Potrebbero piacerti anche
- US2126921Documento5 pagineUS2126921Jhonnatan E Avendaño Florez100% (1)
- United States PatentDocumento7 pagineUnited States PatentBrilliant DavidsonNessuna valutazione finora
- US2126920Documento10 pagineUS2126920Jhonnatan E Avendaño FlorezNessuna valutazione finora
- Sept. 16, 1969 J. Marcovc-3,466,911: Filed Day L, 1967 2 Sheets-SheetDocumento4 pagineSept. 16, 1969 J. Marcovc-3,466,911: Filed Day L, 1967 2 Sheets-SheetLucas RaithsNessuna valutazione finora
- US2182002Documento5 pagineUS2182002Jhonnatan E Avendaño FlorezNessuna valutazione finora
- Cementing Patent 2Documento3 pagineCementing Patent 2Lara CitlalliNessuna valutazione finora
- Us3432107 PDFDocumento3 pagineUs3432107 PDFasssssNessuna valutazione finora
- US2099314Documento3 pagineUS2099314Jhonnatan E Avendaño Florez100% (1)
- US Patent 3884090Documento5 pagineUS Patent 3884090sthollanderNessuna valutazione finora
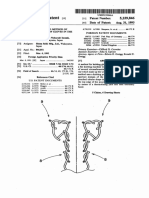
- United States Patent (19) : Meyer 11 Patent Number: 45 Date of Patent: Foreign Patent DocumentsDocumento8 pagineUnited States Patent (19) : Meyer 11 Patent Number: 45 Date of Patent: Foreign Patent DocumentsUvxtalNessuna valutazione finora
- TRI 1004 Introduction To Open End SpinningDocumento25 pagineTRI 1004 Introduction To Open End SpinningHyn PhamNessuna valutazione finora
- April 2, 1963 R. I. Lund: Mixing Mill Accumulating Shelf Filed Feb. 8. 1962Documento5 pagineApril 2, 1963 R. I. Lund: Mixing Mill Accumulating Shelf Filed Feb. 8. 1962Eduardo Fernandez DazaNessuna valutazione finora
- A Project of Volunteers in Asia: Yuekjf?CDocumento16 pagineA Project of Volunteers in Asia: Yuekjf?CmeineanmeldungenNessuna valutazione finora
- Us 5239846Documento11 pagineUs 5239846Logesh kumarNessuna valutazione finora
- Wadi-Xi? I: United States PatentDocumento5 pagineWadi-Xi? I: United States PatentRamos GabeNessuna valutazione finora
- Dec. 14, 1948. O. G. Reske 2,456,446: - 2Z 2. 77zzvezzoDocumento4 pagineDec. 14, 1948. O. G. Reske 2,456,446: - 2Z 2. 77zzvezzoAngelica Mae LargaNessuna valutazione finora
- 1955 - Patente - Velvet Type Fabric and Method of Producing SameDocumento3 pagine1955 - Patente - Velvet Type Fabric and Method of Producing SamePaulo De Melo MacedoNessuna valutazione finora
- Introduction To Open-End SpinningDocumento25 pagineIntroduction To Open-End SpinningGarmentLearnerNessuna valutazione finora
- United States Patent (19) : 11 Patent Number: 5,053,270 (45) Date of Patent: Oct. 1, 1991Documento4 pagineUnited States Patent (19) : 11 Patent Number: 5,053,270 (45) Date of Patent: Oct. 1, 1991Fafa 17Nessuna valutazione finora
- Screws and Screw MakingDocumento328 pagineScrews and Screw MakingloosenutNessuna valutazione finora
- Powder Filling MachineDocumento9 paginePowder Filling MachineCao Ngoc AnhNessuna valutazione finora
- United States PatentDocumento6 pagineUnited States PatentLucian CostacheNessuna valutazione finora
- SPE /IADC 85333 Cantilever Drilling - Ushering A New Genre of DrillingDocumento6 pagineSPE /IADC 85333 Cantilever Drilling - Ushering A New Genre of DrillingJohnSmithNessuna valutazione finora
- EP0616965B1Documento10 pagineEP0616965B1Shankar PediredlaNessuna valutazione finora
- Effect of Machine Parameters On Knit FabDocumento5 pagineEffect of Machine Parameters On Knit FablfomlfomNessuna valutazione finora
- United States Patent (19) : 75) Inventor: Nobutaka Ono, Ashiya, JapanDocumento7 pagineUnited States Patent (19) : 75) Inventor: Nobutaka Ono, Ashiya, JapanMilaAstarinaWidiasariNessuna valutazione finora
- US1983934Documento4 pagineUS1983934Erin GokNessuna valutazione finora
- Tensioning StripsDocumento11 pagineTensioning StripssuksesNessuna valutazione finora
- US5513743Documento6 pagineUS5513743AdailsonNessuna valutazione finora
- United States Patent (19) : (54) Coating Device For Coating OfaDocumento10 pagineUnited States Patent (19) : (54) Coating Device For Coating OfaNiccolast Adnandito SaputraNessuna valutazione finora
