Potrebbero piacerti anche
- Steps To Be Prepared A PWPS and PQRDocumento9 pagineSteps To Be Prepared A PWPS and PQRAdit Nugraha100% (3)
- Fan Motor D155ax-6 Lmf75 Test 50495Documento12 pagineFan Motor D155ax-6 Lmf75 Test 50495Interclima SpaNessuna valutazione finora
- All 24.05.16Documento139 pagineAll 24.05.16Siva Prasad100% (1)
- 4 Destructive TestingDocumento19 pagine4 Destructive TestingSamerNessuna valutazione finora
- AEFAC - Proof TestsDocumento7 pagineAEFAC - Proof TestsAnonymous YW5mvpNessuna valutazione finora
- 6 Destructive Testing 2Documento20 pagine6 Destructive Testing 2AlaaNessuna valutazione finora
- Torque Testing Machine OMDocumento18 pagineTorque Testing Machine OMChristopher VergaraNessuna valutazione finora
- Wi - Hardness TestingDocumento8 pagineWi - Hardness Testingvipulsharma655Nessuna valutazione finora
- Site Testing Vol2Documento4 pagineSite Testing Vol2Tuan NguyenNessuna valutazione finora
- Destructive TestDocumento17 pagineDestructive TestRamzi BEN AHMEDNessuna valutazione finora
- Collar Test For BushingDocumento21 pagineCollar Test For Bushingfajar9nugraha-2100% (1)
- MMT-1 LAB Report Usman Ali UW-19-ME-BSC-029Documento54 pagineMMT-1 LAB Report Usman Ali UW-19-ME-BSC-029عثمان علیNessuna valutazione finora
- Aramco Piping Inspector Question and AnswersDocumento11 pagineAramco Piping Inspector Question and AnswersSURESH NAIRNessuna valutazione finora
- Torsion TestDocumento1 paginaTorsion TestAli EngNessuna valutazione finora
- 160 LW Bending Tester v2.0Documento4 pagine160 LW Bending Tester v2.0Sá StrapassonNessuna valutazione finora
- T-K-Y Presentation 16-12-13Documento31 pagineT-K-Y Presentation 16-12-13mukeshayoor100% (1)
- Proc SopDocumento90 pagineProc SopJohn Dolan100% (1)
- 7ME307 - Static Design CriteriaDocumento58 pagine7ME307 - Static Design CriteriaEge UygunturkNessuna valutazione finora
- Material TestingDocumento14 pagineMaterial TestingLazadaNessuna valutazione finora
- Buku Petunjuk Barcoll HT-10 USADocumento11 pagineBuku Petunjuk Barcoll HT-10 USAAlat Pengukur Dan PengujiNessuna valutazione finora
- ResistrDocumento1 paginaResistrykjewariaNessuna valutazione finora
- Knoop Indentation Hardness of Glass: Standard Test Method ForDocumento5 pagineKnoop Indentation Hardness of Glass: Standard Test Method ForVivi VargasNessuna valutazione finora
- Modulus of Rupture in Bending of Electrode Graphite: Standard Test Method ForDocumento3 pagineModulus of Rupture in Bending of Electrode Graphite: Standard Test Method Formohammed ;arasnehNessuna valutazione finora
- Aisc 360-10 NDT WeldsDocumento3 pagineAisc 360-10 NDT WeldsJoe IlaganNessuna valutazione finora
- Failure TheoriesDocumento107 pagineFailure TheoriesJITENDRA MEENA100% (1)
- Guide Notes For Anchors and Chains SurveyDocumento5 pagineGuide Notes For Anchors and Chains SurveyJORGENessuna valutazione finora
- Scientech 2708Documento40 pagineScientech 2708sarikapravinNessuna valutazione finora
- Purpose: Engr 5011 Resistance & Propulsion of Ships Open Water Propeller Performance Laboratory: Winter, 2008Documento2 paginePurpose: Engr 5011 Resistance & Propulsion of Ships Open Water Propeller Performance Laboratory: Winter, 2008arti999Nessuna valutazione finora
