Potrebbero piacerti anche
- CAIRN-TSG-L-SP-0011-B2-Specification For Application of Torque For Flange JointsDocumento13 pagineCAIRN-TSG-L-SP-0011-B2-Specification For Application of Torque For Flange JointsShivashankar Durga MedisettiNessuna valutazione finora
- Offshoredesignmanual PDFDocumento155 pagineOffshoredesignmanual PDFalekyaNessuna valutazione finora
- 90 Days Look Ahead Plan 27-02-2014Documento187 pagine90 Days Look Ahead Plan 27-02-2014Vijayshanker GuptaNessuna valutazione finora
- Cac Da C A PTSC M CDocumento15 pagineCac Da C A PTSC M CtaddeoNessuna valutazione finora
- Advisian Business Process - MAINDocumento10 pagineAdvisian Business Process - MAINDavid PrastyanNessuna valutazione finora
- MEP-P-ES-002-Standard Design Requirements For Piping SystemsDocumento19 pagineMEP-P-ES-002-Standard Design Requirements For Piping SystemsElias EliasNessuna valutazione finora
- Barge and Vessel Principle DimensionsDocumento2 pagineBarge and Vessel Principle DimensionsAnggara HermawanNessuna valutazione finora
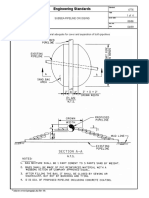
- 4776 Subsea Pipeline CrossingDocumento4 pagine4776 Subsea Pipeline CrossingLorenaNessuna valutazione finora
- Engineering Management in Offshore Projects Uten Film 4Documento40 pagineEngineering Management in Offshore Projects Uten Film 4limresNessuna valutazione finora
- Introduction To The Gina Krog Topside EPCH ProjectDocumento4 pagineIntroduction To The Gina Krog Topside EPCH ProjectmohanNessuna valutazione finora
- Omcl Management of ChangesDocumento7 pagineOmcl Management of ChangesHans LeupoldNessuna valutazione finora
- Spec 2021-02 A00Documento54 pagineSpec 2021-02 A00Anoop GokhaleNessuna valutazione finora
- Turret MooringsDocumento3 pagineTurret Mooringsjo0% (1)
- Spec SCAPSA PDFDocumento7 pagineSpec SCAPSA PDFGustavo FamaNessuna valutazione finora
- Design Basis Memorandum1Documento166 pagineDesign Basis Memorandum1AnaNessuna valutazione finora
- 2004-D-Piping SpecialitiesDocumento24 pagine2004-D-Piping Specialitiessids82Nessuna valutazione finora
- MOU Jan22Documento8 pagineMOU Jan22Sujith Madatt ParambuNessuna valutazione finora
- WBI T06 Rev00 Management of ChangeDocumento2 pagineWBI T06 Rev00 Management of ChangeKunal SinghNessuna valutazione finora
- J P Kenny BrochureDocumento16 pagineJ P Kenny BrochurechinemeikeNessuna valutazione finora
- Design and Engineering Manual - Application of Technicals.Documento26 pagineDesign and Engineering Manual - Application of Technicals.dauodNessuna valutazione finora
- Road Crossing Specification PDFDocumento15 pagineRoad Crossing Specification PDFSend Mail100% (1)
- Kamalakannan Resume (01!08!2018)Documento5 pagineKamalakannan Resume (01!08!2018)Kamalakannan AyyaduraiNessuna valutazione finora
- Sharan JSWDocumento30 pagineSharan JSWLAXMI GUNTUKNessuna valutazione finora
- Gryphon FPSO and Incident FactsheetDocumento3 pagineGryphon FPSO and Incident Factsheetyalçın_dalgıçNessuna valutazione finora
- S 000 5316 201 (Underground Pipe Design Rev.1)Documento9 pagineS 000 5316 201 (Underground Pipe Design Rev.1)Midhun K ChandraboseNessuna valutazione finora
