Potrebbero piacerti anche
- Forging - The Process: Metal Forging Is A Metal Forming Process That Involves ApplyingDocumento25 pagineForging - The Process: Metal Forging Is A Metal Forming Process That Involves ApplyingAdityasinh DesaiNessuna valutazione finora
- Forging SDocumento93 pagineForging SrichardchiamNessuna valutazione finora
- NADCA StandardsDocumento8 pagineNADCA StandardsmathiprakashNessuna valutazione finora
- I S 3658 - 1999Documento12 pagineI S 3658 - 1999Subhendu KhantuaNessuna valutazione finora
- 1) Unfilled Section:: ForgingDocumento1 pagina1) Unfilled Section:: ForgingdillipNessuna valutazione finora
- Zero Defect Strategy Download 17-11-09Documento9 pagineZero Defect Strategy Download 17-11-09Jagadeesh NandamNessuna valutazione finora
- Forgings PDFDocumento23 pagineForgings PDFrrameshsmitNessuna valutazione finora
- Carbon Steel Billets, Blooms, Slabs and Bars For Forgings - Specification (Fifth Revision)Documento12 pagineCarbon Steel Billets, Blooms, Slabs and Bars For Forgings - Specification (Fifth Revision)SreenathaNessuna valutazione finora
- Riser Analysis Using Casting Simulation Techniques During SolidificationDocumento2 pagineRiser Analysis Using Casting Simulation Techniques During SolidificationRizal SandiNessuna valutazione finora
- ASTM B833 Standard Specification For Metal Injection Molding (MIM), Ferrous Structural Parts1Documento4 pagineASTM B833 Standard Specification For Metal Injection Molding (MIM), Ferrous Structural Parts1David VegaNessuna valutazione finora
- Supplier Standardised Process Guide: - Raw Material Testing - RM Processing - ForgingDocumento22 pagineSupplier Standardised Process Guide: - Raw Material Testing - RM Processing - ForgingBhavna Acharya100% (1)
- Controlling of Forging DefectsDocumento6 pagineControlling of Forging DefectsSathiyaPrakashNessuna valutazione finora
- Forging Process: Prof. P. P. Date Department of Mechanical Engineering, IIT BombayDocumento27 pagineForging Process: Prof. P. P. Date Department of Mechanical Engineering, IIT BombayThomas StanlyNessuna valutazione finora
- Aluminium DegassingDocumento4 pagineAluminium DegassingJohnNessuna valutazione finora
- KSS713 - Die Casting Tool Standard - Rev.03Documento17 pagineKSS713 - Die Casting Tool Standard - Rev.03Adrian Doru100% (2)
- Aluminum Die Casting GuideDocumento2 pagineAluminum Die Casting GuideAndrei Todea0% (1)
- Report No Date Customer Name Heat No Material Grade Size No of Pieces Weight Color CodeDocumento1 paginaReport No Date Customer Name Heat No Material Grade Size No of Pieces Weight Color CodeRohit VishwakarmaNessuna valutazione finora
- Sheet Metal WorkDocumento29 pagineSheet Metal WorkSolcastic SoulNessuna valutazione finora
- IS 2062 E 250 GR A BS EN 10025-2 S 235 JR Chamical Thikness 16 16 40 40 C% SI% MN% P% S% Cu% N%Documento10 pagineIS 2062 E 250 GR A BS EN 10025-2 S 235 JR Chamical Thikness 16 16 40 40 C% SI% MN% P% S% Cu% N%kartikNessuna valutazione finora
- IZO Appliances (PVT) LTD: Quality Management System Procedure For System of ProductionDocumento7 pagineIZO Appliances (PVT) LTD: Quality Management System Procedure For System of ProductionS M Arif HussainNessuna valutazione finora
- TDC-10B Heat Treatment For C12A Steel CastingsDocumento2 pagineTDC-10B Heat Treatment For C12A Steel CastingsGohilakrishnan ThiagarajanNessuna valutazione finora
- Forging PDF NotesDocumento51 pagineForging PDF Notesaman prasadNessuna valutazione finora
- Computer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - inDocumento12 pagineComputer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - indamonlanglois100% (1)