- Astm E190 - 97 - Procedimiento de Doblez (Traducción)Documento7 pagineAstm E190 - 97 - Procedimiento de Doblez (Traducción)Ivan D100% (1)
- Challenges of Rebar TestingDocumento24 pagineChallenges of Rebar TestingDeRudyNessuna valutazione finora
- Cmat Unit 1 4Documento6 pagineCmat Unit 1 4Merle MañgaliNessuna valutazione finora
- TP4 Buckling Test Experiment Instructions:: Usek GMC 472 Strength of Material LabDocumento11 pagineTP4 Buckling Test Experiment Instructions:: Usek GMC 472 Strength of Material LabJad Antonios JelwanNessuna valutazione finora
- MECH Lab RequirementDocumento4 pagineMECH Lab RequirementJaishree ChauhanNessuna valutazione finora
- Skidmore Instructions Model MS ManualsDocumento15 pagineSkidmore Instructions Model MS ManualsbwbrockNessuna valutazione finora
- Shear-Strength DataDocumento19 pagineShear-Strength Datacheveresan123Nessuna valutazione finora
- Method of Statement For Hydraulic Jack TestingDocumento5 pagineMethod of Statement For Hydraulic Jack TestingAs-Syaff ResourcesNessuna valutazione finora
- WI-INSP-02 R1 Work Instruction - Heat Exchanger InspectionDocumento5 pagineWI-INSP-02 R1 Work Instruction - Heat Exchanger InspectionRakesh MishraNessuna valutazione finora
- Api 510 PTR 7Documento3 pagineApi 510 PTR 7HemaNessuna valutazione finora
- Ista1e2014 Full OcrDocumento10 pagineIsta1e2014 Full OcrTruong Huy HoangNessuna valutazione finora
- Torsion Testing of Wire: Standard Test Method ForDocumento2 pagineTorsion Testing of Wire: Standard Test Method Foribnu.asad984Nessuna valutazione finora
- Anybus Modbus To Bacnet Gateway DatasheetDocumento5 pagineAnybus Modbus To Bacnet Gateway DatasheetmohannadNessuna valutazione finora
- Temp Pipe WorksDocumento18 pagineTemp Pipe WorksnestorNessuna valutazione finora
- Motor CommissioningDocumento9 pagineMotor CommissioningVigneshNessuna valutazione finora
- ANSI AWS Writing and Qualifying Welding Procedures - Technical BulletinsDocumento4 pagineANSI AWS Writing and Qualifying Welding Procedures - Technical Bulletinscleiton.wtecNessuna valutazione finora
- Norma Ps Fiat 50116Documento6 pagineNorma Ps Fiat 50116Hatada FelipeNessuna valutazione finora
- Minimum Structural Properties and Test Procedure For TG20 Compliant Prefabricated Structural Transom UnitsDocumento16 pagineMinimum Structural Properties and Test Procedure For TG20 Compliant Prefabricated Structural Transom UnitsPrimelift Safety Resources LimitedNessuna valutazione finora
- Testing and Inspection of Welding (Compatibility Mode)Documento186 pagineTesting and Inspection of Welding (Compatibility Mode)Wahyu Tirta Nugraha100% (1)
- Material Testing LabDocumento3 pagineMaterial Testing LabJaishree ChauhanNessuna valutazione finora
- Lesson 4 P 4Documento24 pagineLesson 4 P 4shasvinaNessuna valutazione finora
- C 120 - 00 - QzeymaDocumento3 pagineC 120 - 00 - QzeymaMorched TounsiNessuna valutazione finora
- E190 1044228-1Documento4 pagineE190 1044228-1mantra2010Nessuna valutazione finora
- Proceq Metal Hardness Catalog - 81053502EDocumento8 pagineProceq Metal Hardness Catalog - 81053502EramalingamNessuna valutazione finora
