Potrebbero piacerti anche
- Rolling Bearing Damage DetectionDocumento1 paginaRolling Bearing Damage DetectionNuM NaNessuna valutazione finora
- Symptoms Causes Remedies: Rolling Bearing DamageDocumento1 paginaSymptoms Causes Remedies: Rolling Bearing Damageemad sabriNessuna valutazione finora
- WB - Bearings - Poster - FINAL - US SizeDocumento1 paginaWB - Bearings - Poster - FINAL - US SizeAditya Shiva AppallaNessuna valutazione finora
- Bearing Failure BrochureDocumento16 pagineBearing Failure BrochureEnida TeletovicNessuna valutazione finora
- Bearing FailureDocumento22 pagineBearing Failureapi-19775783100% (1)
- FAG Failure Diagnosis PC en PDFDocumento28 pagineFAG Failure Diagnosis PC en PDFLeire MeigaNessuna valutazione finora
- Bearing Failure Causes CureDocumento13 pagineBearing Failure Causes Curemkpq100% (1)
- BEARING FAILURE LOAD PATTERNS AND DAMAGE TYPESDocumento41 pagineBEARING FAILURE LOAD PATTERNS AND DAMAGE TYPESMr.Safety100% (2)
- Explanation of False Versus True BrinellingDocumento7 pagineExplanation of False Versus True BrinellingHaitham YoussefNessuna valutazione finora
- Maintenance of Gears and Gear DrivesDocumento44 pagineMaintenance of Gears and Gear Driveskapun kumar nayak100% (1)
- Care and Maintenance of BearingsDocumento25 pagineCare and Maintenance of BearingsRaul GomezNessuna valutazione finora
- 12 Types of Bearing DefectsDocumento5 pagine12 Types of Bearing Defectsjameel babooramNessuna valutazione finora
- How To Analyzie Gear FailuresDocumento6 pagineHow To Analyzie Gear FailuresMinhQuân100% (1)
- Bearing Failures-1Documento25 pagineBearing Failures-1huseyin100% (1)
- Don't Get Soft: Cover Series: Installation Best PracticesDocumento6 pagineDon't Get Soft: Cover Series: Installation Best PracticesHatem Abdelrahman100% (1)
- Classifying Bearings and Selecting the Right TypeDocumento8 pagineClassifying Bearings and Selecting the Right TypeMohamed Sadek100% (1)
- Rolling Element Bearing Fault Detection With A Single Point Defect On PDFDocumento8 pagineRolling Element Bearing Fault Detection With A Single Point Defect On PDFsunil481Nessuna valutazione finora
- SKF Bearing Failure and CausesDocumento44 pagineSKF Bearing Failure and CausescazacuphNessuna valutazione finora
- Lubrication Guide - Ultrasonic Condition-Based LubricationDocumento7 pagineLubrication Guide - Ultrasonic Condition-Based LubricationLLNessuna valutazione finora
- How To Analyze Gear FailuresDocumento9 pagineHow To Analyze Gear Failuresrobertoalfaro49100% (1)
- Spike Energy (Deteccion Temprana para Muy Altas Frecuencias) PDFDocumento22 pagineSpike Energy (Deteccion Temprana para Muy Altas Frecuencias) PDFMarcos Manzano100% (1)
- Rolling Bearing Failure V2 PDFDocumento34 pagineRolling Bearing Failure V2 PDFGobin Sookram100% (1)
- Bearing Failure 1Documento8 pagineBearing Failure 1Kumar SwamiNessuna valutazione finora
- Bearing Failures, Causes & Remidies 25.02.08Documento66 pagineBearing Failures, Causes & Remidies 25.02.08Sonali Priyadarshini100% (2)
- 7 - Gear DeffectDocumento21 pagine7 - Gear Deffectmohamed ghoneemNessuna valutazione finora
- Gear Failure AnalysisDocumento22 pagineGear Failure AnalysisKarthick Kumar100% (1)
