Potrebbero piacerti anche
- AWS Catalog 2017 Winter SpringDocumento52 pagineAWS Catalog 2017 Winter SpringPilar Medrano MenaNessuna valutazione finora
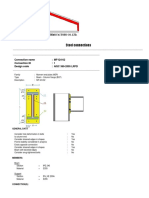
- Steel Connections: Connection Name: MF-I24-02 Connection ID: 1 Design Code: AISC 360-2005 LRFDDocumento12 pagineSteel Connections: Connection Name: MF-I24-02 Connection ID: 1 Design Code: AISC 360-2005 LRFDmalikasalNessuna valutazione finora
- Skeletal System: - Composed of The Body's Bones and Associated Ligaments, Tendons, and Cartilages. - FunctionsDocumento66 pagineSkeletal System: - Composed of The Body's Bones and Associated Ligaments, Tendons, and Cartilages. - FunctionsDenver TanhuanNessuna valutazione finora
- Structural Calculation For Directly Welded Flange FR Moment Connection (Beam-To-Column Flange)Documento10 pagineStructural Calculation For Directly Welded Flange FR Moment Connection (Beam-To-Column Flange)danieldumapitNessuna valutazione finora
- 7104 ReportDocumento88 pagine7104 ReportDesign TeamNessuna valutazione finora
- Shear Wave PDFDocumento6 pagineShear Wave PDFcutefrenzyNessuna valutazione finora
- New Microsoft Office Word DocumentDocumento9 pagineNew Microsoft Office Word DocumentKhalid PerwezNessuna valutazione finora
- 5storey Bldg.Documento400 pagine5storey Bldg.markeesNessuna valutazione finora
- SpliceDocumento17 pagineSpliceSh MNNessuna valutazione finora
- AISC Properties MM GPP 2017Documento87 pagineAISC Properties MM GPP 2017Pablo García PeñaNessuna valutazione finora
- Field Manual For Bridge Paint InspectionDocumento40 pagineField Manual For Bridge Paint InspectionSethulo Sean Moyo100% (1)
- Chapter 3B. Welded Connections: CE4: Design of Steel Structures - Prof. Dr. A. VarmaDocumento14 pagineChapter 3B. Welded Connections: CE4: Design of Steel Structures - Prof. Dr. A. VarmaGNessuna valutazione finora
- Staircase Waist SlabDocumento5 pagineStaircase Waist SlabVarsha Jog-KanetkarNessuna valutazione finora
- Data Unfactored LoadDocumento10 pagineData Unfactored LoadElakiya RajanNessuna valutazione finora
- Design of Secondary Beams For U.D.L Proj.-Lab (Upper Flange Is Considered To Be Effectively Held) Dimensions of BeamDocumento6 pagineDesign of Secondary Beams For U.D.L Proj.-Lab (Upper Flange Is Considered To Be Effectively Held) Dimensions of BeamRakesh SharmaNessuna valutazione finora
- Are You Really Ready To Take A CWI SeminarDocumento3 pagineAre You Really Ready To Take A CWI SeminarJerryNessuna valutazione finora
- Section 2 - Thread - BasicsDocumento27 pagineSection 2 - Thread - BasicsChris MedeirosNessuna valutazione finora
- Discovering Welding PolarityDocumento2 pagineDiscovering Welding PolarityShafiq AhmadNessuna valutazione finora
- XTD ForceDocumento7 pagineXTD ForceZULFIKAR AZANNessuna valutazione finora
- Sub-Soil Investigation: For Proposed Construction of Unit Mess at Sap 4 BN., Kasba, Raiganj, Uttar DinajpurDocumento23 pagineSub-Soil Investigation: For Proposed Construction of Unit Mess at Sap 4 BN., Kasba, Raiganj, Uttar DinajpurVictorChakrabortyNessuna valutazione finora
- Technical Specs PDFDocumento12 pagineTechnical Specs PDFcsolanki6586100% (1)
- AWS Material Trace AbilityDocumento2 pagineAWS Material Trace AbilitySanthosh NairNessuna valutazione finora
- M. N. Dastur: 8S Company (P) LTD, KolkataDocumento151 pagineM. N. Dastur: 8S Company (P) LTD, KolkataHari SankarNessuna valutazione finora
