Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- X-Ray Free Electron Lasers: Principles, Properties and ApplicationsDocumento16 pagineX-Ray Free Electron Lasers: Principles, Properties and ApplicationsSarah JordanNessuna valutazione finora
- X-Ray Free Electron Lasers: Principles, Properties and ApplicationsDocumento16 pagineX-Ray Free Electron Lasers: Principles, Properties and ApplicationsSarah JordanNessuna valutazione finora
- Liquid Penetrant Testing Method Level II QuestionsDocumento14 pagineLiquid Penetrant Testing Method Level II Questionskingston50% (2)
- Polymer CharacterizationDocumento29 paginePolymer CharacterizationCarlos Miguel Dacaimat0% (1)
- 8th Sem Project ReportDocumento55 pagine8th Sem Project ReportPrathmeshBhokari100% (2)
- Hidroxiapatita-Jbm B 34484Documento12 pagineHidroxiapatita-Jbm B 34484Elena AnghelNessuna valutazione finora
- Carbohydrate Polymers: SciencedirectDocumento11 pagineCarbohydrate Polymers: SciencedirectElena AnghelNessuna valutazione finora
- S41467-018-04116-9-Articol TezaDocumento10 pagineS41467-018-04116-9-Articol TezaElena AnghelNessuna valutazione finora
- Alignment Technique For MACH ZEHNDER Interferometer Phys. E Sci. InstrumDocumento2 pagineAlignment Technique For MACH ZEHNDER Interferometer Phys. E Sci. InstrumElena AnghelNessuna valutazione finora
- Applied Surface Science: SciencedirectDocumento14 pagineApplied Surface Science: SciencedirectElena AnghelNessuna valutazione finora
- Materials Chemistry C: Journal ofDocumento6 pagineMaterials Chemistry C: Journal ofElena AnghelNessuna valutazione finora
- Mesoporous Magnetite Nanoclusters As Efficient Nanocarriers For Paclitaxel DeliveryDocumento8 pagineMesoporous Magnetite Nanoclusters As Efficient Nanocarriers For Paclitaxel DeliveryElena AnghelNessuna valutazione finora
- Materials Chemistry C: Journal ofDocumento6 pagineMaterials Chemistry C: Journal ofElena AnghelNessuna valutazione finora
- Materials Science & Engineering C: SciencedirectDocumento7 pagineMaterials Science & Engineering C: SciencedirectElena AnghelNessuna valutazione finora
- Graphene Unit Cell Imaging by Holographic Coherent DiffractionDocumento10 pagineGraphene Unit Cell Imaging by Holographic Coherent DiffractionElena AnghelNessuna valutazione finora
- Julia Zugby Masters ReportDocumento40 pagineJulia Zugby Masters ReportElena AnghelNessuna valutazione finora
- Imaging of Biological Materials and Cells by X Ray Scattering and DiffractionDocumento18 pagineImaging of Biological Materials and Cells by X Ray Scattering and DiffractionElena AnghelNessuna valutazione finora
- Multiwalled Carbon Nanotube-Doxorubicin Supramolecular Complexes For Cancer TherapeuticsDocumento3 pagineMultiwalled Carbon Nanotube-Doxorubicin Supramolecular Complexes For Cancer TherapeuticsElena AnghelNessuna valutazione finora
- Julia Zugby Masters ReportDocumento40 pagineJulia Zugby Masters ReportElena AnghelNessuna valutazione finora
- Preparation, Raman Spectroscopy and Morphologycal Analysis of Vertically Aligned Graphene NanosheetsDocumento10 paginePreparation, Raman Spectroscopy and Morphologycal Analysis of Vertically Aligned Graphene NanosheetsElena AnghelNessuna valutazione finora
- Mesoporous Magnetite Nanoclusters As Efficient Nanocarriers For Paclitaxel DeliveryDocumento8 pagineMesoporous Magnetite Nanoclusters As Efficient Nanocarriers For Paclitaxel DeliveryElena AnghelNessuna valutazione finora
- Alignment Technique For MACH ZEHNDER Interferometer Phys. E Sci. InstrumDocumento2 pagineAlignment Technique For MACH ZEHNDER Interferometer Phys. E Sci. InstrumElena AnghelNessuna valutazione finora
- Materials Chemistry C: Journal ofDocumento6 pagineMaterials Chemistry C: Journal ofElena AnghelNessuna valutazione finora
- Basic Probability Theory For Bio Medical Engineers - JohnD. EnderleDocumento136 pagineBasic Probability Theory For Bio Medical Engineers - JohnD. Enderlejustwoow100% (1)
- Biosensors and Bioelectronics: A B A A A ADocumento8 pagineBiosensors and Bioelectronics: A B A A A AElena AnghelNessuna valutazione finora
- Vertically Aligned Graphene Coating Is BactericidalDocumento9 pagineVertically Aligned Graphene Coating Is BactericidalBogdanNessuna valutazione finora
- Creating a 2D Heat Sink ModelDocumento19 pagineCreating a 2D Heat Sink ModelnnnNessuna valutazione finora
- Bigels and Multicomponent Organogels - An Overview From Rheological Perspective - 2021Documento25 pagineBigels and Multicomponent Organogels - An Overview From Rheological Perspective - 2021Elena AnghelNessuna valutazione finora