- In Search of A Fatique Limit: A Critique of ISO Standrd 281:2007Documento10 pagineIn Search of A Fatique Limit: A Critique of ISO Standrd 281:2007Igor Juric100% (1)
- Rolling Bearing Failure V2Documento34 pagineRolling Bearing Failure V2dshalev869460% (5)
- Bearing Failures and Root CausesDocumento19 pagineBearing Failures and Root CausesMiroslav ZecNessuna valutazione finora
- How To Analyze Gear FailuresDocumento9 pagineHow To Analyze Gear FailuresHudson Saldanha SpiffNessuna valutazione finora
- Vibration ChartDocumento1 paginaVibration Chartairframer1981Nessuna valutazione finora
- Basic UV/Vis Spectrophotometry GuideDocumento25 pagineBasic UV/Vis Spectrophotometry GuideAbdul Hameed0% (1)
- VibMatters September 2016 Final DownloadDocumento7 pagineVibMatters September 2016 Final DownloadfazzlieNessuna valutazione finora
- Over GreasingDocumento6 pagineOver GreasingantonyaleNessuna valutazione finora
- Journal Bearing LubricationDocumento5 pagineJournal Bearing LubricationYorman Hernandez100% (1)
- Girth Gear Wear PDFDocumento6 pagineGirth Gear Wear PDFRajib DuttaNessuna valutazione finora
- Bearing damage classification ISO standardDocumento6 pagineBearing damage classification ISO standardPraveen PaviNessuna valutazione finora
- Technical Brief: Avoiding Bolt Failures: F E A T U R EDocumento2 pagineTechnical Brief: Avoiding Bolt Failures: F E A T U R EkanosriNessuna valutazione finora
- Motor Bearing Failure Analysis by Vibration MonitoringDocumento180 pagineMotor Bearing Failure Analysis by Vibration MonitoringGeert Henk Wijnants100% (1)
- NATCOM Alignment TrainingDocumento133 pagineNATCOM Alignment TrainingMohamed M. AfifiNessuna valutazione finora
- Engineers Guide To Shaft Alignment 1661215823Documento192 pagineEngineers Guide To Shaft Alignment 1661215823Michael SanchezNessuna valutazione finora
- Gearbox White PaperDocumento13 pagineGearbox White PaperRony MartínezNessuna valutazione finora
- Cardan Shaft AlignmentDocumento26 pagineCardan Shaft AlignmentconstantinNessuna valutazione finora
- Timken Bearing Damage Analysis - 7352Documento3 pagineTimken Bearing Damage Analysis - 7352mariamalloney1730Nessuna valutazione finora
- Bearing Damage Analysis BDAPosterDocumento1 paginaBearing Damage Analysis BDAPosterCurtler PaquibotNessuna valutazione finora
- Timken MDV2 Tapered Roller Bearing Damage - 10826Documento4 pagineTimken MDV2 Tapered Roller Bearing Damage - 10826mariamalloney1730Nessuna valutazione finora
- CV2 TRB B Earing DamageDocumento4 pagineCV2 TRB B Earing DamageAlvaroNessuna valutazione finora
- Poster Fallas de RodamientosDocumento1 paginaPoster Fallas de RodamientosRepositorio MantenimientoNessuna valutazione finora
- Fluid Film Bearing Damage Poster 1668361770Documento1 paginaFluid Film Bearing Damage Poster 1668361770Amna YahyaNessuna valutazione finora
- Fluid Film Bearing Damage-1Documento1 paginaFluid Film Bearing Damage-1Hafiz HarunNessuna valutazione finora
- Timken Bearing Damage PosterDocumento1 paginaTimken Bearing Damage Postera04205100% (3)
- Plain Bearing FailuresDocumento7 paginePlain Bearing FailuressourajpatelNessuna valutazione finora