- Practical 1-CANNING MACHINERIES AND EQUIPMENTSDocumento14 paginePractical 1-CANNING MACHINERIES AND EQUIPMENTSBharathi PriyaNessuna valutazione finora
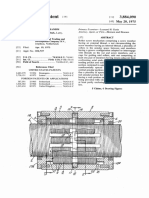
- United States Patent: Primary Examiner-Richard A. GaudetDocumento8 pagineUnited States Patent: Primary Examiner-Richard A. GaudetcanishtainNessuna valutazione finora
- Ley Aeland A Ghapman,: Fig. FIG. 2Documento3 pagineLey Aeland A Ghapman,: Fig. FIG. 2AGUAVIVANJNessuna valutazione finora
- Natural Frequency Vibrating ScreenDocumento7 pagineNatural Frequency Vibrating ScreenJuliana AguiarNessuna valutazione finora
- July 4, 1950 E. L. Masters 2,53,810: Filed April 10, 1946 2 Sheets-SheetDocumento5 pagineJuly 4, 1950 E. L. Masters 2,53,810: Filed April 10, 1946 2 Sheets-SheetVijayakumar G VNessuna valutazione finora
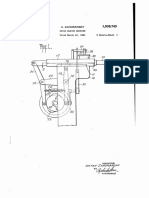
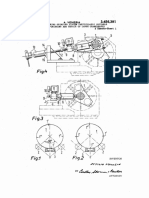
- A. Zahoransky 1,936,743: Filed March 2, 1931 2. Sheets-Sheet .Documento4 pagineA. Zahoransky 1,936,743: Filed March 2, 1931 2. Sheets-Sheet .AGUAVIVANJNessuna valutazione finora
- Journal of Agricultural Engineering Research Vol. 12 Iss. 3Documento4 pagineJournal of Agricultural Engineering Research Vol. 12 Iss. 3Sergey ZlenkoNessuna valutazione finora
- US3127657Documento8 pagineUS3127657vanessadorette2002Nessuna valutazione finora
- Hawkins US5011035Documento5 pagineHawkins US5011035gobinath VPNessuna valutazione finora
- Oct. 5, 1965 K. Burgsmueller 3,209,652: Filled March 30, 96Documento6 pagineOct. 5, 1965 K. Burgsmueller 3,209,652: Filled March 30, 96Irina BesliuNessuna valutazione finora
- TRI 3010 Sueding of Cotton FabricsDocumento16 pagineTRI 3010 Sueding of Cotton FabricsAmit AgarwalNessuna valutazione finora
- Filed Sept. 30, 1963: C. C. BrownDocumento8 pagineFiled Sept. 30, 1963: C. C. BrownyasamanNessuna valutazione finora
- Us4587423 PDFDocumento12 pagineUs4587423 PDFRamanamurthy PalliNessuna valutazione finora
- United States Patent: RossignolDocumento4 pagineUnited States Patent: RossignolaliNessuna valutazione finora
- United States Patent: RossignolDocumento4 pagineUnited States Patent: RossignolaliNessuna valutazione finora
- ZZ? ??/?? ???P?c222/Z: Filed April 20, 1945Documento5 pagineZZ? ??/?? ???P?c222/Z: Filed April 20, 1945Edikan AkpanNessuna valutazione finora
- Guadana PatenteDocumento10 pagineGuadana PatenteJaime Alberto Parra PlazasNessuna valutazione finora
- US3095343Documento11 pagineUS3095343Sebastian GonzalezNessuna valutazione finora
- March 17, 1970 W. Kaether Et Al 3,501,345: Filed Dec. 4, 1965 5. Sheets-SheetDocumento11 pagineMarch 17, 1970 W. Kaether Et Al 3,501,345: Filed Dec. 4, 1965 5. Sheets-Sheetrobertods3574Nessuna valutazione finora
- Hemphill Co. v. Davis Co, 181 F.2d 573, 4th Cir. (1950)Documento6 pagineHemphill Co. v. Davis Co, 181 F.2d 573, 4th Cir. (1950)Scribd Government DocsNessuna valutazione finora
- Patent US4433737Documento5 paginePatent US4433737Merrick JonesNessuna valutazione finora
- patent-US3456391-Self-centering Grinding System Particularly Suitable For The Finishing and Repair of Large CrankshaftsDocumento5 paginepatent-US3456391-Self-centering Grinding System Particularly Suitable For The Finishing and Repair of Large CrankshaftsMahnooshNessuna valutazione finora
- March 19, 1968 H. W. Alter 3,373,683: Visual Imaging 0F - Track - Etched Patterns Filed Oct. 20, 1966Documento3 pagineMarch 19, 1968 H. W. Alter 3,373,683: Visual Imaging 0F - Track - Etched Patterns Filed Oct. 20, 1966ulfah nur khikmahNessuna valutazione finora
- US741184Documento3 pagineUS741184Katrin MoragNessuna valutazione finora
- Broom Sewing MachineDocumento8 pagineBroom Sewing MachineMarcio André KviatkovskiNessuna valutazione finora
- SPE102378 Jetting Structural Casing in DeepwaterDocumento15 pagineSPE102378 Jetting Structural Casing in DeepwaterKarime VegaNessuna valutazione finora
