Potrebbero piacerti anche
- High Pure Water Machine Producing Water Specialized For LaboratoryDocumento30 pagineHigh Pure Water Machine Producing Water Specialized For LaboratoryFaizNessuna valutazione finora
- Ifpm 71Documento2 pagineIfpm 71Anshuman AgrawalNessuna valutazione finora
- SJSZ80-156 For PVC Pipe Making Machine 50-250mmDocumento8 pagineSJSZ80-156 For PVC Pipe Making Machine 50-250mmzakariaNessuna valutazione finora
- P750JDocumento1 paginaP750JTan Chen TatNessuna valutazione finora
- Specification: Electronic Level TransmitterDocumento11 pagineSpecification: Electronic Level TransmitterTushar BhingradiyaNessuna valutazione finora
- 72T/D Ro Seawater Desalination Equipment: Technical ProposalDocumento12 pagine72T/D Ro Seawater Desalination Equipment: Technical ProposalMicah Ironfalcon ArceñoNessuna valutazione finora
- Air Filter Performance Test Bench - Specification (HCTE) 20221028Documento5 pagineAir Filter Performance Test Bench - Specification (HCTE) 20221028Alberto SanchezNessuna valutazione finora
- 50T/D Ro Seawater Desalination Equipment: Technical ProposalDocumento11 pagine50T/D Ro Seawater Desalination Equipment: Technical ProposalMicah Ironfalcon ArceñoNessuna valutazione finora
- Proposal For DDGS DryerDocumento15 pagineProposal For DDGS Dryernirmal krisnaNessuna valutazione finora
- Water Bottling PlantDocumento12 pagineWater Bottling PlantStephen Ngigi KaranjaNessuna valutazione finora
- 65 Parallel PVC Pipe Line 50-250mmDocumento6 pagine65 Parallel PVC Pipe Line 50-250mmzakariaNessuna valutazione finora
- Industrial Washing MachineDocumento10 pagineIndustrial Washing MachineDiêm Công ViệtNessuna valutazione finora
- Fast and Accurate Preparation of Fused Beads For XRF Analysis - DCF820 and DCF830Documento2 pagineFast and Accurate Preparation of Fused Beads For XRF Analysis - DCF820 and DCF830Nelson GutierrezNessuna valutazione finora
- Offer &technical Submittal 5 CU.M/DAY Reverse Osmosis UnitDocumento17 pagineOffer &technical Submittal 5 CU.M/DAY Reverse Osmosis UnitZeyad EltobgyNessuna valutazione finora
- Diesel Exhaust Fluid Plant For Automotive Er800Documento3 pagineDiesel Exhaust Fluid Plant For Automotive Er800indianepal420Nessuna valutazione finora
- 5l Glass FermenterDocumento17 pagine5l Glass FermenterRobert Jahirzinho Machaca MamaniNessuna valutazione finora
- Lorentz PS4000Documento2 pagineLorentz PS4000SINES FranceNessuna valutazione finora
- 240T/D Ro Seawater Desalination Equipment: Technical ProposalDocumento12 pagine240T/D Ro Seawater Desalination Equipment: Technical ProposalMicah Ironfalcon ArceñoNessuna valutazione finora
- Bahir Dar Uniiversity: Bahir Dar Institute of Technology (Bit) Faculty of Mechanical and Industrial EngineeringDocumento10 pagineBahir Dar Uniiversity: Bahir Dar Institute of Technology (Bit) Faculty of Mechanical and Industrial Engineeringabdulber kedirNessuna valutazione finora
- 1500MM Film Blowing Machine QuotationDocumento6 pagine1500MM Film Blowing Machine QuotationPearls of WisdomNessuna valutazione finora
- Metod-Offer-Vertex Group - 27.05.2017Documento32 pagineMetod-Offer-Vertex Group - 27.05.2017shaiyek taslimNessuna valutazione finora
- 1.1. SigDocumento4 pagine1.1. SigSaumik ShuvoNessuna valutazione finora
- Sales Manual 65SDocumento41 pagineSales Manual 65SgugiNessuna valutazione finora
- 2 SdsillerDocumento21 pagine2 SdsillerBagas Maulana SNessuna valutazione finora
