Potrebbero piacerti anche
- DC Machines SyllabusDocumento19 pagineDC Machines SyllabusVijaya Bhasker0% (1)
- Same s80 EngDocumento432 pagineSame s80 EngSabadsag DariusNessuna valutazione finora
- 01 - 4 Test Report For Power Transformer 1Documento7 pagine01 - 4 Test Report For Power Transformer 1PUSHPARAJ MAURYANessuna valutazione finora
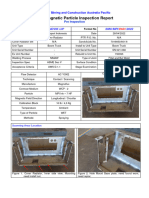
- 109.8181.MPI - Pre.Unit.730395.Cover RadiatorDocumento2 pagine109.8181.MPI - Pre.Unit.730395.Cover RadiatorHerr Ddiman100% (1)
- KG982-ONT-PR-OGT-DS-00001 - Process Datasheet For Gas Separators - Rev.ADocumento5 pagineKG982-ONT-PR-OGT-DS-00001 - Process Datasheet For Gas Separators - Rev.Asumit kumarNessuna valutazione finora
- United Caravan Trading and Contracting (Oil & Gas Division) : Initial Equipment Inspection ReportDocumento1 paginaUnited Caravan Trading and Contracting (Oil & Gas Division) : Initial Equipment Inspection Reportfali2006Nessuna valutazione finora
- MAN Series EnginesDocumento3 pagineMAN Series EnginesNico LomibaoNessuna valutazione finora
- Welding Procecure SpecificationDocumento9 pagineWelding Procecure SpecificationNwoha PeterNessuna valutazione finora
- MS-MP00018 Dead Ship Start-Up and Blackout Restart Procedures For BW Joko Tole Revised 10.11.2020Documento16 pagineMS-MP00018 Dead Ship Start-Up and Blackout Restart Procedures For BW Joko Tole Revised 10.11.2020Imam Saja Dech100% (1)
- Anti-Heeling Pump ManualDocumento13 pagineAnti-Heeling Pump ManualAndrey BogorodskiyNessuna valutazione finora
- Plant TS PVB El Evd LPF 001 00Documento18 paginePlant TS PVB El Evd LPF 001 00rahul rNessuna valutazione finora
- Troubleshooting Komatsu ExcavatorDocumento5 pagineTroubleshooting Komatsu ExcavatorLatif Sukmawan93% (30)
- Sample FET To ISO 15848-1 PDFDocumento4 pagineSample FET To ISO 15848-1 PDFVivi Oktavianti100% (1)
- L.P.T Reports.Documento12 pagineL.P.T Reports.Shaikh AdilNessuna valutazione finora
- Sample Transformer Life Assessment SheetDocumento10 pagineSample Transformer Life Assessment SheetMuhammed Zubair NNessuna valutazione finora
- QASCO CommissioningTest ReportDocumento13 pagineQASCO CommissioningTest ReportstglNessuna valutazione finora
- 4000046273-PGCA-EA-C09-004 - 5.2 - 1 - Control NarrativeDocumento47 pagine4000046273-PGCA-EA-C09-004 - 5.2 - 1 - Control Narrativerajindo1Nessuna valutazione finora
- PJ-0231-004-IMA-6002-22-0 (Restriction Orifice Plates)Documento2 paginePJ-0231-004-IMA-6002-22-0 (Restriction Orifice Plates)Construction Projects100% (1)
- Listo de Kits Atlas Copco Z 2009Documento11 pagineListo de Kits Atlas Copco Z 2009Roberto ZevallosNessuna valutazione finora
- Instruction For RBP250-3 and RBP300-3: Anti-Heeling PumpDocumento13 pagineInstruction For RBP250-3 and RBP300-3: Anti-Heeling PumpJan MaarschalkerweerdNessuna valutazione finora
- HPT Stage 1 Blades and Duct SegmentsDocumento28 pagineHPT Stage 1 Blades and Duct SegmentsArabyAbdel Hamed SadekNessuna valutazione finora
- Performance Analysis of Microturbine SystemDocumento5 paginePerformance Analysis of Microturbine SystemNikhil MhatukadeNessuna valutazione finora
- Pneumatics Festo DidacticDocumento218 paginePneumatics Festo Didacticvab88100% (6)
- Vv216a-109-A-808 - 07 - 0001 - Bolt Tightening ProcedureDocumento17 pagineVv216a-109-A-808 - 07 - 0001 - Bolt Tightening Proceduretonful143Nessuna valutazione finora
- LPP-30-W4-DS-202-R Rev.4 Instrument Air Dryer Package Unit Data SheetDocumento4 pagineLPP-30-W4-DS-202-R Rev.4 Instrument Air Dryer Package Unit Data SheetNyssaMaurillaNessuna valutazione finora
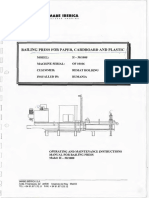
- Presa Nemetalice - Imabe Iberica - Part 1Documento107 paginePresa Nemetalice - Imabe Iberica - Part 1Dragos ComanNessuna valutazione finora