- Web Separator US3463377Documento5 pagineWeb Separator US3463377chupalaNessuna valutazione finora
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDocumento12 pagineUnited States Patent (19) : 11 Patent Number: 45 Date of Patentعلی ربانیNessuna valutazione finora
- United States Patent (19) 11 Patent Number: 5,626,614: Hart 45 Date of Patent: May 6, 1997Documento10 pagineUnited States Patent (19) 11 Patent Number: 5,626,614: Hart 45 Date of Patent: May 6, 1997Alex KattamisNessuna valutazione finora
- United States Patent: (75) Inventor: Bart Gerard Boucherie, Izegem (BE)Documento7 pagineUnited States Patent: (75) Inventor: Bart Gerard Boucherie, Izegem (BE)AGUAVIVANJNessuna valutazione finora
- Assus - Sa-E-: Be LiaDocumento16 pagineAssus - Sa-E-: Be LiaAGUAVIVANJNessuna valutazione finora
- Applications: Cutting Edge Solutions For FoodDocumento2 pagineApplications: Cutting Edge Solutions For FoodAGUAVIVANJNessuna valutazione finora
- Nov. 22, 1932. W. D. Lpps. 1888,353Documento12 pagineNov. 22, 1932. W. D. Lpps. 1888,353AGUAVIVANJNessuna valutazione finora
- A. Zahoransky 1,936,743: Filed March 2, 1931 2. Sheets-Sheet .Documento4 pagineA. Zahoransky 1,936,743: Filed March 2, 1931 2. Sheets-Sheet .AGUAVIVANJNessuna valutazione finora
- United States Patent: (75) Inventor: Bart Gerard Boucherie, Izegem (BE)Documento7 pagineUnited States Patent: (75) Inventor: Bart Gerard Boucherie, Izegem (BE)AGUAVIVANJNessuna valutazione finora
- United States Patent: SchofieldDocumento14 pagineUnited States Patent: SchofieldAGUAVIVANJNessuna valutazione finora
- Ley Aeland A Ghapman,: Fig. FIG. 2Documento3 pagineLey Aeland A Ghapman,: Fig. FIG. 2AGUAVIVANJNessuna valutazione finora
- United States Patent: (75) Inventor: Bart Gerard Boucherie, Izegem (BE)Documento7 pagineUnited States Patent: (75) Inventor: Bart Gerard Boucherie, Izegem (BE)AGUAVIVANJNessuna valutazione finora
- United States Patent (10) Patent No.: US 7,594,704 B2Documento8 pagineUnited States Patent (10) Patent No.: US 7,594,704 B2AGUAVIVANJNessuna valutazione finora
- GB 1590759 ADocumento12 pagineGB 1590759 AAGUAVIVANJNessuna valutazione finora
- European Patent Application A46D 3/06Documento21 pagineEuropean Patent Application A46D 3/06AGUAVIVANJNessuna valutazione finora
- Filed Feb. 19, 1925 6 Sheets-Sheet 1: C, JobstDocumento14 pagineFiled Feb. 19, 1925 6 Sheets-Sheet 1: C, JobstAGUAVIVANJNessuna valutazione finora
- European Patent Application A46D 3/06Documento21 pagineEuropean Patent Application A46D 3/06AGUAVIVANJNessuna valutazione finora
- Alimentador de CerdasDocumento7 pagineAlimentador de CerdasAGUAVIVANJNessuna valutazione finora
- QU-BD OneUp and TwoUp Assembly InstructionsDocumento67 pagineQU-BD OneUp and TwoUp Assembly InstructionsNeilNessuna valutazione finora
- Bombas Hidraulicas Maquinas CaseDocumento6 pagineBombas Hidraulicas Maquinas Casemarco hernandezNessuna valutazione finora
- PDMS Basic CommandsDocumento2 paginePDMS Basic CommandsSuhas MvNessuna valutazione finora
- Ball Valves StandardDocumento1 paginaBall Valves StandardAbdullah FazilNessuna valutazione finora
- DESIGN OF LOWER PADEYE - Connected With Spreader Beam BottomDocumento11 pagineDESIGN OF LOWER PADEYE - Connected With Spreader Beam BottomAsaru DeenNessuna valutazione finora
- BHELDocumento56 pagineBHELAjay Kumar100% (1)
- 060-H-003A/B Item 060-V-011 Item 060-P-001A/B Item: General NotesDocumento1 pagina060-H-003A/B Item 060-V-011 Item 060-P-001A/B Item: General NotesNathan NiuNessuna valutazione finora
- 10mm Gr60Documento1 pagina10mm Gr60alshaya steelNessuna valutazione finora
- 2 Flanged Ball Valves Steel Aisi 316 WWWDocumento5 pagine2 Flanged Ball Valves Steel Aisi 316 WWWTuğbaNessuna valutazione finora
- Sistema ElectricoDocumento7 pagineSistema ElectricoJesus BombasNessuna valutazione finora
- Determining The Flow Stress Curve With Yield and Ultimate Tensile Strengths, