Potrebbero piacerti anche
- Business Plan For Artificial JewelryDocumento20 pagineBusiness Plan For Artificial Jewelryheena zubairNessuna valutazione finora
- Excel Template Machine Wise Production Capacity v.2Documento9 pagineExcel Template Machine Wise Production Capacity v.2pankaj66668100% (1)
- Samples Inspection ReportDocumento5 pagineSamples Inspection ReportArun GuptaNessuna valutazione finora
- Flow Chart For New Enquiry HandlingDocumento1 paginaFlow Chart For New Enquiry HandlingVinod Sale100% (1)
- Equipment Calibration Record ChartDocumento3 pagineEquipment Calibration Record ChartNatarajan MurugesanNessuna valutazione finora
- Work Instruction - Plate CuttingDocumento11 pagineWork Instruction - Plate Cuttingbalakumar rajaram0% (1)
- Assignment: South Eastern University of Sri LankaDocumento12 pagineAssignment: South Eastern University of Sri LankaHasanthikaNessuna valutazione finora
- RMC - Hiware Bazar - Mamaearth - Rural Marketing StrategyDocumento18 pagineRMC - Hiware Bazar - Mamaearth - Rural Marketing StrategySwati MalpaniNessuna valutazione finora
- Hass Planning Year 3 Term 2Documento3 pagineHass Planning Year 3 Term 2api-505532021Nessuna valutazione finora
- Rahul Vs State of UP Moot COURT CASE PetitionerDocumento12 pagineRahul Vs State of UP Moot COURT CASE PetitionerRiddhi Furia100% (1)
- 03.master List of Procedure YI-ID NDocumento1 pagina03.master List of Procedure YI-ID NFendiNessuna valutazione finora
- ISO Process PlanDocumento1 paginaISO Process PlanTeti AzrilNessuna valutazione finora
- Sampling PlanDocumento9 pagineSampling PlanBalvinder SinghNessuna valutazione finora
- ISO/IEC 17025:2017 Internal Auditor: TUV India Training AcademyDocumento1 paginaISO/IEC 17025:2017 Internal Auditor: TUV India Training AcademyKamalaNessuna valutazione finora
- 23.sop - HRDDocumento4 pagine23.sop - HRDrishi gautamNessuna valutazione finora
- Production Validation TemplateDocumento1 paginaProduction Validation Templatesathyabalaraman100% (1)
- Vendor Registration FormDocumento3 pagineVendor Registration FormCorrosion FactoryNessuna valutazione finora
- Production Validation TemplateDocumento1 paginaProduction Validation TemplatesathyabalaramanNessuna valutazione finora
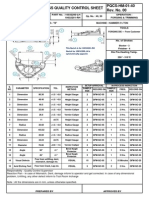
- PQCS Tube Flange Rough - ForgingDocumento1 paginaPQCS Tube Flange Rough - ForgingBalram JiNessuna valutazione finora
- Resume. ShyamDocumento3 pagineResume. Shyamsunder2006Nessuna valutazione finora
- F-05 Corrective Action FormDocumento1 paginaF-05 Corrective Action Formsuhara hussainNessuna valutazione finora
- BGL-FM-HR-38 Training Cum Effectiveness Record 01Documento2 pagineBGL-FM-HR-38 Training Cum Effectiveness Record 01Mohit SinghNessuna valutazione finora
- Document NumberingDocumento8 pagineDocument NumberingRaja RehaNessuna valutazione finora
- Nabtesco - Annual Appraisal Sheet (For Manager & Above) 2021Documento10 pagineNabtesco - Annual Appraisal Sheet (For Manager & Above) 2021Kiran AmboreNessuna valutazione finora
- Sintex Bapl LTD Quality Procedure Manual: Customer Satisfaction Feedback FormDocumento1 paginaSintex Bapl LTD Quality Procedure Manual: Customer Satisfaction Feedback FormJitesh KumarNessuna valutazione finora
- F-PD-11 Tool Development Plan (Micro Plan)Documento3 pagineF-PD-11 Tool Development Plan (Micro Plan)Trivesh SharmaNessuna valutazione finora
- BudgetingDocumento4 pagineBudgetingSapaNessuna valutazione finora
- Hardrock Attachments Pvt. LTD.: Preventive Maintenance ChecklistDocumento1 paginaHardrock Attachments Pvt. LTD.: Preventive Maintenance ChecklistSandeep KumarNessuna valutazione finora
- Daily Production Record FormatDocumento2 pagineDaily Production Record FormatVishal Deshmukh100% (1)
- Preventive CHK List Mig PDFDocumento1 paginaPreventive CHK List Mig PDFSandeep KumarNessuna valutazione finora
- FIR-garments PDFDocumento4 pagineFIR-garments PDFTarun PariharNessuna valutazione finora
- Samrudh: SOP Preparation by Checked by Approved by Authorised byDocumento10 pagineSamrudh: SOP Preparation by Checked by Approved by Authorised byirshadNessuna valutazione finora