- Derbi Senda - Revue Technique - Anglais PDFDocumento72 pagineDerbi Senda - Revue Technique - Anglais PDFVarasdi Bálint100% (1)
- NDT RT PDFDocumento13 pagineNDT RT PDFck19654840Nessuna valutazione finora
- Customer Complaint Log 2019Documento13 pagineCustomer Complaint Log 2019Vikas KunduNessuna valutazione finora
- BB2 Rev03Documento8 pagineBB2 Rev03Ahmed El-AzharyNessuna valutazione finora
- SE730185 PB Screen DelationDocumento20 pagineSE730185 PB Screen DelationakeelNessuna valutazione finora
- RP 18 MPT 001 TCR AlupcoDocumento3 pagineRP 18 MPT 001 TCR AlupcoRonel John Rodriguez CustodioNessuna valutazione finora
- PO 44403 EE2 003 - Redline - 3Documento29 paginePO 44403 EE2 003 - Redline - 3Max Antonio AllccacoNessuna valutazione finora
- Technical Data NoticeDocumento5 pagineTechnical Data NoticeMuzaffar ShaukatNessuna valutazione finora
- 110-KA-701B Maint ReportDocumento15 pagine110-KA-701B Maint ReportDIPANKAR LALANessuna valutazione finora
- RCA For 581XV2031 and 581XV2032 RCA - Area 7 R1Documento7 pagineRCA For 581XV2031 and 581XV2032 RCA - Area 7 R1moin06314Nessuna valutazione finora
- 2B40208-2 Capacity TestDocumento8 pagine2B40208-2 Capacity Testameya gawadeNessuna valutazione finora
- 2.TSR Finish041cv - Energy Baru Riau703700 (Main Pump Leak)Documento9 pagine2.TSR Finish041cv - Energy Baru Riau703700 (Main Pump Leak)Adhe Sanjaya KusumaNessuna valutazione finora
- MTPL-OM-PPM-CL-003 - PPM Checklist For AFUDocumento2 pagineMTPL-OM-PPM-CL-003 - PPM Checklist For AFUVeerendra YduvanshiNessuna valutazione finora
- Document Title: Revision: Vendor Rev.: Facility Identifier: Discipline: Document Type: Project Doc. Number: Vendor Doc. NumberDocumento34 pagineDocument Title: Revision: Vendor Rev.: Facility Identifier: Discipline: Document Type: Project Doc. Number: Vendor Doc. Numberrajindo1Nessuna valutazione finora
- Mpi Lube Tank 6000l 05Documento3 pagineMpi Lube Tank 6000l 05Peter StanleyNessuna valutazione finora
- Sierracom N233DB 50214 - 50214-74444Documento41 pagineSierracom N233DB 50214 - 50214-74444gerezairNessuna valutazione finora
- Work Order: VN 23515383 6 - MiscellaneousDocumento2 pagineWork Order: VN 23515383 6 - MiscellaneoushungphanNessuna valutazione finora
- Halliburton Multi Chem Batch Plant Project: Purchase Order/Contract NumberDocumento7 pagineHalliburton Multi Chem Batch Plant Project: Purchase Order/Contract NumberTahseen Ahmed100% (1)
- 11.112.11.C-0017-2 C32-O&M Manual Seawater PumpDocumento132 pagine11.112.11.C-0017-2 C32-O&M Manual Seawater PumprodrigourrutiaaNessuna valutazione finora
- Pedro Serio-Ventura 2020.04.0 3 10:50:17 +02'00'Documento3 paginePedro Serio-Ventura 2020.04.0 3 10:50:17 +02'00'sidiNessuna valutazione finora
- SWC Mec DTS P001abDocumento9 pagineSWC Mec DTS P001abAlonso1593Nessuna valutazione finora
- VPC Erection, Installation, Commissioning, Operation and Maintenance Procedures For Lubricated Plug Valves - Inverted TypeDocumento16 pagineVPC Erection, Installation, Commissioning, Operation and Maintenance Procedures For Lubricated Plug Valves - Inverted TypeXmanyeyNessuna valutazione finora
- SCPF-PETW-NTS-P-01001 - Rev0 - Technical Note - Impact of WaterDocumento7 pagineSCPF-PETW-NTS-P-01001 - Rev0 - Technical Note - Impact of WaterSEGUNNessuna valutazione finora
- AFM-IMP-OKL-G10-00078-R01 Overpressure Protection of AP Condensate Flash Drum From Fuel Gas SystemDocumento18 pagineAFM-IMP-OKL-G10-00078-R01 Overpressure Protection of AP Condensate Flash Drum From Fuel Gas SystemYousuf Nasser ALAbriNessuna valutazione finora
- Adobe Scan Jun 15, 2022Documento1 paginaAdobe Scan Jun 15, 2022Younik VideosNessuna valutazione finora
