Potrebbero piacerti anche
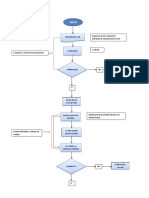
- Flujograma Proceso de ComprasDocumento2 pagineFlujograma Proceso de Comprasjulia guerrero100% (3)
- INSTALACION HIDRAULICA (Presios Unitarios + Presupuesto)Documento36 pagineINSTALACION HIDRAULICA (Presios Unitarios + Presupuesto)Hugo Alcazar Martinez100% (2)
- 39.matriz de Certificacion Aya II Rev 2 Seguimiento 15-05-2012Documento29 pagine39.matriz de Certificacion Aya II Rev 2 Seguimiento 15-05-2012Fernando VallesterosNessuna valutazione finora
- Como Instalar Bisagra RetenDocumento6 pagineComo Instalar Bisagra RetenPedro Fuentealba VidalNessuna valutazione finora
- Manual de Manejo de Motosierra Version RevisadaDocumento24 pagineManual de Manejo de Motosierra Version RevisadaJoan PuelloNessuna valutazione finora
- Prestando Servicios de Comisionamiento en de Sudam Rica 1654264263Documento1 paginaPrestando Servicios de Comisionamiento en de Sudam Rica 1654264263Ismael Ochoa BarrazaNessuna valutazione finora
- 008 Smique 2020Documento1 pagina008 Smique 2020Alejandro LeónNessuna valutazione finora
- Automatizacion de La Planta Concentradora Con Dcs en BHP BilDocumento17 pagineAutomatizacion de La Planta Concentradora Con Dcs en BHP BiljulmaytaNessuna valutazione finora
- Iniciacion Musical Practicas ColectivasDocumento52 pagineIniciacion Musical Practicas ColectivasJorge Rodriguez100% (2)
- Reporte-Control Topográfico Sistema Tensor Correa 12Documento5 pagineReporte-Control Topográfico Sistema Tensor Correa 12Levis PradoNessuna valutazione finora
- Reporte 45006.1 Mantenimiento A Motor Electrico de Comp FEEDDocumento13 pagineReporte 45006.1 Mantenimiento A Motor Electrico de Comp FEEDAsesoramiento y Servicios Múltiples S.A.R, C.A.Nessuna valutazione finora
- Manual de Energía SOLARDocumento55 pagineManual de Energía SOLARAdrián Fuentes0% (1)
- MALLASDocumento2 pagineMALLASLuis MartinezNessuna valutazione finora
- Gestión de Calidad ModeloDocumento41 pagineGestión de Calidad ModeloAbel Grández VelaNessuna valutazione finora
- Relevamiento Equipos de Perforacion 2017Documento74 pagineRelevamiento Equipos de Perforacion 2017HM SPNessuna valutazione finora
- Operacionalizacion de VariablesDocumento2 pagineOperacionalizacion de VariablesVilma Condori de la CruzNessuna valutazione finora
- Calculo y Selelccion de ChavetasDocumento3 pagineCalculo y Selelccion de Chavetasjose Mamani100% (1)
- EIM-POG-09-333 Izaje Critico (Rev. 1)Documento27 pagineEIM-POG-09-333 Izaje Critico (Rev. 1)Magdalena SantiNessuna valutazione finora
- Pdu Callao Volumen IDocumento201 paginePdu Callao Volumen IJhony Espinoza PerezNessuna valutazione finora
- Procedimiento Instalaciones ElectricasDocumento14 pagineProcedimiento Instalaciones ElectricasYoselin Leon AlarconNessuna valutazione finora
- Caso 4Documento5 pagineCaso 4Hector Neyra MoralesNessuna valutazione finora
- 3.0 EC2-PROS-PETS-M174-Desmontaje de Tubing en Transmisor de Presión PW-611-C2-V1.0Documento14 pagine3.0 EC2-PROS-PETS-M174-Desmontaje de Tubing en Transmisor de Presión PW-611-C2-V1.0Raul PerezNessuna valutazione finora
- Procedimiento Prefabricación Tanques de AlmacenamientoDocumento4 pagineProcedimiento Prefabricación Tanques de AlmacenamientoLiliana RosasNessuna valutazione finora
- Proc. Divisor Rotatorio Version 2Documento16 pagineProc. Divisor Rotatorio Version 2AlejandroNessuna valutazione finora
- Procedimiento Mantencion Wet - End y Cambio de Componentes Bombas GIW Planta Lechada de CAL Linea 2 Pos. 89,90 CL-CLS - MEC - P - 1.1.19Documento16 pagineProcedimiento Mantencion Wet - End y Cambio de Componentes Bombas GIW Planta Lechada de CAL Linea 2 Pos. 89,90 CL-CLS - MEC - P - 1.1.19Miguel Angel Valencia ArayaNessuna valutazione finora