- Fmea CastingDocumento4 pagineFmea CastingSuraj RawatNessuna valutazione finora
- Vendor Inspection Results Aal Inspection Results: Sample Description (Please Tick) For Aal RefDocumento3 pagineVendor Inspection Results Aal Inspection Results: Sample Description (Please Tick) For Aal RefAmit KumarNessuna valutazione finora
- Function Statement: QC&A DepartmentDocumento3 pagineFunction Statement: QC&A DepartmentMohamed100% (1)
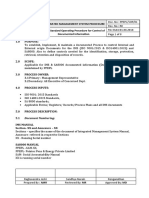
- Monitoring and Assessment Quality Objectives - Form - Admin.2Documento3 pagineMonitoring and Assessment Quality Objectives - Form - Admin.2Vanny Joyce BaluyutNessuna valutazione finora
- Chemical Compatibility ChartDocumento13 pagineChemical Compatibility ChartManuel Mendez GomezNessuna valutazione finora
- Responsibility and Authority - QMSDocumento47 pagineResponsibility and Authority - QMSDisha Shah50% (2)
- Corrective Action Request (CAR)Documento2 pagineCorrective Action Request (CAR)Yoepy WijayaNessuna valutazione finora
- SUPPLIER Supplier - Self - Assessment - 2015 PDFDocumento6 pagineSUPPLIER Supplier - Self - Assessment - 2015 PDFOwenevan EvanowenNessuna valutazione finora
- MF Group of Industries: RISK MANAGEMENT-CORE PROCESS - Product InspectionDocumento1 paginaMF Group of Industries: RISK MANAGEMENT-CORE PROCESS - Product InspectionRohit VishwakarmaNessuna valutazione finora
- Hi-Tech Engineering: Supplier Rating FormDocumento1 paginaHi-Tech Engineering: Supplier Rating FormVinod Sale100% (1)
- QAP K-HouseDocumento4 pagineQAP K-HouseAbhinash TamangNessuna valutazione finora
- Procedure For Top Management and Management Review: Input / Output Diagram ControlsDocumento4 pagineProcedure For Top Management and Management Review: Input / Output Diagram ControlsmuthuselvanNessuna valutazione finora
- Iso DoccumentDocumento10 pagineIso DoccumentNavnath TamhaneNessuna valutazione finora
- Centurion Power Cables (P) LTD.: Control of DocumentDocumento4 pagineCenturion Power Cables (P) LTD.: Control of DocumenttriveshNessuna valutazione finora
- Sr. No. Metric Goal Data Source Base Line: TallbrosDocumento3 pagineSr. No. Metric Goal Data Source Base Line: TallbrosVikas KashyapNessuna valutazione finora
- SPC Chart BlankDocumento1 paginaSPC Chart BlankbowlinglmNessuna valutazione finora
- Mangement Review FormatsDocumento7 pagineMangement Review FormatsAnkur DhirNessuna valutazione finora
- LSAI SQA Manual FileDocumento39 pagineLSAI SQA Manual FileSivakumar L100% (1)
- Name of Employee: Performance Evaluation FormDocumento5 pagineName of Employee: Performance Evaluation FormShemu PlcNessuna valutazione finora
- Calibration Schedule Y2020Documento4 pagineCalibration Schedule Y2020kamil renovanNessuna valutazione finora
- Supplier Audit Check SheetDocumento5 pagineSupplier Audit Check SheetMotive Post100% (2)
- Procedure For Evaluation and SelectionDocumento2 pagineProcedure For Evaluation and SelectionSharif KhanNessuna valutazione finora
- Quality RequirementsDocumento26 pagineQuality RequirementsDilip PatilNessuna valutazione finora
- Master List of DocumentDocumento2 pagineMaster List of Documentmygoo0% (1)
- Quality Circle - EM58M - AUQCCDocumento75 pagineQuality Circle - EM58M - AUQCCpverma02Nessuna valutazione finora
- KPI - Goal Sheet - CONSULTANT - 2022 - FSTech v1.0Documento4 pagineKPI - Goal Sheet - CONSULTANT - 2022 - FSTech v1.0Shivani BajpaiNessuna valutazione finora
- Audit ComplianceDocumento1 paginaAudit ComplianceNitin SharmaNessuna valutazione finora
- MSA FormatDocumento4 pagineMSA FormatSaurabh PhandNessuna valutazione finora
- Joncryl 678 TDSDocumento2 pagineJoncryl 678 TDSAllen Kam100% (1)
- 4m Change & Ecn NoteDocumento1 pagina4m Change & Ecn NoteAnurag ChaudharyNessuna valutazione finora
- TKW Fasteners ProfileDocumento37 pagineTKW Fasteners ProfileRishi GautamNessuna valutazione finora
- In Process InspectionDocumento4 pagineIn Process InspectionSuraj RawatNessuna valutazione finora
- Objectives (2019 20)Documento2 pagineObjectives (2019 20)Sekar KrishNessuna valutazione finora
- Sop On Apqp & Ppap WRT Iatf 16949-2016Documento1 paginaSop On Apqp & Ppap WRT Iatf 16949-2016balakumar rajaram100% (1)