- Machine Parts Damage Causes and SolutionsDocumento16 pagineMachine Parts Damage Causes and Solutionsmolla biyadgieNessuna valutazione finora
- Failure Analysis ExaminationDocumento3 pagineFailure Analysis ExaminationNelbert SumalpongNessuna valutazione finora
- Analysis of Bearing FailureDocumento22 pagineAnalysis of Bearing FailureFaber SaldanhaNessuna valutazione finora
- Bearing Flaking and Its CausesDocumento4 pagineBearing Flaking and Its Causesbarry nancooNessuna valutazione finora
- Bearing FailuresDocumento2 pagineBearing FailuresBülent BulutNessuna valutazione finora
- How Bearings Fail: Common Causes and PreventionDocumento4 pagineHow Bearings Fail: Common Causes and PreventionAaron Fulton100% (1)
- Handbook of Reliability Prediction Procedures For Mechanical Equipment 15 May 2011 PP 423Documento1 paginaHandbook of Reliability Prediction Procedures For Mechanical Equipment 15 May 2011 PP 423Xavier Herman MANANJARA ANDRIMAHAFALYNessuna valutazione finora
- Bearing Failure - SeizureDocumento6 pagineBearing Failure - SeizureAnonymous Bdt0OGhNessuna valutazione finora
- Preventive Maintenance Planning Efficiency Using Multicriteria MethodsDocumento8 paginePreventive Maintenance Planning Efficiency Using Multicriteria MethodsAnonymous Bdt0OGhNessuna valutazione finora
- Chesterton-Mechanical Seal Failure Analysis WorksheetDocumento4 pagineChesterton-Mechanical Seal Failure Analysis WorksheetAnonymous Bdt0OGhNessuna valutazione finora
- Bearing Failure ModesDocumento13 pagineBearing Failure ModesmayureshrmahajanNessuna valutazione finora
- Arsenic Removal With Bayoxide® E33 Ferric Oxide Media & SORB 33® As AdsorptionDocumento25 pagineArsenic Removal With Bayoxide® E33 Ferric Oxide Media & SORB 33® As AdsorptionAnonymous Bdt0OGhNessuna valutazione finora
- Maintenance Best Practices Training SlidesDocumento142 pagineMaintenance Best Practices Training Slidesmelator100% (1)
- Hoja de Datos Del Equipo SKF Par Análisis de Grasas TKGT1 PDFDocumento2 pagineHoja de Datos Del Equipo SKF Par Análisis de Grasas TKGT1 PDFAnonymous Bdt0OGhNessuna valutazione finora
- KOYO Bearing Failure ChartDocumento1 paginaKOYO Bearing Failure ChartgmitsutaNessuna valutazione finora
- JPS Reliability Bearing FailuresDocumento14 pagineJPS Reliability Bearing FailuresAnonymous Bdt0OGh100% (1)
- 1 s2.0 S2212017316302067 MainDocumento8 pagine1 s2.0 S2212017316302067 MainHeru PrasetyoNessuna valutazione finora
- E33 - Media - Poe 02-11Documento2 pagineE33 - Media - Poe 02-11Anonymous Bdt0OGhNessuna valutazione finora
- Paper - The Role of CMMSDocumento9 paginePaper - The Role of CMMSAnonymous Bdt0OGhNessuna valutazione finora
- The Evolution of Maintenance Practices: From Reactive to Strategic and Condition-BasedDocumento10 pagineThe Evolution of Maintenance Practices: From Reactive to Strategic and Condition-BasedKandaswamy VajjiraveluNessuna valutazione finora
- The Role of CMMSDocumento7 pagineThe Role of CMMSASM_213Nessuna valutazione finora
- Paper - Preventive Maintenance Strategies Literature Review and DirectionsDocumento13 paginePaper - Preventive Maintenance Strategies Literature Review and DirectionsAnonymous Bdt0OGhNessuna valutazione finora