- Mantención Área Chancado 02 - 03 de Abril Del 2019 - PIMASADocumento9 pagineMantención Área Chancado 02 - 03 de Abril Del 2019 - PIMASAArancibia Arancibia LuisNessuna valutazione finora
- MP DWG 100 1000 Plano P&idDocumento1 paginaMP DWG 100 1000 Plano P&idCESAR CTNessuna valutazione finora
- Data Sheet CiclonesDocumento1 paginaData Sheet CiclonesCristian VegaNessuna valutazione finora
- Laboratorio 03 Inductivo-CapacitivoDocumento16 pagineLaboratorio 03 Inductivo-CapacitivoLucesita Alejandra SanchezNessuna valutazione finora
- INS-SSO-PES-20 Instructivo Retiro e Instalación Cadena de Calibración Correa 10BDocumento14 pagineINS-SSO-PES-20 Instructivo Retiro e Instalación Cadena de Calibración Correa 10BHanibalLecter0% (2)
- Lubricacion de Equipos RotativosDocumento56 pagineLubricacion de Equipos RotativosHenry Jose Espinoza Bejarano100% (1)
- Montaje y Desmontaje de InstrumentosDocumento27 pagineMontaje y Desmontaje de InstrumentosDiego PezoNessuna valutazione finora
- Curva de La Bomba de Lodos HS 5100.251 MT, 431, 22KwDocumento3 pagineCurva de La Bomba de Lodos HS 5100.251 MT, 431, 22Kwadso36Nessuna valutazione finora
- Pre-Com M3 - Evaluación Induc Pre-Com - RespuestasDocumento2 paginePre-Com M3 - Evaluación Induc Pre-Com - RespuestasFlavio MedinaNessuna valutazione finora
- Instructivo de Operación para Detección de Posibles FallasDocumento6 pagineInstructivo de Operación para Detección de Posibles FallasLaaLoo GeeRardoo AalpucheeNessuna valutazione finora
- 10009451-Mec-Op-P - Reparacion de Placa Madre en Chute de Alimentacion A FeedersDocumento13 pagine10009451-Mec-Op-P - Reparacion de Placa Madre en Chute de Alimentacion A FeedersCristian DiazNessuna valutazione finora
- Freetox-Pc NH-90 450-750VDocumento4 pagineFreetox-Pc NH-90 450-750VdhuamangNessuna valutazione finora
- Formato Procedimiento Mantenimiento CorrectivoDocumento20 pagineFormato Procedimiento Mantenimiento CorrectivoEdinho1980Nessuna valutazione finora
- Transmisor de PresionDocumento8 pagineTransmisor de PresionLenin Rozas AlarconNessuna valutazione finora
- ControladorYokowaga UT35ADocumento20 pagineControladorYokowaga UT35AJhonatan RodriguezNessuna valutazione finora
- 1 Conceptos Basicos y Aplicacion - Gestion Mantenimiento Nibaldo FloresDocumento55 pagine1 Conceptos Basicos y Aplicacion - Gestion Mantenimiento Nibaldo FloresEDRUGNessuna valutazione finora
- Documentos VendorDocumento1 paginaDocumentos VendorDisney ArellanoNessuna valutazione finora
- Parte 2Documento2 pagineParte 2Jose C. MelendezNessuna valutazione finora
- Capítulo Iii Sistema de Izaje Artículo 371.-El Izaje Es Un Sistema Utilizado paraDocumento2 pagineCapítulo Iii Sistema de Izaje Artículo 371.-El Izaje Es Un Sistema Utilizado paraAnonymous RssRoKeWX9Nessuna valutazione finora
- 00cv Hector RomeroDocumento8 pagine00cv Hector RomeroHector Francisco Romero TorrealbaNessuna valutazione finora
- Bomba Brebel PDFDocumento33 pagineBomba Brebel PDFJuan Ricardo Villanueva ReañoNessuna valutazione finora
- Actividades Mecanica D-25112Documento20 pagineActividades Mecanica D-25112Francisco Salazar100% (1)
- Maquinas Electricas UmbDocumento24 pagineMaquinas Electricas UmbStephy A. DíazNessuna valutazione finora
- Orden de Tranajo 33Documento2 pagineOrden de Tranajo 33Jhon Deiby Ayala GarcésNessuna valutazione finora
- EtDocumento12 pagineEthernan vizaNessuna valutazione finora
- Iopemec-004 Preparación Superficial Sspc-sp3 y Pintado de Tuberías y Estructuras - Versión 1Documento27 pagineIopemec-004 Preparación Superficial Sspc-sp3 y Pintado de Tuberías y Estructuras - Versión 1César AugustoNessuna valutazione finora