- Subsea Pipeline Engineering (Indonesia) - ElisaDocumento5 pagineSubsea Pipeline Engineering (Indonesia) - ElisaMheErdiantoNessuna valutazione finora
- 7 Standardisering I Statoil - KlempDocumento17 pagine7 Standardisering I Statoil - KlempJUNGPHNessuna valutazione finora
- Standards Publication: DOC NO: QP-GDL-S-031 Revision 1Documento10 pagineStandards Publication: DOC NO: QP-GDL-S-031 Revision 1Deepak Kannan100% (1)
- p2c2 ProgressmeasurementDocumento19 paginep2c2 ProgressmeasurementicetesterNessuna valutazione finora
- Pages From 3300 E 000 CN PRO 00834 00 D - 02U - Test Pack ManagementDocumento1 paginaPages From 3300 E 000 CN PRO 00834 00 D - 02U - Test Pack ManagementAlfonNessuna valutazione finora
- Ramel Ornales Construction SuperintendentDocumento6 pagineRamel Ornales Construction SuperintendentIndustrial WeldersNessuna valutazione finora
- Con DuctbankDocumento25 pagineCon DuctbankLimuel EspirituNessuna valutazione finora
- Project Standards and Specifications Subcontracting Procedure Rev01webDocumento4 pagineProject Standards and Specifications Subcontracting Procedure Rev01webimran shaukatNessuna valutazione finora
- Firewater Pumphouse PackagesDocumento21 pagineFirewater Pumphouse PackagesJames Zhang100% (1)
- FPSO Design and Conversion-A Designer ApproachDocumento21 pagineFPSO Design and Conversion-A Designer ApproachDzakyHaidar100% (1)
- OTC13999 Development For A Deep Sea FPSO Suitable For The GoMDocumento8 pagineOTC13999 Development For A Deep Sea FPSO Suitable For The GoMAnil ChananaNessuna valutazione finora
- Plant LayoutDocumento8 paginePlant Layoutrsmallwood395895100% (1)
- Otc19676 SurfDocumento0 pagineOtc19676 SurfAnonymous OFP2ygPIdNessuna valutazione finora
- Design: Floating Offshore Platform: December 2020Documento18 pagineDesign: Floating Offshore Platform: December 2020jeremytoh89Nessuna valutazione finora
- Eng Ineering Definit Ion Project EngineeringDocumento18 pagineEng Ineering Definit Ion Project EngineeringLeman IbishovaNessuna valutazione finora
- Safety Shower PDFDocumento7 pagineSafety Shower PDFnaveen142Nessuna valutazione finora
- Project Schedule W 334Documento4 pagineProject Schedule W 334Ranjan KumarNessuna valutazione finora
- 20samarat Annd1Documento35 pagine20samarat Annd1Prabhakar Tiwari100% (1)
- FPSO Operational Problems: Don Smith OGPDocumento20 pagineFPSO Operational Problems: Don Smith OGPAleksandr FilonenkoNessuna valutazione finora
- Aa 036007 001Documento1 paginaAa 036007 001narutothunderjet216Nessuna valutazione finora
- MP-HSEQ-JD - Batch 2 Topside HSE Supervisor - OffshoreDocumento3 pagineMP-HSEQ-JD - Batch 2 Topside HSE Supervisor - Offshoredwi ari wNessuna valutazione finora
- Commissioning and Progress System IntegratedDocumento19 pagineCommissioning and Progress System IntegratedvrajakisoriDasiNessuna valutazione finora
- Sevan Stabilized PlatformDocumento34 pagineSevan Stabilized PlatformIzatul NadiaNessuna valutazione finora
- Acronyms Used in Offshore ConstructionDocumento32 pagineAcronyms Used in Offshore ConstructionDaniel De Assis ItaborahyNessuna valutazione finora