- Is11817 1986Documento9 pagineIs11817 1986Wanda BeasleyNessuna valutazione finora
- Rub NewDocumento72 pagineRub New906rahulNessuna valutazione finora
- ExcelSheetForCalculationPurposeOnly To MR Subburaman 29 04 23Documento4 pagineExcelSheetForCalculationPurposeOnly To MR Subburaman 29 04 23slipformNessuna valutazione finora
- Larsen & Toubro Limited: 1. Sectional PropertiesDocumento8 pagineLarsen & Toubro Limited: 1. Sectional Propertiesprajjwal patidarNessuna valutazione finora
- AWS Resources For Engineers: Monitoring and Control of Welding and JoiningDocumento36 pagineAWS Resources For Engineers: Monitoring and Control of Welding and JoiningLázaro Magaña MartínezNessuna valutazione finora
- FFB2Documento8 pagineFFB2prajjwal patidarNessuna valutazione finora
- AWS Weld Symbol BasicsDocumento3 pagineAWS Weld Symbol Basicschairul anwarNessuna valutazione finora
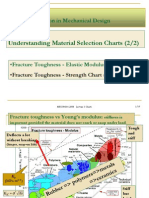
- Caceres-L3 Understanding Materials Selection ChartsDocumento23 pagineCaceres-L3 Understanding Materials Selection ChartsUngku Mohd RafiqNessuna valutazione finora
- Welding Joint Design & Welding Symbols - Chapter #5Documento21 pagineWelding Joint Design & Welding Symbols - Chapter #5JACKMAAAANessuna valutazione finora
- Welding SymbolsDocumento78 pagineWelding Symbolsuttamtm100% (1)
- Movin LDDocumento5 pagineMovin LDAhmed AjelNessuna valutazione finora
- US Navy Engineering Aid BasicsDocumento41 pagineUS Navy Engineering Aid BasicsteddyNessuna valutazione finora
- Design of Ss Connection v.2Documento68 pagineDesign of Ss Connection v.2markespinoNessuna valutazione finora
- Load Calculation: Static Water PressureDocumento18 pagineLoad Calculation: Static Water PressureSheikh Mizanur RahmanNessuna valutazione finora
- Metrology Lab w2014Documento15 pagineMetrology Lab w2014ObaidNessuna valutazione finora
- Determine The Bearing Plate DimensionsDocumento9 pagineDetermine The Bearing Plate DimensionsNiranjan ShresthaNessuna valutazione finora
- Section 23 B Visual Welding Inspection Practical FormsDocumento17 pagineSection 23 B Visual Welding Inspection Practical FormsS GoudaNessuna valutazione finora
- Lecture14 - Design and Detailing of RC Frames-Is13920 - Part-4 - BEAM-COLUMN-JOINTSDocumento7 pagineLecture14 - Design and Detailing of RC Frames-Is13920 - Part-4 - BEAM-COLUMN-JOINTSRahul SehgalNessuna valutazione finora
- Stress Check For E.J PierDocumento29 pagineStress Check For E.J PierVasu Deva Rao ChilukuriNessuna valutazione finora
- Weld Cost Calc XL1.3.2mmDocumento3 pagineWeld Cost Calc XL1.3.2mmDhimas Surya NegaraNessuna valutazione finora
- Structural DrawingsDocumento17 pagineStructural Drawingskmilo1978Nessuna valutazione finora
- Result Summary - Overall: Moment Connection - Beam Splice Code AISC 360-16 LRFDDocumento6 pagineResult Summary - Overall: Moment Connection - Beam Splice Code AISC 360-16 LRFDMichenerparkNessuna valutazione finora
- Thursday, June 20, 2019, 07:28 AM: Page 1 of 226 E:/Kuliah/Semester IV/PBTS/Tugas Besar/YI - AnlDocumento3 pagineThursday, June 20, 2019, 07:28 AM: Page 1 of 226 E:/Kuliah/Semester IV/PBTS/Tugas Besar/YI - AnlRyandhon GyandhaniNessuna valutazione finora
- Lab Manual WeldingDocumento83 pagineLab Manual Weldingknizam1971Nessuna valutazione finora