- Closed Die Forging Reading MaterialDocumento27 pagineClosed Die Forging Reading MaterialSaravanakumar Rajagopal100% (1)
- HPDC Design DetailsDocumento15 pagineHPDC Design Detailspatiltushar79Nessuna valutazione finora
- TM23 - Heat Treatment of Metals PDFDocumento32 pagineTM23 - Heat Treatment of Metals PDFAlessio NotariNessuna valutazione finora
- Metal Forming Process and DefectsDocumento7 pagineMetal Forming Process and DefectsPradeep Kumar BowmarajuNessuna valutazione finora
- National Machinery - Cold Forming Glossary of TermsDocumento17 pagineNational Machinery - Cold Forming Glossary of Termssergio_daqNessuna valutazione finora
- Forging Rolling DefectsDocumento16 pagineForging Rolling DefectsAshley JacksonNessuna valutazione finora
- Heat Treatment of SteelDocumento3 pagineHeat Treatment of SteelKristine ReyesNessuna valutazione finora
- Preheating Procedure For Equipment Nozzle Modification (Cs and LTCS)Documento6 paginePreheating Procedure For Equipment Nozzle Modification (Cs and LTCS)Rakesh RanjanNessuna valutazione finora
- Conformal Cooling 140217011257 Phpapp01 PDFDocumento50 pagineConformal Cooling 140217011257 Phpapp01 PDFcute7707Nessuna valutazione finora
- Industry & Facilities Division Procurement Services Page 1 of 15Documento73 pagineIndustry & Facilities Division Procurement Services Page 1 of 15ANILNessuna valutazione finora
- Characterization of Casting Defect in Typical Castings of A Directionally Solidified SuperalloyDocumento134 pagineCharacterization of Casting Defect in Typical Castings of A Directionally Solidified SuperalloyChun-Yi LinNessuna valutazione finora
- Forging DefectsDocumento1 paginaForging DefectsayanshonuNessuna valutazione finora
- Chemical Quality of TMT Bars: View Previous Topic View Next TopicDocumento6 pagineChemical Quality of TMT Bars: View Previous Topic View Next Topicpatrik710Nessuna valutazione finora
- Wifpl-Qap-2019!20!008 Rev-00 Hindustan Equipment PVT Ltd-SignedDocumento2 pagineWifpl-Qap-2019!20!008 Rev-00 Hindustan Equipment PVT Ltd-SignedDeipak HoleNessuna valutazione finora
- Development of New Etchant For High Manganese Steel CastingDocumento9 pagineDevelopment of New Etchant For High Manganese Steel CastingShankhaPathakNessuna valutazione finora
- Technical Delivery Condition For: Hot Rolled Carbon (Micro Alloy) SteelDocumento2 pagineTechnical Delivery Condition For: Hot Rolled Carbon (Micro Alloy) SteelManjunath UNessuna valutazione finora
- Forging Die Design & SimulationDocumento8 pagineForging Die Design & SimulationKumar SatyamNessuna valutazione finora
- Zinc Plating: Randhir Kumar Singh Asst Professor OpjitDocumento16 pagineZinc Plating: Randhir Kumar Singh Asst Professor OpjitRahul PandeyNessuna valutazione finora
- Vishnu ForgeDocumento97 pagineVishnu ForgeSREERAG K100% (1)
- Apqp PhasesDocumento3 pagineApqp PhasesBharatNessuna valutazione finora
- Geomet 500 PDFDocumento2 pagineGeomet 500 PDFKaran Chadha100% (1)
- Material Traceability ProcedureDocumento12 pagineMaterial Traceability Procedureqamar qateebNessuna valutazione finora
- Technical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingDocumento3 pagineTechnical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingNestramiNessuna valutazione finora
- PPAP Check ListDocumento4 paginePPAP Check ListSameer SaxenaNessuna valutazione finora
- Powder Metallurgy - Chapter 16Documento43 paginePowder Metallurgy - Chapter 16xharpreetxNessuna valutazione finora
- QC System Manual PDFDocumento41 pagineQC System Manual PDFwhitebros100% (1)
