valutazione finora
- PETSDocumento23 paginePETSLuisNessuna valutazione finora
- PETS Instalación de Perno Helicoidales.Documento9 paginePETS Instalación de Perno Helicoidales.AlexisNessuna valutazione finora
- MPD004-P083OBR-140-PL-M-001 - 0 Plan de Izaje de Tanque EmpernadoDocumento21 pagineMPD004-P083OBR-140-PL-M-001 - 0 Plan de Izaje de Tanque EmpernadoC47050500Nessuna valutazione finora
- 09 Montaje Bandejas PortacablesDocumento9 pagine09 Montaje Bandejas PortacablesCarlos Alberto Ortega Nieto100% (2)
- Raspador Tipo B6-Manual de Instalación y MantenimientoDocumento12 pagineRaspador Tipo B6-Manual de Instalación y Mantenimientoernesto huaman0% (1)
- 1.1 MM-ESCON-PETS-173-21 v01Documento45 pagine1.1 MM-ESCON-PETS-173-21 v01Jhon Otnar Aguilar YujraNessuna valutazione finora
- Procedimientos - Baranda y Pasamano MetalicaDocumento7 pagineProcedimientos - Baranda y Pasamano Metalicaeddy tincoNessuna valutazione finora
- Procedimiento de Puesta A TierraDocumento17 pagineProcedimiento de Puesta A TierraLuis Enrique Yanallaye Aranda100% (1)
- Cambio de Cabezal de Tuberia de Revestimiento 208-21800-Op-311-022Documento21 pagineCambio de Cabezal de Tuberia de Revestimiento 208-21800-Op-311-022Laura Galicia50% (2)
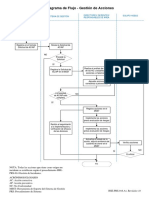
- LG - HSE-PRS-018.A1 Flowchart ACCIONESDocumento1 paginaLG - HSE-PRS-018.A1 Flowchart ACCIONESred_rex666Nessuna valutazione finora
- Runillanos C-Sao 0163 Estructura Del Sistema de Gestion de Seguridad y Salud en El Trabajo (SG-SST) para La Empresa Distribuidora de Agua Hielo y Refrescos La Colemena S.A.S de San Jose Del GuaviareDocumento164 pagineRunillanos C-Sao 0163 Estructura Del Sistema de Gestion de Seguridad y Salud en El Trabajo (SG-SST) para La Empresa Distribuidora de Agua Hielo y Refrescos La Colemena S.A.S de San Jose Del Guaviarered_rex666Nessuna valutazione finora
- LG - HSE-PRS-018 Gestión de Acciones Rev3Documento4 pagineLG - HSE-PRS-018 Gestión de Acciones Rev3red_rex666Nessuna valutazione finora
- GSSL - SIND - FR033 Permiso de Izaje de Carga Con TecleDocumento2 pagineGSSL - SIND - FR033 Permiso de Izaje de Carga Con Teclered_rex6660% (1)
- GSSL - Sind - FR024 Permiso de Trabajo en CalienteDocumento2 pagineGSSL - Sind - FR024 Permiso de Trabajo en Calientered_rex666Nessuna valutazione finora
- Seguridad Portuaria 2020 PDFDocumento54 pagineSeguridad Portuaria 2020 PDFred_rex666Nessuna valutazione finora
- Permiso de Trabajo Con Riesgos de CaídaDocumento2 paginePermiso de Trabajo Con Riesgos de Caídared_rex666Nessuna valutazione finora
- RC Trabajo en CalienteDocumento2 pagineRC Trabajo en Calientered_rex666Nessuna valutazione finora
- Permiso Uso de Combas AntaminaDocumento1 paginaPermiso Uso de Combas Antaminared_rex666Nessuna valutazione finora
- RC Contacto Con Energia PeligrosaDocumento2 pagineRC Contacto Con Energia Peligrosared_rex666100% (1)
- 20 Acciones Ineludibles AntaminaDocumento1 pagina20 Acciones Ineludibles Antaminared_rex666100% (2)
- Permiso Uso de Cuchillas AntaminaDocumento1 paginaPermiso Uso de Cuchillas Antaminared_rex666Nessuna valutazione finora
- Anexo 1 - Autorizacion de Licencia Interna de Conducción - OperaciónDocumento1 paginaAnexo 1 - Autorizacion de Licencia Interna de Conducción - Operaciónred_rex666100% (1)
- Política SHEC 2019 - Las BambasDocumento1 paginaPolítica SHEC 2019 - Las Bambasred_rex66675% (4)
- Lista de VerificacionDocumento18 pagineLista de Verificacionred_rex666Nessuna valutazione finora
- Microgard Catalogue - SpanishwebDocumento72 pagineMicrogard Catalogue - Spanishwebred_rex666Nessuna valutazione finora
- Esmeril RectoDocumento12 pagineEsmeril Rectored_rex666100% (1)
- Ejemplo y Ejercicio Manual de ContabilidadDocumento18 pagineEjemplo y Ejercicio Manual de ContabilidadJOSE ALEXANDER PERALTA FONSECANessuna valutazione finora