- Fillet Welded JointsDocumento4 pagineFillet Welded Jointsjocelyn beltranNessuna valutazione finora
- Welding Inspection: Welding Symbols Course Reference WIS 5Documento52 pagineWelding Inspection: Welding Symbols Course Reference WIS 5Joerge Ryan MaramotNessuna valutazione finora
- Steel Ramp Pedestrian Bridge - BOQ A. Steel DeckDocumento2 pagineSteel Ramp Pedestrian Bridge - BOQ A. Steel Decksatyanarayana mukkuNessuna valutazione finora
- Aws D 1-1 PDFDocumento459 pagineAws D 1-1 PDFمحمد العيسوىNessuna valutazione finora
- Class A LoadingDocumento120 pagineClass A LoadingAakash RastogiNessuna valutazione finora
- Chapter 5 Steel (23-24)Documento41 pagineChapter 5 Steel (23-24)nyankyalps5Nessuna valutazione finora
- Chapter 5 SteelDocumento62 pagineChapter 5 SteelHtet Myat AungNessuna valutazione finora
- Fundamentals of WeldingDocumento143 pagineFundamentals of WeldingHassanNessuna valutazione finora
- Lecture 3: Parts of Weld Joints and Welding SymbolDocumento41 pagineLecture 3: Parts of Weld Joints and Welding SymbolNavneet KumarNessuna valutazione finora
- Chapter 22 Welding Joint Design and SYMBOLSDocumento67 pagineChapter 22 Welding Joint Design and SYMBOLSRiddhi SarvaiyaNessuna valutazione finora
- Welding Joint Design and Welding SymbolsDocumento67 pagineWelding Joint Design and Welding SymbolsAdhanom G.Nessuna valutazione finora
- Weld DesignDocumento26 pagineWeld DesignRaghavendra Kilari100% (1)
- Welding Joint Design and Welding SymbolsDocumento65 pagineWelding Joint Design and Welding SymbolsfarouuukNessuna valutazione finora
- Prof. Ir. Jamasri, PH.D., IPU., AER. Department of Mechanical & Industrial Engineering Engineering Faculty UGMDocumento43 pagineProf. Ir. Jamasri, PH.D., IPU., AER. Department of Mechanical & Industrial Engineering Engineering Faculty UGMKeristiyantoNessuna valutazione finora
- ACI 117M-10 Specification For Tolerances For Concrete Construction and Materials and Commentary - MetricDocumento80 pagineACI 117M-10 Specification For Tolerances For Concrete Construction and Materials and Commentary - MetricKeristiyantoNessuna valutazione finora
- Introduction To Computational Earthquake Engineering PDFDocumento342 pagineIntroduction To Computational Earthquake Engineering PDFKeristiyanto100% (4)
- Indonesia One Project Technical Requirement of Safety ScreenDocumento10 pagineIndonesia One Project Technical Requirement of Safety ScreenKeristiyantoNessuna valutazione finora
- ACI 341. Seismic RetrofitDocumento33 pagineACI 341. Seismic RetrofitKeristiyantoNessuna valutazione finora
- Coal AshDocumento23 pagineCoal AshKeristiyantoNessuna valutazione finora
- Method Statement Anti Termite r2 MRTDocumento10 pagineMethod Statement Anti Termite r2 MRTKeristiyantoNessuna valutazione finora
- Aaaa AaaaDocumento8 pagineAaaa AaaaKeristiyantoNessuna valutazione finora
- ICC ES - AC133 R-Type FujiboltDocumento14 pagineICC ES - AC133 R-Type FujiboltKeristiyantoNessuna valutazione finora
- Hydro Electric Fire HistoryDocumento3 pagineHydro Electric Fire HistorygdmurfNessuna valutazione finora
- BARUDocumento53 pagineBARUhueuaNessuna valutazione finora
- Hand Out Fire SurpressDocumento69 pagineHand Out Fire SurpressSeptiawanWandaNessuna valutazione finora
- Elpodereso Case AnalysisDocumento3 pagineElpodereso Case AnalysisUsama17100% (2)