- Quote For 1000L Per Hour Fresh Milk Complete Processing MachineDocumento8 pagineQuote For 1000L Per Hour Fresh Milk Complete Processing MachineMathias NsimbeNessuna valutazione finora
- Brosur WordDocumento20 pagineBrosur Wordu'LuppHa CLluNessuna valutazione finora
- HTHP Filter PressDocumento2 pagineHTHP Filter PressLaboratory TechnicianNessuna valutazione finora
- Various Construction MachinesDocumento32 pagineVarious Construction MachinesUTIFORMNessuna valutazione finora
- 1000LPH RO System Quotation - HinadaDocumento5 pagine1000LPH RO System Quotation - HinadaramzibtrNessuna valutazione finora
- 5L&20L Semi Automatic Bottle Blowing Machine 2023ZG0914Documento20 pagine5L&20L Semi Automatic Bottle Blowing Machine 2023ZG0914Cleaning is goodNessuna valutazione finora
- New Design Awg - 20211101Documento6 pagineNew Design Awg - 20211101sebjmzNessuna valutazione finora
- Manual 65S Eng.V6Documento35 pagineManual 65S Eng.V6gugiNessuna valutazione finora
- MTI PECVD SpecificationsDocumento2 pagineMTI PECVD SpecificationspvegaNessuna valutazione finora
- Petrodist 400 CCDocumento6 paginePetrodist 400 CCJoao FernándezNessuna valutazione finora
- Rotary Drum Dryer SystemsDocumento11 pagineRotary Drum Dryer SystemsfranciscoNessuna valutazione finora
- 1 - FLD-25 3D Printer Filament MachineDocumento11 pagine1 - FLD-25 3D Printer Filament MachineNitin PatilNessuna valutazione finora
- E7200 10 02 08 - D Type FilterDocumento8 pagineE7200 10 02 08 - D Type FiltermecambNessuna valutazione finora
- 12000GPDDocumento3 pagine12000GPDremuel alcaenNessuna valutazione finora
- 家用 Quotation 150LPH seawater desalination machineDocumento7 pagine家用 Quotation 150LPH seawater desalination machinexhinodreadNessuna valutazione finora
- Solar-Operated Submersible Pump System: GermanyDocumento7 pagineSolar-Operated Submersible Pump System: GermanyIvan RetamaNessuna valutazione finora
- PVC Suction Hose PlantDocumento2 paginePVC Suction Hose PlantAman SinghNessuna valutazione finora
- Pilodist: Petrodist 400 CCDocumento7 paginePilodist: Petrodist 400 CCWaheed ZebNessuna valutazione finora
- Dehumidifier Data Sheet CFZ-10Documento1 paginaDehumidifier Data Sheet CFZ-10Hedi Ben MohamedNessuna valutazione finora
- Process GuidlinesDocumento20 pagineProcess GuidlinesMKPashaPasha100% (4)
- Simuwu Catalogo PDFDocumento21 pagineSimuwu Catalogo PDFFBSBNessuna valutazione finora
- Commercial Offer About The PET Washing Line, Capacity 1000 KG/HDocumento13 pagineCommercial Offer About The PET Washing Line, Capacity 1000 KG/HAnkitNessuna valutazione finora
- CBO-20 PSA Oxygen GeneratorDocumento12 pagineCBO-20 PSA Oxygen GeneratorBSSPeruNessuna valutazione finora
- Mann+Hummel Protec GMBH: ConveyingDocumento8 pagineMann+Hummel Protec GMBH: ConveyingMUHAMMAD SHARIFNessuna valutazione finora
- Mobiliario SuperdtodoDocumento11 pagineMobiliario SuperdtodoBloqueado Boqueado BloqueadoNessuna valutazione finora
- Super Coater: Suitable ForDocumento4 pagineSuper Coater: Suitable ForYosses Sang NahkodaNessuna valutazione finora
- Al Badr - Proposal For 40,000 GPD Skid Mounted Reverse Osmosis PlantDocumento5 pagineAl Badr - Proposal For 40,000 GPD Skid Mounted Reverse Osmosis PlantJeya KumarNessuna valutazione finora
- TF4 Mar 20 06Documento6 pagineTF4 Mar 20 06DANIZACHNessuna valutazione finora
- CPP Cast Film Production LineDocumento9 pagineCPP Cast Film Production LineZaheer AbbasNessuna valutazione finora
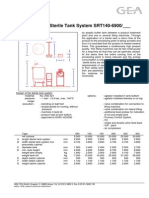
- Technical Data: Sterile Tank System SRT140-6900Documento2 pagineTechnical Data: Sterile Tank System SRT140-6900Luis Guillermo Echeverri LopezNessuna valutazione finora
