Potrebbero piacerti anche
- Macropoxy 646 PrimerDocumento4 pagineMacropoxy 646 PrimerFiorela TerronesNessuna valutazione finora
- HT Auromastic 90 HR Rev.03Documento3 pagineHT Auromastic 90 HR Rev.03Brayan Silva Robles100% (1)
- ZINC CLAD IV 80 - HTDocumento4 pagineZINC CLAD IV 80 - HTJackelin Mayra100% (1)
- 5.2 Zinc Clad IIDocumento4 pagine5.2 Zinc Clad IIorqh007100% (1)
- Iponlac 331Documento4 pagineIponlac 331Juan Eduardo PF100% (1)
- Macropoxy 851Documento4 pagineMacropoxy 851Luis Miguel Cervantes Huanca100% (1)
- 6.2 Zinc Clad 60Documento4 pagine6.2 Zinc Clad 60Cesar Tineo Salazar0% (1)
- FT Z 02004 Zinc Clad IVDocumento4 pagineFT Z 02004 Zinc Clad IVmanosesNessuna valutazione finora
- EpomaxDocumento3 pagineEpomaxSaul Antayhua0% (1)
- Ft.e11299 - Mist CoatDocumento2 pagineFt.e11299 - Mist CoatFrancisco Silva Toledo80% (5)
- 6.3 Zinc Clad IV PEDocumento4 pagine6.3 Zinc Clad IV PEArnaldoNessuna valutazione finora
- 3m Liquid Epoxy Coating 323 TraduccionDocumento2 pagine3m Liquid Epoxy Coating 323 Traduccionjuan100% (1)
- Anexo J-STD API 653 (2020)Documento4 pagineAnexo J-STD API 653 (2020)VICTOR ANDRES SEGOVIA CANALESNessuna valutazione finora
- FT l04280 FirecontrolDocumento0 pagineFT l04280 Firecontrolrodrigo_1627Nessuna valutazione finora
- BT Anticorrosivo Epomar BDocumento5 pagineBT Anticorrosivo Epomar BDeninson Rojas100% (1)
- Jethane 650 HsDocumento2 pagineJethane 650 HsAnonymous 9N0VnXNessuna valutazione finora
- Antic. Epoxy Zinc BDocumento14 pagineAntic. Epoxy Zinc BCecilia Guerra AburtoNessuna valutazione finora
- HT Epomax Ultra 100 Rev 1119Documento2 pagineHT Epomax Ultra 100 Rev 1119Alex Calizaya G100% (1)
- 3.4 Macropoxy 646 PDFDocumento4 pagine3.4 Macropoxy 646 PDFCarlos HadesNessuna valutazione finora
- Ficha Técnica - Duraplate 301W PDFDocumento4 pagineFicha Técnica - Duraplate 301W PDFNelson Marcelo Vera MendozaNessuna valutazione finora
- Detergente Galvanizado X80-1Documento2 pagineDetergente Galvanizado X80-1Cristian TapiaNessuna valutazione finora
- Pintura de Acabado - Ultramastic - 850 - HSHBDocumento2 paginePintura de Acabado - Ultramastic - 850 - HSHBrooseveltNessuna valutazione finora
- CERTIFICADO DE ACREDITACION DE EXPERIENCIA MopDocumento3 pagineCERTIFICADO DE ACREDITACION DE EXPERIENCIA MopMarcello Rondanelli100% (1)
- HT Rethane Hs 650 Rev0220Documento2 pagineHT Rethane Hs 650 Rev0220Roģêř CołâņâNessuna valutazione finora
- Sumadur FC HS Plus - EsDocumento2 pagineSumadur FC HS Plus - EscesarNessuna valutazione finora
- ECP-VIN-P-MET-FT-006 Formato P-7 Precomisionamiento de Tubería - Lista de Chequeo Post-PruebaDocumento2 pagineECP-VIN-P-MET-FT-006 Formato P-7 Precomisionamiento de Tubería - Lista de Chequeo Post-PruebaLeonardo RodriguezNessuna valutazione finora
- Procedimiento de Revestimiento en FríoDocumento3 pagineProcedimiento de Revestimiento en FríoLuis Cuenca García100% (5)
- U04730T Acrolon 7300 Rev 8-2017 Edición 6 PDFDocumento2 pagineU04730T Acrolon 7300 Rev 8-2017 Edición 6 PDFlovaldes62Nessuna valutazione finora
- Registro de PinturaDocumento2 pagineRegistro de PinturaBrayanRojasNessuna valutazione finora
- Procedimiento de Instalacion de AislamientosDocumento3 pagineProcedimiento de Instalacion de AislamientosCesar Eugenio Sanhueza ValdebenitoNessuna valutazione finora
- b.Z01620P - Fast Zinc ReinforcedDocumento2 pagineb.Z01620P - Fast Zinc ReinforcedVictor Hugo Bustos Beltran100% (5)
- Epomax HB 85 Gris Ral 7035 Certificado de CalidadDocumento1 paginaEpomax HB 85 Gris Ral 7035 Certificado de CalidadFreddy Taipe CruNessuna valutazione finora