- Graphene Nanowalls: Mineo Hiramatsu, Hiroki Kondo and Masaru HoriDocumento26 pagineGraphene Nanowalls: Mineo Hiramatsu, Hiroki Kondo and Masaru HoriBogdanNessuna valutazione finora
- Simulation of Piezoelectric Transformers With COMSOLDocumento7 pagineSimulation of Piezoelectric Transformers With COMSOLElena AnghelNessuna valutazione finora
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocumento35 pagineWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsElena AnghelNessuna valutazione finora
- Grafena Verticala-Extr Lipide-Materials-10-01066Documento26 pagineGrafena Verticala-Extr Lipide-Materials-10-01066Elena AnghelNessuna valutazione finora
- Direct Synthesis of Vertical Graphene Nanowalls On Glass Substrate For Thermal Management PDFDocumento7 pagineDirect Synthesis of Vertical Graphene Nanowalls On Glass Substrate For Thermal Management PDFBogdanNessuna valutazione finora
- A Case Study of Natural CoagulantsDocumento36 pagineA Case Study of Natural CoagulantsPawan GuptaNessuna valutazione finora
- 31.PEAK Depressurization RATEDocumento1 pagina31.PEAK Depressurization RATEDILIP MATALNessuna valutazione finora
- Gas Dynamics-Rayleigh FlowDocumento26 pagineGas Dynamics-Rayleigh FlowRahul100% (4)
- Water Pollution: By: Elya Noer Aini Justitia Cahyani Salma Auliya Fatimah Salma Cristy Syahidahalla Salma SakinatunnisaDocumento30 pagineWater Pollution: By: Elya Noer Aini Justitia Cahyani Salma Auliya Fatimah Salma Cristy Syahidahalla Salma SakinatunnisasalmaauliyaNessuna valutazione finora
- Plasmid Curing in BacteriaDocumento3 paginePlasmid Curing in BacteriaPayel BoseNessuna valutazione finora
- 4-Procedure Pipe To SoilDocumento7 pagine4-Procedure Pipe To SoilKhanh DTNessuna valutazione finora
- Spectro RamanDocumento6 pagineSpectro RamanSampada, Astrologer and Vastu Spl. SSBNessuna valutazione finora
- Math 6 Unit 8 Volume of Solids and LiquidsDocumento1 paginaMath 6 Unit 8 Volume of Solids and LiquidsRobi AkmalNessuna valutazione finora
- Atomic Force Microscope (AFM)Documento36 pagineAtomic Force Microscope (AFM)s11925877Nessuna valutazione finora
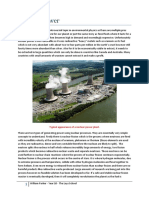
- Nuclear Power: Pros, Cons and FutureDocumento4 pagineNuclear Power: Pros, Cons and FutureSamarthNessuna valutazione finora
- Qe 22 A PDFDocumento10 pagineQe 22 A PDF孙俊磊Nessuna valutazione finora
- Curl Activator GelDocumento1 paginaCurl Activator GelNemanja NikolicNessuna valutazione finora
- CO Capture by Absorption With Potassium CarbonateDocumento23 pagineCO Capture by Absorption With Potassium CarbonatekumarNessuna valutazione finora
- Optical Emission From SemiconductorsDocumento36 pagineOptical Emission From SemiconductorsvardhanNessuna valutazione finora
- Maintaining Boiler Water Quality (35 charactersDocumento3 pagineMaintaining Boiler Water Quality (35 characterskcp1986Nessuna valutazione finora
- ACRYREX® CM-211: Chi Mei CorporationDocumento3 pagineACRYREX® CM-211: Chi Mei CorporationPhuoc Thinh TruongNessuna valutazione finora
- Week No.2 - CLO-1 Size ReductionDocumento18 pagineWeek No.2 - CLO-1 Size ReductionkhalifaNessuna valutazione finora
- Mechanical Properties For Stainless Steel FastenersDocumento3 pagineMechanical Properties For Stainless Steel FastenersGonzalo MazaNessuna valutazione finora
- Medical Entrance Exam AnswersDocumento24 pagineMedical Entrance Exam AnswersSanskruti ChavanNessuna valutazione finora
- p095 Re Struct 07 PCDocumento12 paginep095 Re Struct 07 PCmidhungbabu88Nessuna valutazione finora
- Heat loss and fluid temperature calculation for buried insulated and non-insulated oil pipelinesDocumento34 pagineHeat loss and fluid temperature calculation for buried insulated and non-insulated oil pipelinesselisenNessuna valutazione finora
- EfflorescenceDocumento5 pagineEfflorescenceOmkar BordeNessuna valutazione finora
- General Installation Practices: Section EDocumento26 pagineGeneral Installation Practices: Section EMohsen ArabifardNessuna valutazione finora
- Solidification ShrinkageDocumento4 pagineSolidification ShrinkagesubavlNessuna valutazione finora
- Bref Polymer EsDocumento319 pagineBref Polymer EsMaFher JimenezNessuna valutazione finora
- Lobo and Evans PDFDocumento6 pagineLobo and Evans PDFSong HoeNessuna valutazione finora
- LS DYNA Aerospace Working Group Modeling Guidelines Document Version 19 1 Dated June 28, 2019 PDFDocumento252 pagineLS DYNA Aerospace Working Group Modeling Guidelines Document Version 19 1 Dated June 28, 2019 PDFЮрий НовожиловNessuna valutazione finora