- Vendor Inspection Results Aal Inspection Results: Sample Description (Please Tick) For Aal RefDocumento3 pagineVendor Inspection Results Aal Inspection Results: Sample Description (Please Tick) For Aal RefAmit KumarNessuna valutazione finora
- Design For Manufacturing, CASTINGDocumento10 pagineDesign For Manufacturing, CASTINGDarbhalaPavanKumarNessuna valutazione finora
- Tolerancias Pza FundicionDocumento3 pagineTolerancias Pza FundicionGuero TeoNessuna valutazione finora
- Introduction To Materials: Principles of EngineeringDocumento45 pagineIntroduction To Materials: Principles of EngineeringPrakharNessuna valutazione finora
- Tool Design TerminologyDocumento5 pagineTool Design Terminologyanmol6237Nessuna valutazione finora
- 4102 NDT Notes PDFDocumento14 pagine4102 NDT Notes PDFAjay Kumar Reddy KNessuna valutazione finora
- Is 1570 7Documento18 pagineIs 1570 7Raj K Sharma100% (1)
- Stainless Steel Flat ProductsDocumento15 pagineStainless Steel Flat Productsstrip1Nessuna valutazione finora
- Hottap - SPC (Specification For Hot Tapping)Documento14 pagineHottap - SPC (Specification For Hot Tapping)Hector MejiaNessuna valutazione finora
- Top Lihgt Up 15 2 10Documento7 pagineTop Lihgt Up 15 2 10prasant.dakuaNessuna valutazione finora
- Weld Repair - PR - 0XXDocumento10 pagineWeld Repair - PR - 0XXRAMAKRISHNANessuna valutazione finora
- Pattern Life Details For The Year April 2020-March 2021Documento6 paginePattern Life Details For The Year April 2020-March 2021sureshkumar silvernitzNessuna valutazione finora
- Type of Company Ownership:: Forging ProcessDocumento17 pagineType of Company Ownership:: Forging Processsureshkumar silvernitz100% (1)
- Incoming Control PlanDocumento2 pagineIncoming Control Plansureshkumar silvernitzNessuna valutazione finora
- Disclosure To Promote The Right To InformationDocumento8 pagineDisclosure To Promote The Right To Informationsureshkumar silvernitzNessuna valutazione finora
- FMEA Methodology Design and Implementation in A Fo PDFDocumento10 pagineFMEA Methodology Design and Implementation in A Fo PDFsureshkumar silvernitzNessuna valutazione finora
- Steel Comparision SheetDocumento2 pagineSteel Comparision Sheetsureshkumar silvernitzNessuna valutazione finora
- Cqi 9Documento15 pagineCqi 9sureshkumar silvernitzNessuna valutazione finora
- Msds Sulfuric AcidDocumento19 pagineMsds Sulfuric Acidsureshkumar silvernitzNessuna valutazione finora
- Norma Astm Ataque E407-99.28400Documento21 pagineNorma Astm Ataque E407-99.28400sureshkumar silvernitzNessuna valutazione finora
- List of Sign Board: SL No Description LocationDocumento4 pagineList of Sign Board: SL No Description Locationsureshkumar silvernitzNessuna valutazione finora
- Pharmaceutical Incompatibility: Dr. MurtazaDocumento38 paginePharmaceutical Incompatibility: Dr. MurtazaAneeza AhmedNessuna valutazione finora
- As 2358-1990 Adhesives - For Fixing Ceramic TilesDocumento8 pagineAs 2358-1990 Adhesives - For Fixing Ceramic TilesSAI Global - APAC100% (1)
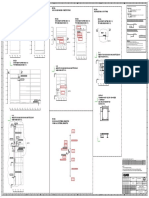
- Note 2: SEE WELDINGTABLE 125 0200 80 163Documento1 paginaNote 2: SEE WELDINGTABLE 125 0200 80 163loraNessuna valutazione finora
- Lab chm301 Carboxylic AcidDocumento7 pagineLab chm301 Carboxylic AcidbbbbNessuna valutazione finora
- Spa Plating Publishing: Published byDocumento75 pagineSpa Plating Publishing: Published byfattyboy132Nessuna valutazione finora
- Denso PVC Self-Adhesive Tape 200: Composition ApplicationDocumento1 paginaDenso PVC Self-Adhesive Tape 200: Composition ApplicationAloka KarunarathneNessuna valutazione finora