- PVC Granuels Making Machine-ChinaDocumento12 paginePVC Granuels Making Machine-Chinapratikgarg03Nessuna valutazione finora
- Manual 35S EnglishDocumento41 pagineManual 35S EnglishgugiNessuna valutazione finora
- Sales Manual 35SDocumento47 pagineSales Manual 35SgugiNessuna valutazione finora
- TapelineDocumento4 pagineTapelineusmankhawaja100% (1)
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionDa EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionValutazione: 4.5 su 5 stelle4.5/5 (3)
- Theory and Technology of Multiscale Dispersed Particle Gel for In-Depth Profile ControlDa EverandTheory and Technology of Multiscale Dispersed Particle Gel for In-Depth Profile ControlNessuna valutazione finora
- Curriculum Vitae: Neves JalavuraDocumento1 paginaCurriculum Vitae: Neves JalavuraPaulo GomesNessuna valutazione finora
- Paulo Gomes ApplicationDocumento2 paginePaulo Gomes ApplicationPaulo GomesNessuna valutazione finora
- Resumgo: Education ProfileDocumento2 pagineResumgo: Education ProfilePaulo GomesNessuna valutazione finora
- 3D Artist ResumeDocumento1 pagina3D Artist ResumePaulo GomesNessuna valutazione finora
- ID Photo: Graphic DesignerDocumento2 pagineID Photo: Graphic DesignerPaulo GomesNessuna valutazione finora
- Experience: Job TitleDocumento2 pagineExperience: Job TitlePaulo GomesNessuna valutazione finora
- Free Resume TemplateDocumento1 paginaFree Resume TemplatePaulo GomesNessuna valutazione finora
- Foseg4 1.3 Vg7 950ne ' L - 7 Vg9 ": T Ef RDocumento2 pagineFoseg4 1.3 Vg7 950ne ' L - 7 Vg9 ": T Ef RPaulo GomesNessuna valutazione finora
- Jane Resumgo: ID PhotoDocumento2 pagineJane Resumgo: ID PhotoPaulo GomesNessuna valutazione finora
- J//CF / - $ Cy R Cjti: " ' (Vkvjl-1. - Yrsi'Ji'F 4Documento1 paginaJ//CF / - $ Cy R Cjti: " ' (Vkvjl-1. - Yrsi'Ji'F 4Paulo GomesNessuna valutazione finora
- Foseg4 1.3 Vg7 950ne ' L - 7 Vg9 ": T Ef RDocumento2 pagineFoseg4 1.3 Vg7 950ne ' L - 7 Vg9 ": T Ef RPaulo GomesNessuna valutazione finora
- Universiteit Van Pretoria Department of Civil and Bfosystems EngineeringDocumento1 paginaUniversiteit Van Pretoria Department of Civil and Bfosystems EngineeringPaulo GomesNessuna valutazione finora
- Universitelt Van Pretoria" Department of Civil Engineering: Pavement Design), Sgc7R1Documento1 paginaUniversitelt Van Pretoria" Department of Civil Engineering: Pavement Design), Sgc7R1Paulo GomesNessuna valutazione finora
- G7 Selected Layer G9 Subgrade The Following Results Were Calculated With Elsym5: Foseg4 1.3' V G7Documento2 pagineG7 Selected Layer G9 Subgrade The Following Results Were Calculated With Elsym5: Foseg4 1.3' V G7Paulo GomesNessuna valutazione finora
- Vehicle System/Component Service Notes Check Monthly Check Every 9 Months/ 9,000 MilesDocumento1 paginaVehicle System/Component Service Notes Check Monthly Check Every 9 Months/ 9,000 MilesPaulo GomesNessuna valutazione finora
- Universiteitvan Pretoria Department of Civil and Biosystems EngineeringDocumento2 pagineUniversiteitvan Pretoria Department of Civil and Biosystems EngineeringPaulo GomesNessuna valutazione finora
- Power Systems Protection Course: Al-Balqa Applied UniversityDocumento25 paginePower Systems Protection Course: Al-Balqa Applied UniversityPIOS CHICKENNessuna valutazione finora
- Reels: CatalogueDocumento24 pagineReels: CatalogueMatteo BaldassariNessuna valutazione finora
- Grizzly G1495 Wood Lathe ManualDocumento28 pagineGrizzly G1495 Wood Lathe ManualtullamoremikeNessuna valutazione finora