- Top Activist Stories - 5 - A Review of Financial Activism by Geneva PartnersDocumento8 pagineTop Activist Stories - 5 - A Review of Financial Activism by Geneva PartnersBassignotNessuna valutazione finora
- Comparative Study Between Online and Offilne Learning With Reference of Tutedude E-LearningDocumento61 pagineComparative Study Between Online and Offilne Learning With Reference of Tutedude E-LearningDeeksha Saxena0% (2)
- Application of Geoelectric Method For GroundwaterDocumento11 pagineApplication of Geoelectric Method For GroundwaterMunther DhahirNessuna valutazione finora
- Data StructuresDocumento4 pagineData StructuresBenjB1983Nessuna valutazione finora
- Angle Grinder Gws 7 100 06013880f0Documento128 pagineAngle Grinder Gws 7 100 06013880f0Kartik ParmeshwaranNessuna valutazione finora
- Research 093502Documento8 pagineResearch 093502Chrlszjhon Sales SuguitanNessuna valutazione finora
- Pipe Cleaner Lesson PlanDocumento2 paginePipe Cleaner Lesson PlanTaylor FranklinNessuna valutazione finora
- 788 ManualDocumento16 pagine788 Manualn0rdNessuna valutazione finora
- Moquerio - Defense Mechanism ActivityDocumento3 pagineMoquerio - Defense Mechanism ActivityRoxan MoquerioNessuna valutazione finora
- 52 - JB CHP Trigen - V01Documento33 pagine52 - JB CHP Trigen - V01July E. Maldonado M.Nessuna valutazione finora
- BS 7974 2019Documento68 pagineBS 7974 2019bcyt00Nessuna valutazione finora
- DFo 2 1Documento15 pagineDFo 2 1Donna HernandezNessuna valutazione finora
- Computers in Industry: Hugh Boyes, Bil Hallaq, Joe Cunningham, Tim Watson TDocumento12 pagineComputers in Industry: Hugh Boyes, Bil Hallaq, Joe Cunningham, Tim Watson TNawabMasidNessuna valutazione finora
- I I Formularies Laundry Commercial Liquid Detergents 110-12-020 USDocumento6 pagineI I Formularies Laundry Commercial Liquid Detergents 110-12-020 USfaissalNessuna valutazione finora
- CORP2165D Lecture 04Documento26 pagineCORP2165D Lecture 04kinzi chesterNessuna valutazione finora
- Eurocode 3: Design of Steel Structures "ReadyDocumento26 pagineEurocode 3: Design of Steel Structures "Readywazydotnet80% (10)
- Disclosure To Promote The Right To InformationDocumento11 pagineDisclosure To Promote The Right To InformationnmclaughNessuna valutazione finora
- Blockchains: Architecture, Design and Use CasesDocumento26 pagineBlockchains: Architecture, Design and Use Caseseira kNessuna valutazione finora
- HSCC SRH 0705 PDFDocumento1 paginaHSCC SRH 0705 PDFBhawna KapoorNessuna valutazione finora
- Satish Gujral - FinalDocumento23 pagineSatish Gujral - Finalsatya madhuNessuna valutazione finora
- TESTDocumento27 pagineTESTLegal CheekNessuna valutazione finora
- Dec JanDocumento6 pagineDec Janmadhujayan100% (1)
- Syllabus: What Is Artificial Intelligence? ProblemsDocumento66 pagineSyllabus: What Is Artificial Intelligence? ProblemsUdupiSri groupNessuna valutazione finora
- MSC-MEPC.2-Circ.17 - 2019 Guidelines For The Carriage of Blends OfBiofuels and Marpol Annex I Cargoes (Secretariat)Documento4 pagineMSC-MEPC.2-Circ.17 - 2019 Guidelines For The Carriage of Blends OfBiofuels and Marpol Annex I Cargoes (Secretariat)DeepakNessuna valutazione finora
- P 348Documento196 pagineP 348a123456978Nessuna valutazione finora
- Guidelines For Prescription Drug Marketing in India-OPPIDocumento23 pagineGuidelines For Prescription Drug Marketing in India-OPPINeelesh Bhandari100% (2)