- Emergency Air FailureDocumento17 pagineEmergency Air Failureabhrrajjit SANessuna valutazione finora
- Repair Report After Disassemble Formosa 71e55242 - 73e21876Documento10 pagineRepair Report After Disassemble Formosa 71e55242 - 73e21876Xuan TruongNessuna valutazione finora
- 08572-Trht-Ms-Ppfm003-A06-003 - e General Arrangement Drawing Filtered Raw Water Storage TankDocumento3 pagine08572-Trht-Ms-Ppfm003-A06-003 - e General Arrangement Drawing Filtered Raw Water Storage TankSamer ArousNessuna valutazione finora
- Pune Gasparts and Services Pvt. LTD.,: QuotationDocumento1 paginaPune Gasparts and Services Pvt. LTD.,: QuotationshaileshNessuna valutazione finora
- Mobile Crane 130 TonDocumento6 pagineMobile Crane 130 TonMd. Nazrul IslamNessuna valutazione finora
- WS 003 Workshop WorksheetDocumento2 pagineWS 003 Workshop WorksheetsamyghallabNessuna valutazione finora
- 605a PDFDocumento15 pagine605a PDFNasr PooyaNessuna valutazione finora
- 4b.20hkbh 25 j3 ChargingDocumento4 pagine4b.20hkbh 25 j3 Chargingravi kalariaNessuna valutazione finora
- RG Series Main Aircraft Battery Component Maintenance ManualDocumento3 pagineRG Series Main Aircraft Battery Component Maintenance ManualJudy LopezNessuna valutazione finora
- Ns2 Yt01 P0sha 120002 Ab (Intake Facility) - Motor Data SheetDocumento62 pagineNs2 Yt01 P0sha 120002 Ab (Intake Facility) - Motor Data Sheettrong ngoc PhanNessuna valutazione finora
- JNK Heaters Co. LTD.: Liquid Penetrant ExaminationDocumento4 pagineJNK Heaters Co. LTD.: Liquid Penetrant ExaminationUzorNessuna valutazione finora
- NB 215 - 1) N2 Plan ManualDocumento30 pagineNB 215 - 1) N2 Plan Manualionut nicolaeNessuna valutazione finora
- 08572-Trht-Ms-Ppfm003-A06-004 - D General Arrangement Drawing Lean Amine Surge TankDocumento3 pagine08572-Trht-Ms-Ppfm003-A06-004 - D General Arrangement Drawing Lean Amine Surge TankSamer ArousNessuna valutazione finora
- 1B 40208-2 ChargingDocumento5 pagine1B 40208-2 Chargingravi kalariaNessuna valutazione finora
- MDB Index SampleDocumento5 pagineMDB Index SampleAlpha DekoNessuna valutazione finora
- Checklist Fire StopDocumento9 pagineChecklist Fire StopAnonymous DMdGdsOENessuna valutazione finora
- SP - DS LSDocumento5 pagineSP - DS LSsakhr fahdNessuna valutazione finora
- Specification - Api 610 / Iso 13709 10 Edition - Centrifugal Pumps For Petroleum, Petrochemical and Natural GasDocumento28 pagineSpecification - Api 610 / Iso 13709 10 Edition - Centrifugal Pumps For Petroleum, Petrochemical and Natural GasjaseelNessuna valutazione finora
- ThermodynamicProperties PDFDocumento20 pagineThermodynamicProperties PDFVikas KunduNessuna valutazione finora
- Sheet Metal WorkingDocumento5 pagineSheet Metal WorkingVikas KunduNessuna valutazione finora
- Bubble PowerDocumento20 pagineBubble PowerVikas KunduNessuna valutazione finora
- Basic Screw Thread Terminology: (Back To Contents)Documento1 paginaBasic Screw Thread Terminology: (Back To Contents)Vikas KunduNessuna valutazione finora
- 6twa 1972Documento45 pagine6twa 1972Vikas KunduNessuna valutazione finora
- Change Change: Our Ways. Our WorldDocumento2 pagineChange Change: Our Ways. Our WorldVikas KunduNessuna valutazione finora
- Array: Passing Arrays As Function Arguments in CDocumento10 pagineArray: Passing Arrays As Function Arguments in CVikas KunduNessuna valutazione finora
- Part No/ Rev NoDocumento2 paginePart No/ Rev NoVikas Kundu100% (1)
- Internal Combustion Engine: I.C. Engines ME 4803Documento7 pagineInternal Combustion Engine: I.C. Engines ME 4803Vikas KunduNessuna valutazione finora
- Temperature ControllerDocumento4 pagineTemperature ControllerVikas KunduNessuna valutazione finora
- Resume of Vishwadeep VatsDocumento3 pagineResume of Vishwadeep VatsVikas KunduNessuna valutazione finora