- Contrato de Compra TerrenoDocumento2 pagineContrato de Compra TerrenoMijael ZambranaNessuna valutazione finora
- CP 07 2020.guia para Elaborar Declaracion Renta Persona NaturalesDocumento220 pagineCP 07 2020.guia para Elaborar Declaracion Renta Persona NaturalesDAVID ALVAREZ BARROSNessuna valutazione finora
- d103dt01 Plan Estrategico Tecnologias Informacion Peti 2023-2026 v05 0Documento77 pagined103dt01 Plan Estrategico Tecnologias Informacion Peti 2023-2026 v05 0marlyn uviedoNessuna valutazione finora
- 4.1.3 BBP - SD - ProcessesDocumento8 pagine4.1.3 BBP - SD - ProcessesGiancarlos Tasayco MalacheNessuna valutazione finora
- Laboratorio 2Documento4 pagineLaboratorio 2jose bernardo coronado madridNessuna valutazione finora
- Acta Estadistica FinDocumento14 pagineActa Estadistica FinJorge Javier Mba Nzang MesieNessuna valutazione finora
- Fuentes - Actividad EconómicaDocumento6 pagineFuentes - Actividad EconómicaNicholle PorzioNessuna valutazione finora
- Análisis American AirlinesDocumento13 pagineAnálisis American AirlinesJAVIERA MAGDALENA URZUA MALDONADONessuna valutazione finora
- PIEL DE PUERCO, Chivo, Vaca NabukDocumento12 paginePIEL DE PUERCO, Chivo, Vaca NabukNicol WendolynNessuna valutazione finora
- Primer Apunte Unidad UnoDocumento26 paginePrimer Apunte Unidad UnoAxel Morales Piñón.Nessuna valutazione finora
- OfiBarman - Hoja de ProductoDocumento4 pagineOfiBarman - Hoja de ProductoEdwin JuracanNessuna valutazione finora
- Gestion de Compras AlicorpDocumento23 pagineGestion de Compras AlicorpRodriguez Gutierrez Luz Maria25% (4)
- Taller Razones Financieras - Contabilidad IiDocumento3 pagineTaller Razones Financieras - Contabilidad Iileidydahanna caicedoNessuna valutazione finora
- 14 La Ley 2046 de Compras PublicasDocumento7 pagine14 La Ley 2046 de Compras PublicasJUAN FRANCISCO GALLEGO LONDOÑONessuna valutazione finora
- Caso Diversidad Rebel MouseDocumento8 pagineCaso Diversidad Rebel MouseJnniferMnkdaNessuna valutazione finora
- Informe de Inventario de Materiales ExistenteDocumento25 pagineInforme de Inventario de Materiales ExistenteLuis Alfredo Ynfante MezaNessuna valutazione finora
- Cómo Se Liquida Una Sociedad ColectivaDocumento5 pagineCómo Se Liquida Una Sociedad ColectivaLindauraNessuna valutazione finora
- Contrato 1940 RevisadoDocumento1 paginaContrato 1940 RevisadoFredo GarcíaNessuna valutazione finora
- Cuestionario CPADocumento2 pagineCuestionario CPAjejejenNessuna valutazione finora
- C1 M3 Planificación-FinDocumento33 pagineC1 M3 Planificación-FinJose Miguel Romero MendozaNessuna valutazione finora
- A.P.V. Santutis Chico Mza. A - 9: Cusco Cusco San SebastianDocumento2 pagineA.P.V. Santutis Chico Mza. A - 9: Cusco Cusco San Sebastianelvis pedraza0% (1)
- PDGA DIAZ D Proyecto de Grado, Harina de Yuca AgroalimentariaDocumento59 paginePDGA DIAZ D Proyecto de Grado, Harina de Yuca AgroalimentariaPEDRO JESUS TORRESNessuna valutazione finora
- Tarea S03 - NIC 2 - InventariosDocumento12 pagineTarea S03 - NIC 2 - InventariosJennifer DiazNessuna valutazione finora
- AI Hempadur Quattro 17634 Spanish - ESDocumento6 pagineAI Hempadur Quattro 17634 Spanish - ESJosè SandovalNessuna valutazione finora
- Grupo 1 GPS Spy Kids - Trabajo de Innovación FinalDocumento20 pagineGrupo 1 GPS Spy Kids - Trabajo de Innovación FinalEvi Antuane Sanchez QuispeNessuna valutazione finora
- Social Media Final - Último 16.07.22Documento33 pagineSocial Media Final - Último 16.07.22SHIRLEY ALGELY ALANYA APAZANessuna valutazione finora
- Sesión 2 - OpcionesDocumento40 pagineSesión 2 - OpcionesSANDY KARINA VARGAS MENDOZA100% (2)
- Ensayo Desarrollo Social CortoDocumento3 pagineEnsayo Desarrollo Social Cortoangie londoñoNessuna valutazione finora
- Componente Practico Experimental 2Documento2 pagineComponente Practico Experimental 2Erika GuajalaNessuna valutazione finora