- Permanent Mooring System Wire Rope, Sockets, Pins and Connectors For Deepwater Floating Structures (Based On Dnv-Os-E304)Documento18 paginePermanent Mooring System Wire Rope, Sockets, Pins and Connectors For Deepwater Floating Structures (Based On Dnv-Os-E304)yvNessuna valutazione finora
- Module Fabricator SOW Rev.0Documento32 pagineModule Fabricator SOW Rev.0mohamedyosrymohamed100% (1)
- QP-ENG-STD-018 Rev.00Documento54 pagineQP-ENG-STD-018 Rev.00p.abdulameen12340% (1)
- Value Of Work Done A Complete Guide - 2020 EditionDa EverandValue Of Work Done A Complete Guide - 2020 EditionNessuna valutazione finora
- IBM Maximo Asset Configuration Manager A Complete Guide - 2020 EditionDa EverandIBM Maximo Asset Configuration Manager A Complete Guide - 2020 EditionNessuna valutazione finora
- CAIRN TSG Y SP 0013 B1 Specification For External Coating of Line PipesDocumento23 pagineCAIRN TSG Y SP 0013 B1 Specification For External Coating of Line PipesKRUNAL SHAHNessuna valutazione finora
- CAIRN TSG L SP 0009 B1 Specification For General WeldingDocumento21 pagineCAIRN TSG L SP 0009 B1 Specification For General WeldingsumeshNessuna valutazione finora
- Specification For Inspection, Flushing and Testing of Piping System (HydroTesting)Documento9 pagineSpecification For Inspection, Flushing and Testing of Piping System (HydroTesting)SrinivasNessuna valutazione finora
- CAIRN-TSG-L-SP-0006-B2-Insulation (Piping)Documento31 pagineCAIRN-TSG-L-SP-0006-B2-Insulation (Piping)Shivashankar Durga MedisettiNessuna valutazione finora
- CAIRN-TSG-M-SP-0026-B1-Specification For Basket FilterDocumento10 pagineCAIRN-TSG-M-SP-0026-B1-Specification For Basket FilterMurli RamchandranNessuna valutazione finora
- CAIRN TSG L SP 0005 B1 Specification For Painting (Piping & Structural)Documento13 pagineCAIRN TSG L SP 0005 B1 Specification For Painting (Piping & Structural)S. Mark100% (1)
- Is 383 - 2016Documento21 pagineIs 383 - 2016L V Laxmipathi Rao83% (40)
- CCC Experience CertDocumento1 paginaCCC Experience CertMahesh Pandit PanditNessuna valutazione finora
- Rtfi CertDocumento1 paginaRtfi CertMahesh Pandit PanditNessuna valutazione finora
- Cover Letter For SR QC Welding NDT EngineerDocumento2 pagineCover Letter For SR QC Welding NDT EngineerMahesh Pandit PanditNessuna valutazione finora
- NDT L-III Specialist, RTFI Inspector, Sr. welding/NDE Engineer, SR NDT L-III Co-OrdinatorDocumento12 pagineNDT L-III Specialist, RTFI Inspector, Sr. welding/NDE Engineer, SR NDT L-III Co-OrdinatorMahesh Pandit Pandit100% (2)
- Device Technology For Nanoscale III-V Compound Semiconductor Field Effect TransistorsDocumento161 pagineDevice Technology For Nanoscale III-V Compound Semiconductor Field Effect TransistorsRaghu Vamsi ChavaliNessuna valutazione finora
- UntitledDocumento10 pagineUntitledRoger OliveiraNessuna valutazione finora
- Methods For Design & Sability Ug ExcavationDocumento67 pagineMethods For Design & Sability Ug Excavationbishal pradhanNessuna valutazione finora
- Urban Transformers Safety and Environmental ChallengesDocumento8 pagineUrban Transformers Safety and Environmental ChallengesNicodemus Ervino MandalaNessuna valutazione finora