- Experiment # 2 Tension Testing of MetalsDocumento3 pagineExperiment # 2 Tension Testing of MetalsJ. Fabián MenaNessuna valutazione finora
- Testing and Commissioning of Electrical EquipmentDocumento6 pagineTesting and Commissioning of Electrical EquipmentGreeshma PuttannaNessuna valutazione finora
- Ancoragem em RochaDocumento11 pagineAncoragem em RochaJ.GuerhardNessuna valutazione finora
- Pendulum Impact Tester E LowDocumento29 paginePendulum Impact Tester E LowEmre GuneyNessuna valutazione finora
- 2017PressureVesselInspectionHandout PDFDocumento43 pagine2017PressureVesselInspectionHandout PDFpvvyesubabuNessuna valutazione finora
- 2017 Pressure Vessel Inspection Hand OutDocumento43 pagine2017 Pressure Vessel Inspection Hand Outpvvyesubabu100% (2)
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationDa EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNessuna valutazione finora
- Dual Phase Steels Voestalpine EN 12062019Documento4 pagineDual Phase Steels Voestalpine EN 12062019pranayNessuna valutazione finora
- VSM Imported MaterialDocumento1 paginaVSM Imported MaterialpranayNessuna valutazione finora
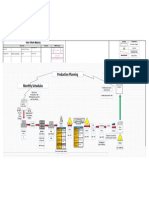
- Production Planning Monthly Schedules: Value Stream MappingDocumento1 paginaProduction Planning Monthly Schedules: Value Stream MappingpranayNessuna valutazione finora
- Production Planning Monthly Schedules: Value Stream MappingDocumento1 paginaProduction Planning Monthly Schedules: Value Stream MappingpranayNessuna valutazione finora
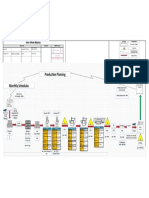
- Production Planning Monthly Schedules: Value Stream MappingDocumento1 paginaProduction Planning Monthly Schedules: Value Stream MappingpranayNessuna valutazione finora
- Production Planning Monthly Schedules: Value Stream MappingDocumento1 paginaProduction Planning Monthly Schedules: Value Stream MappingpranayNessuna valutazione finora
- Ss 400Documento4 pagineSs 400A Rahim A Bakar100% (1)
- A - PG - 029 - Anlage - 12: General Rework Regulations For Welding SeamsDocumento9 pagineA - PG - 029 - Anlage - 12: General Rework Regulations For Welding SeamspranayNessuna valutazione finora
- A PG 029 Anl 08 GBDocumento5 pagineA PG 029 Anl 08 GBpranayNessuna valutazione finora
- A PG 029 Anl 01 GBDocumento2 pagineA PG 029 Anl 01 GBpranayNessuna valutazione finora
- Procedure: Welding: Risk Assessment, Plant Planning, Drawing, Annexes, Personnel, Training, Parameters, Quality AssuranceDocumento1 paginaProcedure: Welding: Risk Assessment, Plant Planning, Drawing, Annexes, Personnel, Training, Parameters, Quality AssurancepranayNessuna valutazione finora
- A PG 029 Anl 01 GBDocumento2 pagineA PG 029 Anl 01 GBpranayNessuna valutazione finora
- A - PG - 029 - Anlage - 09: Weld Seams Execution, Definition, QualityDocumento9 pagineA - PG - 029 - Anlage - 09: Weld Seams Execution, Definition, QualitypranayNessuna valutazione finora
- Is.432.1.1982 For Mild and Tensile Steel For Concrete ReinforcementDocumento15 pagineIs.432.1.1982 For Mild and Tensile Steel For Concrete ReinforcementAnkit SinglaNessuna valutazione finora
- Din en 10025-2Documento34 pagineDin en 10025-2samkarthik47100% (2)