- Application of Chain Drive and It's Selection MethodDocumento21 pagineApplication of Chain Drive and It's Selection MethodYogesh B0% (1)
- Zener DiodeDocumento15 pagineZener DiodeEEE M.AASTHIKANessuna valutazione finora
- A Low Power CMOS-Based VCO Design With I-MOS Varactor Tuning ControlDocumento14 pagineA Low Power CMOS-Based VCO Design With I-MOS Varactor Tuning ControlChilaka JayaramNessuna valutazione finora
- Wearable Biosensors 1222865689459971 8Documento19 pagineWearable Biosensors 1222865689459971 8Amrita MohapatraNessuna valutazione finora
- Spark Plugs&Wires GuideDocumento204 pagineSpark Plugs&Wires Guidelongtrandang5867Nessuna valutazione finora
- Nexans 24602Documento3 pagineNexans 24602MohanNessuna valutazione finora
- Timberland RanchDocumento28 pagineTimberland Ranchrob_crowell_1Nessuna valutazione finora
- Product Manual 36641 (Revision H) : Governor Oil Heat Exchanger For PG & EG GovernorsDocumento10 pagineProduct Manual 36641 (Revision H) : Governor Oil Heat Exchanger For PG & EG GovernorsMussardNessuna valutazione finora
- Eline / Slick Line Pressure Control: ConocophillipsDocumento33 pagineEline / Slick Line Pressure Control: ConocophillipsLawNessuna valutazione finora
- 3500B and 3500B High Displacement Generator Sets Electrical SystemDocumento2 pagine3500B and 3500B High Displacement Generator Sets Electrical SystemAliHabesNessuna valutazione finora
- Fire Pump Set Technical InformationDocumento3 pagineFire Pump Set Technical InformationLEONEL SOTTONessuna valutazione finora
- The Ratio of Voltage and Electric Current in A Closed CircuitDocumento12 pagineThe Ratio of Voltage and Electric Current in A Closed Circuitzunaira123478% (9)
- EtraLED-EDI-7050 Edison Modular Passive Star LED Heat Sink Φ70mmDocumento3 pagineEtraLED-EDI-7050 Edison Modular Passive Star LED Heat Sink Φ70mmleoNessuna valutazione finora
- Agilent 5DX: Site Preparation ManualDocumento41 pagineAgilent 5DX: Site Preparation ManualEricJavierSanchezVargasNessuna valutazione finora
- D182/D183/D184 Point To Point Diagram (1/2) : Junction/Inverter UnitDocumento27 pagineD182/D183/D184 Point To Point Diagram (1/2) : Junction/Inverter UnitFernando GuarínNessuna valutazione finora
- Exrun: Valve Actuators With Continuous ControlDocumento4 pagineExrun: Valve Actuators With Continuous ControlAqeelah RashidiNessuna valutazione finora
- Metalworking ToolsDocumento6 pagineMetalworking ToolsHoai nam100% (1)
- Data Sheet: Website: HTTP://WWW - Fluidtech.co - ZaDocumento1 paginaData Sheet: Website: HTTP://WWW - Fluidtech.co - ZamohamedNessuna valutazione finora
- CWF075 PDFDocumento2 pagineCWF075 PDFYanilda SolorzanoNessuna valutazione finora
- FreebitcoDocumento1 paginaFreebitcozizou londonNessuna valutazione finora
- Epson C4-Series Robot Manual (r16)Documento256 pagineEpson C4-Series Robot Manual (r16)Produccion TAMNessuna valutazione finora
- Building Utilities Module 2 Lesson 3Documento7 pagineBuilding Utilities Module 2 Lesson 3Bryan ManlapigNessuna valutazione finora
- AirdDocumento3 pagineAirdDiaz RANessuna valutazione finora
- ItlogDocumento11 pagineItlogkrazyyy chanNessuna valutazione finora
- Wireless Headphones: CautionDocumento2 pagineWireless Headphones: CautionkfctcoNessuna valutazione finora
- Apc Surt 1-20kvaDocumento4 pagineApc Surt 1-20kvaVivek BhardwajNessuna valutazione finora
- (Shassis) TV2KY ChinoDocumento10 pagine(Shassis) TV2KY ChinoAngel ContrerasNessuna valutazione finora