- Quality Procedure Procedure For Weld RepairDocumento1 paginaQuality Procedure Procedure For Weld Repairbalakumar rajaramNessuna valutazione finora
- Welding Inspector - Welding InspectorDocumento1 paginaWelding Inspector - Welding Inspectorbalakumar rajaramNessuna valutazione finora
- Preparation and Control of WeldingDocumento3 paginePreparation and Control of Weldingbalakumar rajaramNessuna valutazione finora
- Control of Welding ConsumablesDocumento2 pagineControl of Welding Consumablesbalakumar rajaramNessuna valutazione finora
- Welding QuestionsDocumento10 pagineWelding Questionsbalakumar rajaram100% (1)
- Cum SL - No Month Num T1 SectionDocumento3 pagineCum SL - No Month Num T1 Sectionbalakumar rajaramNessuna valutazione finora
- TOOLFAB UT ProcedureDocumento24 pagineTOOLFAB UT Procedurebalakumar rajaram100% (1)
- Toolfab Engineering Industries (P) LTD: Magnetic Particle Testing ProcedureDocumento9 pagineToolfab Engineering Industries (P) LTD: Magnetic Particle Testing Procedurebalakumar rajaramNessuna valutazione finora
- NyayabindutikaDocumento163 pagineNyayabindutikaJinyue LiuNessuna valutazione finora
- RRL - Perceived Effects of Laissez-Faire in Research Group SatisfactionDocumento39 pagineRRL - Perceived Effects of Laissez-Faire in Research Group SatisfactionMark Darrel PerezNessuna valutazione finora
- Curdev TesdaDocumento11 pagineCurdev Tesdabenchcab3873Nessuna valutazione finora
- Syllabus TemplateDocumento10 pagineSyllabus TemplateJoemar GagnaoNessuna valutazione finora
- Purdue OWL AnnotatedDocumento6 paginePurdue OWL AnnotatedbvwdavisNessuna valutazione finora
- Typical Standard Details Traffic Calming Measures: City of TshwaneDocumento1 paginaTypical Standard Details Traffic Calming Measures: City of Tshwanescelo butheleziNessuna valutazione finora
- Reflection PaperDocumento2 pagineReflection Paperapi-491789791Nessuna valutazione finora
- Letter From The KCSDADocumento3 pagineLetter From The KCSDAWWMTNessuna valutazione finora
- How To Calculate A Severity RateDocumento2 pagineHow To Calculate A Severity RateMohammed MinhajNessuna valutazione finora
- Understanding Local NetworksDocumento16 pagineUnderstanding Local NetworksJeff OrdinalNessuna valutazione finora
- The Business Case For Process SafetyDocumento24 pagineThe Business Case For Process SafetyzainonayraNessuna valutazione finora
- Anuj CV LatestDocumento2 pagineAnuj CV LatestanujrawatNessuna valutazione finora
- Strengths:-: Brand EquityDocumento4 pagineStrengths:-: Brand EquityHasnain AhmadNessuna valutazione finora
- MAR201 Consumer Behavior - UEH-ISB - Unit Guide - Thu NguyenDocumento15 pagineMAR201 Consumer Behavior - UEH-ISB - Unit Guide - Thu NguyenMyNessuna valutazione finora
- Electric ReportDocumento33 pagineElectric ReportAkshay bypNessuna valutazione finora
- Upper Intermediate: KeynoteDocumento2 pagineUpper Intermediate: KeynoteLexieNessuna valutazione finora
- Cultural Variations and Social Differences (Gender) Gender and Gender RolesDocumento26 pagineCultural Variations and Social Differences (Gender) Gender and Gender RolesAnonymousNessuna valutazione finora
- Things Fall Apart Essay 2Documento4 pagineThings Fall Apart Essay 2api-320311544100% (1)
- SM27T LC Ren Usaf 2019Documento2 pagineSM27T LC Ren Usaf 2019Stavatti Aerospace Ltd100% (1)
- Principles of Management Mg2351 Anna University Question BankDocumento4 paginePrinciples of Management Mg2351 Anna University Question BankjeebalaNessuna valutazione finora
- Business Law Exam 3 ReviewDocumento13 pagineBusiness Law Exam 3 ReviewShoma GhoshNessuna valutazione finora
- Case - GotDocumento6 pagineCase - GotPratik PatilNessuna valutazione finora
- Ashlee Dillingham Teach Resume 2 1Documento2 pagineAshlee Dillingham Teach Resume 2 1api-547670474Nessuna valutazione finora
- Leader Mai Kieu LienDocumento2 pagineLeader Mai Kieu LienÁnh NguyệtNessuna valutazione finora
- Directory of Key Officials: Consolidated by The Knowledge Management and Information Service (KMIS)Documento15 pagineDirectory of Key Officials: Consolidated by The Knowledge Management and Information Service (KMIS)josephNessuna valutazione finora