- Channel: Sizes and PropertiesDocumento1 paginaChannel: Sizes and PropertiesfahadfiazNessuna valutazione finora
- H-Sections: Sizes and PropertiesDocumento2 pagineH-Sections: Sizes and Propertiessaravoot100% (1)
- Calculation of Tolerance Stacks Using Direct Position Approach in Geometric Dimensioning and TolerancingDocumento10 pagineCalculation of Tolerance Stacks Using Direct Position Approach in Geometric Dimensioning and TolerancingMichael DoyleNessuna valutazione finora
- Disclosure To Promote The Right To InformationDocumento14 pagineDisclosure To Promote The Right To InformationVishnu AgawaneNessuna valutazione finora
- Is 2062 (2011) - Hot Rolled Medium and High Tensile Structural SteelDocumento14 pagineIs 2062 (2011) - Hot Rolled Medium and High Tensile Structural Steelsridar_2004Nessuna valutazione finora
- A PG 029 Anl 08 GBDocumento5 pagineA PG 029 Anl 08 GBpranayNessuna valutazione finora
- A PG 029 Anl 03 GBDocumento3 pagineA PG 029 Anl 03 GBpranayNessuna valutazione finora
- Weldingdefects 150915053459 Lva1 App6892 PDFDocumento22 pagineWeldingdefects 150915053459 Lva1 App6892 PDFpaolaNessuna valutazione finora
- Carbon Steel TubesDocumento3 pagineCarbon Steel Tubesreall0ve24Nessuna valutazione finora
- Is.6477.1983 0 PDFDocumento17 pagineIs.6477.1983 0 PDFpranayNessuna valutazione finora
- Jis G3134 1990 PDFDocumento12 pagineJis G3134 1990 PDFpranayNessuna valutazione finora
- Jis G3134Documento12 pagineJis G3134pranayNessuna valutazione finora
- Is 3074 2005Documento11 pagineIs 3074 2005pranayNessuna valutazione finora
- Is 513 Cold Reduced Low Carbon Steel Sheet and StripDocumento13 pagineIs 513 Cold Reduced Low Carbon Steel Sheet and StrippranayNessuna valutazione finora
- 338-Article Text-1751-2-10-20080123Documento16 pagine338-Article Text-1751-2-10-20080123FurqanNessuna valutazione finora
- PTT 201/4 Thermodynamics SEM 1 (2012/2013)Documento16 paginePTT 201/4 Thermodynamics SEM 1 (2012/2013)Hesham ElshafieNessuna valutazione finora
- Drawing:: SG01 (20KAF) - 3P001-000 SPG30-20KDocumento1 paginaDrawing:: SG01 (20KAF) - 3P001-000 SPG30-20KAkhilesh Kumar MishraNessuna valutazione finora
- General Chemistry: CHEM F111Documento29 pagineGeneral Chemistry: CHEM F111Harsh TiwariNessuna valutazione finora
- Experimental Characterization of Al-Cu Thermal Contact ResistanceDocumento20 pagineExperimental Characterization of Al-Cu Thermal Contact Resistancenozue.tatsuhiro nozueNessuna valutazione finora
- Kami Export - Ashton Gopaul - FL - 8.P - 8.4 - ClassifyingMatter - INTERVENTION - IndependentPracticeDocumento2 pagineKami Export - Ashton Gopaul - FL - 8.P - 8.4 - ClassifyingMatter - INTERVENTION - IndependentPracticeAshton GopaulNessuna valutazione finora
- GE 201-Lecture-19 (Center of Gravity and Centroid) (Read-Only)Documento20 pagineGE 201-Lecture-19 (Center of Gravity and Centroid) (Read-Only)Jamal RkhNessuna valutazione finora
- Turning Points of Quadratic Graphs Questions MMEDocumento6 pagineTurning Points of Quadratic Graphs Questions MMECCSC124-Soham MaityNessuna valutazione finora
- Deformation of SolidsDocumento17 pagineDeformation of SolidscrpNessuna valutazione finora