- NHB00001317 - NHBC Workbook On Different Types of Cladding Systems.Documento42 pagineNHB00001317 - NHBC Workbook On Different Types of Cladding Systems.WylieNessuna valutazione finora
- 0620 w21 Ms 62 PDFDocumento8 pagine0620 w21 Ms 62 PDFEndeavor Med TutorsNessuna valutazione finora
- Datasheet Sanicro 26mo For Wirelines enDocumento3 pagineDatasheet Sanicro 26mo For Wirelines enafonsomlima_1Nessuna valutazione finora
- Retrofilling Aging Transformers With Natural Ester Based Dielectric Coolant For Safety and Life ExtensionDocumento7 pagineRetrofilling Aging Transformers With Natural Ester Based Dielectric Coolant For Safety and Life Extension王阳Nessuna valutazione finora
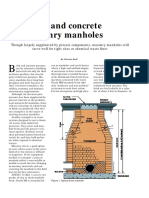
- Concrete Construction Article PDF - Brick and Concrete Masonry Manholes PDFDocumento2 pagineConcrete Construction Article PDF - Brick and Concrete Masonry Manholes PDFtaufik saariNessuna valutazione finora
- Astral - Trubuild-Tiles-Adhesives-BrochureDocumento24 pagineAstral - Trubuild-Tiles-Adhesives-Brochurezuber shaikhNessuna valutazione finora
- PhDthesis YapingCaiDocumento233 paginePhDthesis YapingCairicardas.gNessuna valutazione finora
- Science: Whole Brain Learning SystemDocumento16 pagineScience: Whole Brain Learning SystemKayrell AquinoNessuna valutazione finora
- 2 - Defects & RemediesDocumento29 pagine2 - Defects & RemediesShivam Aggarwal100% (2)
- Allgaier Apt Tro Dryingtechnologiesformineralrawmaterials enDocumento12 pagineAllgaier Apt Tro Dryingtechnologiesformineralrawmaterials enesteNessuna valutazione finora
- Bray Serie 20 - 21 (Ficha Tecnica)Documento4 pagineBray Serie 20 - 21 (Ficha Tecnica)Oscar Horta PolaniaNessuna valutazione finora
- PRC Quiz1Documento1 paginaPRC Quiz1Umair AshrafNessuna valutazione finora
- WS Grade 10 IG Chemistry 23-24 - Rate of ReactionDocumento6 pagineWS Grade 10 IG Chemistry 23-24 - Rate of ReactionSiyaNessuna valutazione finora
- Design of Structure: Construction of M.M.S.Building at NarsapurDocumento4 pagineDesign of Structure: Construction of M.M.S.Building at NarsapurD.V.Srinivasa RaoNessuna valutazione finora
- Wall eDocumento21 pagineWall eKetty Chavez ValdezNessuna valutazione finora
- 1) Explain The Diffusion of Bromine Particles Throughout The Two Gas JarDocumento16 pagine1) Explain The Diffusion of Bromine Particles Throughout The Two Gas JarLee Li JieNessuna valutazione finora
- Technical Data Sheet Armoslip CPDocumento2 pagineTechnical Data Sheet Armoslip CP8cs5829x8sNessuna valutazione finora
- GF Central Catalog Electrofusion Products Section PDFDocumento54 pagineGF Central Catalog Electrofusion Products Section PDFjose03Nessuna valutazione finora
- Smart Way of ConstructionDocumento64 pagineSmart Way of ConstructionSri Rama ChandNessuna valutazione finora
- CCRR 0263Documento8 pagineCCRR 0263Laurentiu Flaviu DarabanNessuna valutazione finora
- WEBFORGE BrochureDocumento39 pagineWEBFORGE Brochurefreddielisto100% (1)
- Science Group 9424713991Documento48 pagineScience Group 9424713991Shahzad50% (2)
- 3D Printing Technology: Under The Guidance of Subhra Chakraborty Submitted by AYUSHI (1MV16TE007)Documento15 pagine3D Printing Technology: Under The Guidance of Subhra Chakraborty Submitted by AYUSHI (1MV16TE007)Ayushi SharmaNessuna valutazione finora
- The Effect of Conditioning Methods and Chain Length of Xanthate On The Flotation of A Nickel OreDocumento3 pagineThe Effect of Conditioning Methods and Chain Length of Xanthate On The Flotation of A Nickel OreRidwan SeptiawanNessuna valutazione finora