- 109-D91PC-007 Ajuste de Uniones BridadasDocumento7 pagine109-D91PC-007 Ajuste de Uniones BridadasDanny Eduardo Mejia RivadeneiraNessuna valutazione finora
- Temario de Asimilación A La Escuela de Oficiales Profesionales Ingeniero Mecanico Electricista PDFDocumento2 pagineTemario de Asimilación A La Escuela de Oficiales Profesionales Ingeniero Mecanico Electricista PDFDante Rovinzon Ramirez MontenegroNessuna valutazione finora
- Pets Reparacion de 03 Tanques de Envejecimiento CuajoneDocumento19 paginePets Reparacion de 03 Tanques de Envejecimiento CuajoneAlex Calizaya GNessuna valutazione finora
- Lectura 7 Catálogo Bomba Centrífuga Helicoidal CompletoDocumento104 pagineLectura 7 Catálogo Bomba Centrífuga Helicoidal CompletoJose Castañeda SurcoNessuna valutazione finora
- Acoples VictaulicDocumento11 pagineAcoples Victaulicbryan gutierrezNessuna valutazione finora
- Control Adaptativo Por Modelo de Referencia Foro 0004Documento5 pagineControl Adaptativo Por Modelo de Referencia Foro 0004Royer Palomino RodriguezNessuna valutazione finora
- SOW-KP-3190-5!22!102 - Rev 0 (Alcance Del Trabajo Agua)Documento11 pagineSOW-KP-3190-5!22!102 - Rev 0 (Alcance Del Trabajo Agua)JON LOPEZNessuna valutazione finora
- 528 358S Falk True Torque Type HF132, HF132 1, Sizes 270 870,1420 1760 Fluid Couplings Installation ManualDocumento7 pagine528 358S Falk True Torque Type HF132, HF132 1, Sizes 270 870,1420 1760 Fluid Couplings Installation ManualWILMER ANDERSON LOPEZ PRIETONessuna valutazione finora
- Programa de Mantto y Calibracion de Equipos LQDocumento4 paginePrograma de Mantto y Calibracion de Equipos LQElmer HuashuayoNessuna valutazione finora
- Check List LaineraDocumento1 paginaCheck List LaineraRobinson Rodrigo BaezNessuna valutazione finora
- Intrucciones de Almacenamiento de Tableros EléctricosDocumento5 pagineIntrucciones de Almacenamiento de Tableros EléctricosEddie Conza RojasNessuna valutazione finora
- CNCDocumento17 pagineCNCCarlos GaytanNessuna valutazione finora
- Procedimiento Pruebas Filtro y DecantadorDocumento5 pagineProcedimiento Pruebas Filtro y DecantadorCarmen TorresNessuna valutazione finora
- 26 Cambio Del Forro Trunnion de Carga y Descarga Del Molino 9x9Documento3 pagine26 Cambio Del Forro Trunnion de Carga y Descarga Del Molino 9x9OSVALDONessuna valutazione finora
- Manguera GemelaDocumento2 pagineManguera GemelaJorge100% (1)
- SG-CBCP-01 Procedimiento de Cambio Buje Spider Versión 01Documento10 pagineSG-CBCP-01 Procedimiento de Cambio Buje Spider Versión 01Roberto GonzálesNessuna valutazione finora
- Instructivo General ElectricoDocumento4 pagineInstructivo General Electricojose cortesNessuna valutazione finora
- Anexo 2 - Formato Procedimiento InformeDocumento9 pagineAnexo 2 - Formato Procedimiento InformeCristian GalindoNessuna valutazione finora
- Sujeto Historico en Un Mundo GlobalizadoDocumento5 pagineSujeto Historico en Un Mundo Globalizadojulia guerreroNessuna valutazione finora
- Tarea 1 - 212050 - 2Documento24 pagineTarea 1 - 212050 - 2julia guerreroNessuna valutazione finora
- Paso 4Documento8 paginePaso 4julia guerreroNessuna valutazione finora
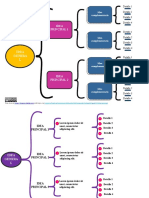
- Mapa ConceptualDocumento4 pagineMapa Conceptualjulia guerreroNessuna valutazione finora
- Las Funciones de Compra en Una OrganizaciónDocumento2 pagineLas Funciones de Compra en Una Organizaciónjulia guerreroNessuna valutazione finora
- Calculos Tarea 1calculo Del Periodo Medio de MaduracionDocumento10 pagineCalculos Tarea 1calculo Del Periodo Medio de Maduracionjulia guerreroNessuna valutazione finora