- Dimension-Six Terms in The Standard Model Lagrangian: B. Grzadkowski, M. Iskrzyński, M. Misiak and J. RosiekDocumento17 pagineDimension-Six Terms in The Standard Model Lagrangian: B. Grzadkowski, M. Iskrzyński, M. Misiak and J. RosiekajoajyNessuna valutazione finora
- Mathematics Solved TestDocumento10 pagineMathematics Solved TestShayan FarrukhNessuna valutazione finora
- EOS Tuning 1671172242Documento34 pagineEOS Tuning 1671172242ASKY PNessuna valutazione finora
- JP 32 91 260Documento5 pagineJP 32 91 260MonikaNessuna valutazione finora
- Engineering Mechanics - KL - Ramachandran SDocumento744 pagineEngineering Mechanics - KL - Ramachandran SFe Fernandez100% (1)
- Reaction Kinetice and Reactor DESIGN (CH-322) : by H. Scott Fogler Fourth EditionDocumento140 pagineReaction Kinetice and Reactor DESIGN (CH-322) : by H. Scott Fogler Fourth EditionTEZ ANALYSIS AND STORIESNessuna valutazione finora
- CaseStudyQs-12th-FREE DEMODocumento10 pagineCaseStudyQs-12th-FREE DEMOSaloni GuptaNessuna valutazione finora
- Euclid CDM 1254748659 PDFDocumento108 pagineEuclid CDM 1254748659 PDFSangat BaikNessuna valutazione finora
- Quantum ComputingDocumento15 pagineQuantum ComputingSriharanNessuna valutazione finora
- Bergman Polynomials On An ArchipelagoDocumento52 pagineBergman Polynomials On An ArchipelagoMuhammad AmmarNessuna valutazione finora
- Design of Experiments - Week 1, 2Documento50 pagineDesign of Experiments - Week 1, 2Akram KhanNessuna valutazione finora
- Air Dynamic Analysis of Wind and Dynamic Optimization of Solar PVDocumento17 pagineAir Dynamic Analysis of Wind and Dynamic Optimization of Solar PValawi747594Nessuna valutazione finora
- Molle Per Stampi Die Springs Schraubendruckfedern Ressorts de Compression Muelles para Moldes Molas para EstamposDocumento40 pagineMolle Per Stampi Die Springs Schraubendruckfedern Ressorts de Compression Muelles para Moldes Molas para EstamposclaudioNessuna valutazione finora
- Material Test and Different Mix DesignDocumento118 pagineMaterial Test and Different Mix DesignBekele MekonenNessuna valutazione finora
- A Guide To The Influence of Ground Reaction On Ship PDFDocumento12 pagineA Guide To The Influence of Ground Reaction On Ship PDFamr_tarek_26Nessuna valutazione finora
- Arnitel® EM550, TPC-ET - DSM Engineering Plastics - Plastics FinderDocumento5 pagineArnitel® EM550, TPC-ET - DSM Engineering Plastics - Plastics FinderFaiz AnsariNessuna valutazione finora
- Forces On Large Steam Turbine Blades: RWE NpowerDocumento5 pagineForces On Large Steam Turbine Blades: RWE Npowermimoune lamraniNessuna valutazione finora
- Probe Measurements of Electron-Energy Distributions in Plasmas: What Can We Measure and How Can We Achieve Reliable Results?Documento32 pagineProbe Measurements of Electron-Energy Distributions in Plasmas: What Can We Measure and How Can We Achieve Reliable Results?muhammad usmanNessuna valutazione finora
- BrakesDocumento62 pagineBrakesTarun Surya KatreddyNessuna valutazione finora
- Problemset 1Documento3 pagineProblemset 1Pratap KunathiNessuna valutazione finora
- Module 2Documento8 pagineModule 2Angiela ConcepcionNessuna valutazione finora