- Rigging Plan de Pipe Rack Rev.0Documento21 pagineRigging Plan de Pipe Rack Rev.0Antonio Aguilar PalominoNessuna valutazione finora
- HDS DiluyenteDocumento4 pagineHDS Diluyentefclp16Nessuna valutazione finora
- Ficha Tecnica Esmalte EpoxicoDocumento3 pagineFicha Tecnica Esmalte Epoxicojose alberto olaya peñaNessuna valutazione finora
- MSDS Diluyente Poliuretano RennerDocumento2 pagineMSDS Diluyente Poliuretano RennerFreddy Taipe Cru0% (1)
- PT-OP-037-00 Pruebas Spart Tester Parches Membrana HDPE Feb 2019Documento4 paginePT-OP-037-00 Pruebas Spart Tester Parches Membrana HDPE Feb 2019Jorge Sáez Villagrán100% (1)
- BT Inorganico de Zinc Rezinc DFT 900Documento3 pagineBT Inorganico de Zinc Rezinc DFT 900MaricelSoledadTorrijosZuñigaNessuna valutazione finora
- 3.1 Duraplate UHS TS PDFDocumento4 pagine3.1 Duraplate UHS TS PDFAdrián Gómez León100% (2)
- Sumaterm 550 HsDocumento3 pagineSumaterm 550 HsJohann Alexander Caballero Bohorquez100% (1)
- Zinc Clad 60Documento4 pagineZinc Clad 60Aldo Yabar50% (2)
- Guia de Sistemas - Renner Coatings - MineriaDocumento10 pagineGuia de Sistemas - Renner Coatings - Mineriabracilides82Nessuna valutazione finora
- Defectos PinturaDocumento3 pagineDefectos PinturaJANO100% (2)
- Sherwin Williams - Tank Clad HSDocumento4 pagineSherwin Williams - Tank Clad HSDan Ayala100% (1)
- Hds Catalizador Macropoxy 851Documento13 pagineHds Catalizador Macropoxy 851Genesis Alejandra Mancilla Caniu100% (1)
- 2-Matriz de Riesgos TOUCH UPDocumento20 pagine2-Matriz de Riesgos TOUCH UPAndimac Contrucciones100% (1)
- Macropoxy 851 A y BDocumento15 pagineMacropoxy 851 A y BLMiguelPinto100% (2)
- Duraplate 301W: Protective & Marine CoatingsDocumento4 pagineDuraplate 301W: Protective & Marine CoatingsMariela Tabata Calizaya ChipanaNessuna valutazione finora
- Procedimiento para El Montaje de TanqueDocumento14 pagineProcedimiento para El Montaje de TanqueArturex OrbeNessuna valutazione finora
- Z02331 IponzincDocumento4 pagineZ02331 IponzincOliver Quezada InostrozaNessuna valutazione finora
- Acrolon 218 Hs Poliuretano AcrilicoDocumento2 pagineAcrolon 218 Hs Poliuretano AcrilicoFernando PintoNessuna valutazione finora
- H2 - Registro de Pruebas de MangueraDocumento3 pagineH2 - Registro de Pruebas de MangueraRichardNessuna valutazione finora
- 3A5002-7-ECJ-5-PT-008 - PRC DE PINTURA de TuberiasDocumento34 pagine3A5002-7-ECJ-5-PT-008 - PRC DE PINTURA de TuberiasRichitzoNessuna valutazione finora
- MSDS - Duraplate 301W - Parte ADocumento12 pagineMSDS - Duraplate 301W - Parte AMadetin100% (1)
- Particulas Magneticas Secas #8a RedDocumento3 pagineParticulas Magneticas Secas #8a RedCynthia CabreraNessuna valutazione finora
- RA-26 ModDocumento6 pagineRA-26 ModEnergio las floresNessuna valutazione finora
- Sumatane 355 PDFDocumento2 pagineSumatane 355 PDFSidnei Todt de Carvalho100% (1)
- 5.1 Sumatane HsDocumento4 pagine5.1 Sumatane HsFranklin David Cruz SipraNessuna valutazione finora
- MFER-0819 PINTURA EPOXICA AMARILLA - FT y MSDSDocumento17 pagineMFER-0819 PINTURA EPOXICA AMARILLA - FT y MSDSJose Huañap RiverosNessuna valutazione finora
- My PDFDocumento4 pagineMy PDFDanielNessuna valutazione finora
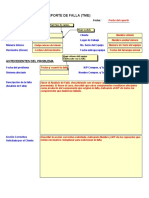
- Reporte de Falla - GarantiaDocumento5 pagineReporte de Falla - GarantiaWladimir Franz Rodríguez SaloméNessuna valutazione finora
- Los Actos de Investigación en La Escena de CrimenDocumento40 pagineLos Actos de Investigación en La Escena de Crimenelenagarcia78Nessuna valutazione finora