- Standard Arsenic Removal Adsorption System Sorb 33 ARS SeriesDocumento8 pagineStandard Arsenic Removal Adsorption System Sorb 33 ARS SeriesJulio TovarNessuna valutazione finora
- Arsenic Removal Systems - HavardDocumento4 pagineArsenic Removal Systems - HavardAnonymous Bdt0OGhNessuna valutazione finora
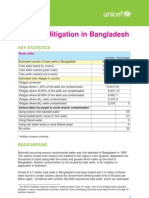
- Arsenic Mitigation in Bangladesh: Key StatisticsDocumento4 pagineArsenic Mitigation in Bangladesh: Key StatisticsLatifa DinarNessuna valutazione finora
- FEM Lecture NotesDocumento188 pagineFEM Lecture NotesHenry Martinez CarmonaNessuna valutazione finora
- Preventive Maintenance Planning Efficiency Using Multicriteria MethodsDocumento8 paginePreventive Maintenance Planning Efficiency Using Multicriteria MethodsAnonymous Bdt0OGhNessuna valutazione finora
- Pilot Test Specific Test Plan For The Removal of Arsenic Socorro, New MexicoDocumento152 paginePilot Test Specific Test Plan For The Removal of Arsenic Socorro, New MexicoAnonymous Bdt0OGhNessuna valutazione finora
- ANSYS Mechanical Tutorials - r170 PDFDocumento192 pagineANSYS Mechanical Tutorials - r170 PDFAnonymous Bdt0OGh100% (1)
- Linear Algebra: MatricesDocumento16 pagineLinear Algebra: MatricesIsaiyah CarmonaNessuna valutazione finora
- Linear Algebra: MatricesDocumento16 pagineLinear Algebra: MatricesIsaiyah CarmonaNessuna valutazione finora
- FEM Lecture NotesDocumento188 pagineFEM Lecture NotesHenry Martinez CarmonaNessuna valutazione finora
- Furniture Design (2015) PDFDocumento652 pagineFurniture Design (2015) PDFchiveto100% (4)
- Applied Finite Element Analysis - Larry J. SegerlindDocumento222 pagineApplied Finite Element Analysis - Larry J. SegerlindRay Minich75% (4)
- Beginner's Guide To Measurement in Mechanical EngineeringDocumento52 pagineBeginner's Guide To Measurement in Mechanical Engineeringkreksomukti5508100% (1)
- Buck 1948Documento9 pagineBuck 1948Carlos Mora100% (1)
- Grade 8 Science Activity 1 Quarter 4Documento8 pagineGrade 8 Science Activity 1 Quarter 4yoshirabul100% (2)
- Fixed-Bed Platforming General Operating Manual Rev 6 PDFDocumento512 pagineFixed-Bed Platforming General Operating Manual Rev 6 PDFaditya surya tama100% (4)
- International Journal of Academic Research Vol. 4. No. 4. July, 2012Documento5 pagineInternational Journal of Academic Research Vol. 4. No. 4. July, 2012Sulaiman MukmininNessuna valutazione finora
- FLSPfister IB05000 I GBTRWSD0216 MailDocumento26 pagineFLSPfister IB05000 I GBTRWSD0216 MailLuis Angel BusturiaNessuna valutazione finora
- Burns SeminarDocumento66 pagineBurns SeminarPratibha Thakur100% (1)
- Honey Nut Baklava Filo Pastry TreatsDocumento2 pagineHoney Nut Baklava Filo Pastry TreatsiantperNessuna valutazione finora
- Top Sellers Fall Protection Catalogue 2020 ENDocumento44 pagineTop Sellers Fall Protection Catalogue 2020 ENtcNessuna valutazione finora
- Cyclopropane, Ethynyl - (Cas 6746-94-7) MSDS: CyclopropylacetyleneDocumento5 pagineCyclopropane, Ethynyl - (Cas 6746-94-7) MSDS: CyclopropylacetyleneMiMi JoyNessuna valutazione finora
- Ascha_ASJ19_Nonsurgical Management of Facial Masculinization and FeminizationDocumento15 pagineAscha_ASJ19_Nonsurgical Management of Facial Masculinization and Feminizationallen.515Nessuna valutazione finora