- Comunicacion No VerbalDocumento4 pagineComunicacion No Verbaljulia guerreroNessuna valutazione finora
- Ejercicios, Actividad ColaborativaDocumento10 pagineEjercicios, Actividad Colaborativajulia guerreroNessuna valutazione finora
- Unidad 3 Espacios VectorialesDocumento9 pagineUnidad 3 Espacios Vectorialesjulia guerreroNessuna valutazione finora
- Informe Anual de Ventas 2016Documento59 pagineInforme Anual de Ventas 2016julia guerreroNessuna valutazione finora
- Cuadro ComparativoDocumento2 pagineCuadro Comparativojulia guerreroNessuna valutazione finora
- Compras y AprovisionamientoDocumento7 pagineCompras y Aprovisionamientojulia guerreroNessuna valutazione finora
- Syllabus Del Curso Estática y Resistencia de MaterialesDocumento10 pagineSyllabus Del Curso Estática y Resistencia de Materialesjulia guerreroNessuna valutazione finora
- EstaticaDocumento3 pagineEstaticajulia guerreroNessuna valutazione finora
- Actividad IndividualDocumento6 pagineActividad Individualjulia guerrero100% (1)
- 2 Crecimiento PoblacionalDocumento2 pagine2 Crecimiento PoblacionalAdhonays MuńosNessuna valutazione finora
- Sistemas de CodificacionDocumento29 pagineSistemas de Codificacionlucymarca100% (2)
- Barra de ParalajeDocumento3 pagineBarra de Paralajeyaqueline310Nessuna valutazione finora
- Reference Amplifier A500: Manual de UsoDocumento11 pagineReference Amplifier A500: Manual de UsoPeyppe DoladoNessuna valutazione finora
- Dupré Humanos y Otros AnimalesDocumento10 pagineDupré Humanos y Otros AnimalesRaúl Sanz GarcíaNessuna valutazione finora
- Metodología para Realizar Auditorías InformáticasDocumento6 pagineMetodología para Realizar Auditorías Informáticasmanuel rodriguezNessuna valutazione finora
- Aplicaciones de La Derivada en Ingeniería AmbientalDocumento15 pagineAplicaciones de La Derivada en Ingeniería AmbientalKarina MA100% (2)
- No Oyes Llorar La TierraDocumento401 pagineNo Oyes Llorar La TierraCarolita Valencia100% (1)
- Clase #4 Gènero LìricoDocumento7 pagineClase #4 Gènero LìricoCarolina QuimbayaNessuna valutazione finora
- Fase 3 - Construcción de Escenarios - Grupo58-1..Documento22 pagineFase 3 - Construcción de Escenarios - Grupo58-1..XimenaQuevedoNessuna valutazione finora
- Mundo Minero. Edición OctubreDocumento72 pagineMundo Minero. Edición OctubreMundo Minero100% (1)
- Cuadro Sinoptico 5Documento2 pagineCuadro Sinoptico 5Tavo SánchezNessuna valutazione finora
- Foda Genericode Una MunicipalidadDocumento2 pagineFoda Genericode Una MunicipalidadyennerNessuna valutazione finora
- Decreto 351-79Documento101 pagineDecreto 351-79Fabian MoffaNessuna valutazione finora
- Ar-Ssp-006 Meia-Dos - CilindrosDocumento6 pagineAr-Ssp-006 Meia-Dos - CilindrosderickipondongNessuna valutazione finora
- Guia de Recarga MAXAM - 2016 en EspañolDocumento72 pagineGuia de Recarga MAXAM - 2016 en EspañolAlbertoMarigilNessuna valutazione finora
- PitStop Pro 12 Reference Manual (esES) PDFDocumento305 paginePitStop Pro 12 Reference Manual (esES) PDFNancy Butler100% (2)
- Las Tragedias Del Challenger y ChernobylDocumento3 pagineLas Tragedias Del Challenger y ChernobylDanniel-24Nessuna valutazione finora
- Refineria La PampillaDocumento9 pagineRefineria La PampillaSheyla Helen UribeNessuna valutazione finora
- Kerbrat Orecchioni Es Universal La Cortes A PDFDocumento16 pagineKerbrat Orecchioni Es Universal La Cortes A PDFJaviera OlivaresNessuna valutazione finora
- Catálogo Crest Piso Sobre PisoDocumento3 pagineCatálogo Crest Piso Sobre PisoGhm GonHer MghNessuna valutazione finora
- 1.-Nuevas Corrientes Educativas en El MundoDocumento2 pagine1.-Nuevas Corrientes Educativas en El MundoEscuela Primaria Nicolas BravoNessuna valutazione finora