- 1.2 Cerebro Del Niño PDFDocumento15 pagine1.2 Cerebro Del Niño PDFKatrina BowenNessuna valutazione finora
- Guía 6Documento9 pagineGuía 6Brigette AvilaNessuna valutazione finora
- Analisis Vertical y Horizontal Del Estado de Resultados 12Documento6 pagineAnalisis Vertical y Horizontal Del Estado de Resultados 12Fany Esperanza Castro PalominoNessuna valutazione finora
- Guía Catalinasss Plan Lector 5°básico PDFDocumento11 pagineGuía Catalinasss Plan Lector 5°básico PDFPaulina JimenezNessuna valutazione finora
- Tarea 3 Sistema de Ecuaciones Lineales, Rectas y PlanosDocumento16 pagineTarea 3 Sistema de Ecuaciones Lineales, Rectas y Planosvaleria50% (8)
- Chaves - Diseño y Comunicación, Teorías y Enfoques Críticos (Reseña)Documento8 pagineChaves - Diseño y Comunicación, Teorías y Enfoques Críticos (Reseña)judaco1Nessuna valutazione finora
- Conclusiones y Recomendaciones Del Taller CobertizosDocumento4 pagineConclusiones y Recomendaciones Del Taller CobertizosAnonymous TAvVwX100% (1)
- 005384D Guia Oliver TwistDocumento20 pagine005384D Guia Oliver TwistZoraida Alvarez Pozas100% (4)
- FIS Campo Electrico 4Documento11 pagineFIS Campo Electrico 4Sergio Andres Rojo VeraNessuna valutazione finora
- La Lectoescritura A Través Del Aprendizaje Con OtrosDocumento143 pagineLa Lectoescritura A Través Del Aprendizaje Con OtrosManuel OchoaNessuna valutazione finora
- Proyecto Escolar - Feria de CienciaDocumento4 pagineProyecto Escolar - Feria de Cienciafreddy87100% (2)
- Formulariodemanda - de - Pension 2016 PDFDocumento4 pagineFormulariodemanda - de - Pension 2016 PDFAnonymous xf8W6LNessuna valutazione finora
- Guía 1 PEIDocumento10 pagineGuía 1 PEIJessica HernándezNessuna valutazione finora
- Manual para El Manejo de Corrales de Incubacion de Huevos de Tortugas Marinas PDFDocumento25 pagineManual para El Manejo de Corrales de Incubacion de Huevos de Tortugas Marinas PDFserroc100% (2)
- Informe Tecnico QuiruvilcaDocumento16 pagineInforme Tecnico QuiruvilcaRichard DavilaNessuna valutazione finora
- Piletas Del CuscoDocumento5 paginePiletas Del CuscoGonzalo FernandezNessuna valutazione finora
- Séptimo 1Documento6 pagineSéptimo 1annier cordoba gonzalezNessuna valutazione finora
- Nueva Herramientas de Recopilacion y Mejora de ProcesosDocumento19 pagineNueva Herramientas de Recopilacion y Mejora de Procesosdaniels2020Nessuna valutazione finora
- Entrega 3 RSEDocumento11 pagineEntrega 3 RSEcieris gomez cortesNessuna valutazione finora
- Nanotecnologia en El AceroDocumento20 pagineNanotecnologia en El AceroerickferbNessuna valutazione finora
- Intrumental QuirurgicoDocumento5 pagineIntrumental QuirurgicoJuan Antonio Catemaxca AnteleNessuna valutazione finora
- Tutorial Canario CriolloDocumento8 pagineTutorial Canario CriolloPandaCell67% (3)
- Business Model CanvasDocumento1 paginaBusiness Model CanvasSalvador GonzálezNessuna valutazione finora
- Planificación Lenguaje Unidad 1 4° A 2023Documento7 paginePlanificación Lenguaje Unidad 1 4° A 2023Marcela QuilodranNessuna valutazione finora
- Economía II. Bloque II. Actividades 6, 7, 8 y 9.Documento6 pagineEconomía II. Bloque II. Actividades 6, 7, 8 y 9.Gustavo MartínezNessuna valutazione finora
- Curso ManoloDocumento1 paginaCurso ManoloJosé Fernando Villatoro LópezNessuna valutazione finora
- Informe de Practica de CafeDocumento15 pagineInforme de Practica de CafeSERGIO ALBERTO CAMPOS VELASCONessuna valutazione finora
- Guía de Trabajo N°8 Historia 2° Básico 25 Al 29 de MayoDocumento3 pagineGuía de Trabajo N°8 Historia 2° Básico 25 Al 29 de MayoSanti Las BrisasNessuna valutazione finora