- Humiseal Thinner 73 MSDSDocumento3 pagineHumiseal Thinner 73 MSDSibnu Groho Herry sampurnoNessuna valutazione finora
- Comparison Between China and Sri-Lanka GDPDocumento6 pagineComparison Between China and Sri-Lanka GDPcracking khalifNessuna valutazione finora
- Personnel management: Hiring & developing employeesDocumento5 paginePersonnel management: Hiring & developing employeesАлина УсялитеNessuna valutazione finora
- Success On The Wards 2007Documento32 pagineSuccess On The Wards 2007mnNessuna valutazione finora
- Gretton, Hare, Catchpole - Psychopathy and Offending From Adolescence To Adulthood - A 10-Year Follow-UpDocumento10 pagineGretton, Hare, Catchpole - Psychopathy and Offending From Adolescence To Adulthood - A 10-Year Follow-UpMaria Isabel Trujillo MayaNessuna valutazione finora
- Catalogo Presentacion Johnial UltimoDocumento10 pagineCatalogo Presentacion Johnial UltimoEmerson BermudezNessuna valutazione finora
- Installation and Operating Instructions DPV and DPLHS PumpsDocumento36 pagineInstallation and Operating Instructions DPV and DPLHS PumpsSergeyNessuna valutazione finora
- The Cricket War .TextDocumento2 pagineThe Cricket War .TextNikita SyrotiukNessuna valutazione finora
- Pidato Bahasa InggrisDocumento4 paginePidato Bahasa InggrisAriya Manikmaya100% (1)
- Final ESIA On Construction Materials - Tamiru BultoDocumento110 pagineFinal ESIA On Construction Materials - Tamiru BultoKayo Shankulie100% (1)
- A-Plus Beyond Critical Shield & A-Plus Beyond Early Critical ShieldDocumento21 pagineA-Plus Beyond Critical Shield & A-Plus Beyond Early Critical ShieldGenevieve KohNessuna valutazione finora
- Buttermilk and Ghee ResidueDocumento15 pagineButtermilk and Ghee ResidueRonak RawatNessuna valutazione finora
- Financial Plan Checklist: Planning For EmergenciesDocumento2 pagineFinancial Plan Checklist: Planning For EmergenciesInsan CornerNessuna valutazione finora
- The Following Present A List of Different Attributes and Rules For Assigning Numbers To Objects. Try ToDocumento4 pagineThe Following Present A List of Different Attributes and Rules For Assigning Numbers To Objects. Try Togetacdeme2011Nessuna valutazione finora
- Bio Exp 4Documento2 pagineBio Exp 4Yi Ling GohNessuna valutazione finora
- PRECOMMISSIONING and COMMISSIONING PROCEDURE FOR CARD ACCESS CONTROL SYSTEMDocumento3 paginePRECOMMISSIONING and COMMISSIONING PROCEDURE FOR CARD ACCESS CONTROL SYSTEMHumaid ShaikhNessuna valutazione finora
- Liu030 Nepal Bans Solo Mountain ClimbersDocumento2 pagineLiu030 Nepal Bans Solo Mountain Climberssanti.miranda.parrillaNessuna valutazione finora
- Courses at NeevDocumento10 pagineCourses at NeevDr Mohan SavadeNessuna valutazione finora
- Introduction To EmbryologyDocumento38 pagineIntroduction To Embryologymike3601144Nessuna valutazione finora
- CSHP Template For Small Construction Projects Residential Project/S (2 Storey and Below) or Minor Repair WorksDocumento5 pagineCSHP Template For Small Construction Projects Residential Project/S (2 Storey and Below) or Minor Repair WorksZeny BocadNessuna valutazione finora