- 1ST YearDocumento5 pagine1ST YearVikas KunduNessuna valutazione finora
- Shivpuri Halduchaur Haldwani Uttrakhand-263139: TH THDocumento2 pagineShivpuri Halduchaur Haldwani Uttrakhand-263139: TH THVikas KunduNessuna valutazione finora
- Date: 01/04/2020 Mumbai For ICICI Securities Limited. Yours Faithfully, PlaceDocumento2 pagineDate: 01/04/2020 Mumbai For ICICI Securities Limited. Yours Faithfully, PlaceVikas KunduNessuna valutazione finora
- THE Classical Period: Classical Music and Its FormsDocumento20 pagineTHE Classical Period: Classical Music and Its FormsVikas KunduNessuna valutazione finora
- Reengineering: Matthew HoytDocumento23 pagineReengineering: Matthew HoytVikas KunduNessuna valutazione finora
- Music in The Classical Period: Franz Joseph Haydn & Wolfgang Amadeus MozartDocumento19 pagineMusic in The Classical Period: Franz Joseph Haydn & Wolfgang Amadeus MozartVikas KunduNessuna valutazione finora
- Address & Communication: Quality EngineerDocumento4 pagineAddress & Communication: Quality EngineerVikas KunduNessuna valutazione finora
- Vivek Kundu: Haldwani, Nainital, Uttarakhand (India) 7310709284Documento2 pagineVivek Kundu: Haldwani, Nainital, Uttarakhand (India) 7310709284Vikas KunduNessuna valutazione finora
- Ipt Report (Sample)Documento18 pagineIpt Report (Sample)Murughesh MurughesanNessuna valutazione finora
- Vance - Antonio LACAYANGA - ASSESSMENT TESTDocumento7 pagineVance - Antonio LACAYANGA - ASSESSMENT TESTAyuguNessuna valutazione finora
- Manual Reloj PumaDocumento59 pagineManual Reloj PumaKevin Zúñiga50% (2)
- Gas Force Analysis With Considering Connecting Rod WeightDocumento12 pagineGas Force Analysis With Considering Connecting Rod WeightBoovendra VarmanNessuna valutazione finora
- S.No Questions Level Competence: Bethlahem Institute of EngineeringDocumento8 pagineS.No Questions Level Competence: Bethlahem Institute of EngineeringNIKASH maniNessuna valutazione finora
- Secadores de AireDocumento4 pagineSecadores de Aireramsi17100% (1)
- Knots 2 UGear WarningDocumento7 pagineKnots 2 UGear Warningrocketbob8704100% (1)
- Peerless Pump Company Vertical Turbine Pumps Enclosed Line Shaft Construction Installation, Operation and Maintenance InstructionsDocumento23 paginePeerless Pump Company Vertical Turbine Pumps Enclosed Line Shaft Construction Installation, Operation and Maintenance InstructionsMuhammad ZainNessuna valutazione finora
- Navfac P-307 (Jun2006)Documento330 pagineNavfac P-307 (Jun2006)cabsashNessuna valutazione finora
- 1 - Drilling Tapping MachinesDocumento28 pagine1 - Drilling Tapping MachinesaurabloodNessuna valutazione finora
- 2017 NEC Table of ContentsDocumento124 pagine2017 NEC Table of ContentsFaheem PP13Nessuna valutazione finora
- Catalog EnglishDocumento56 pagineCatalog EnglishDiseño 5Nessuna valutazione finora
- Ravenol Hls Sae 5W-30Documento3 pagineRavenol Hls Sae 5W-30Robert RindasuNessuna valutazione finora
- Single Phase Ac Synchronous MotorDocumento160 pagineSingle Phase Ac Synchronous MotordeepaNessuna valutazione finora
- Final Year ProjectDocumento52 pagineFinal Year ProjectMohamed A. HusseinNessuna valutazione finora
- C08G - Genex 6093-EDS-002 Gas Generator Data SheetDocumento28 pagineC08G - Genex 6093-EDS-002 Gas Generator Data SheetAmr SherifNessuna valutazione finora
- Nissan 370Z: 3.7 PETROL Periodic MaintenanceDocumento3 pagineNissan 370Z: 3.7 PETROL Periodic MaintenanceMichael KaneNessuna valutazione finora
- 3-1 RA 8495 Article IDocumento27 pagine3-1 RA 8495 Article ICollano M. Noel RogieNessuna valutazione finora
- 36 Talas rc2 1Documento23 pagine36 Talas rc2 1Juan Manuel AcebedoNessuna valutazione finora
- Full AssemblyDocumento1 paginaFull AssemblybenNessuna valutazione finora