- 2014 - A.H. GalamaDocumento13 pagine2014 - A.H. GalamaThong NguyenNessuna valutazione finora
- New Microsoft Excel WorksheetDocumento4 pagineNew Microsoft Excel WorksheetRaheel Neo AhmadNessuna valutazione finora
- Heat ExchangersDocumento49 pagineHeat Exchangersbluelion_19100% (1)
- Canada SCC Mexico Nyce or Nom United States NRTLDocumento5 pagineCanada SCC Mexico Nyce or Nom United States NRTLHamza saeedNessuna valutazione finora
- Drymix Mortar Yearbook 2019: IdmmcDocumento8 pagineDrymix Mortar Yearbook 2019: Idmmcnagesh raoNessuna valutazione finora
- Inorganic Chemistry 2-1Documento48 pagineInorganic Chemistry 2-1Oliver JumaNessuna valutazione finora
- Determination of Acid-Insoluble Residue in Biomass: Standard Test Method ForDocumento3 pagineDetermination of Acid-Insoluble Residue in Biomass: Standard Test Method ForMadhanNessuna valutazione finora
- Answer: Q1: What Is Plasma?Documento7 pagineAnswer: Q1: What Is Plasma?حنين حسن شعبانNessuna valutazione finora
- Ebook Membranes 2013Documento577 pagineEbook Membranes 2013sergiogonzalez371375% (4)
- Laboratory Autoclaves IcanclaveDocumento8 pagineLaboratory Autoclaves IcanclaveХачатрян ГеворгNessuna valutazione finora
- Hospital Waste Management PolicyDocumento3 pagineHospital Waste Management PolicyMary Jean GelitoNessuna valutazione finora
- Mock Board ExamDocumento4 pagineMock Board ExamJay BahulayNessuna valutazione finora
- ASME SB-338 (2013) - В-338-10е1 - eng.Documento9 pagineASME SB-338 (2013) - В-338-10е1 - eng.TetianaNessuna valutazione finora
- Lista MateriałówDocumento7 pagineLista MateriałówVanessa KowalskaNessuna valutazione finora
- ENV - DAO - 2000-81 Ra 8749Documento39 pagineENV - DAO - 2000-81 Ra 8749Йонас РуэлNessuna valutazione finora
- Datasheet MOGUL LPDF PDFDocumento2 pagineDatasheet MOGUL LPDF PDFSUDARSHAN dAWNessuna valutazione finora
- Reverse OsmosisDocumento4 pagineReverse OsmosisKiran ShresthaNessuna valutazione finora
- MicroDocumento3 pagineMicroPrince MoniNessuna valutazione finora
- Freeze Dryer Lyophilisation FishDocumento4 pagineFreeze Dryer Lyophilisation FishcouvrefeuNessuna valutazione finora
- EPF3701 - Lec8 ClosuresDocumento57 pagineEPF3701 - Lec8 ClosuresMuhd Khairul AmriNessuna valutazione finora
- TH-005-Examples of Chapter Five PDFDocumento7 pagineTH-005-Examples of Chapter Five PDFLinda LCNessuna valutazione finora
- Control Plan For Zinc Flake CoatingDocumento3 pagineControl Plan For Zinc Flake Coatingx y100% (1)
- ALLWEILER-Pump GK 796451 CWH 250-500 GB PDFDocumento8 pagineALLWEILER-Pump GK 796451 CWH 250-500 GB PDFGeorge_Wabag_2014100% (1)
- Kajian Kadar Optimum Laterit Material: Cut-Off Pada Nikel Penjualan Bentuk MentahDocumento6 pagineKajian Kadar Optimum Laterit Material: Cut-Off Pada Nikel Penjualan Bentuk MentahHary AntoNessuna valutazione finora
- Journal of Constructional Steel Research: Dongxu Li, Brian Uy, Farhad Aslani, Chao HouDocumento17 pagineJournal of Constructional Steel Research: Dongxu Li, Brian Uy, Farhad Aslani, Chao HouMahmoudAlyNessuna valutazione finora
- Coating and CorrosionDocumento76 pagineCoating and CorrosionIntegridad de Equipos y Gestión de Activos Nelcam100% (1)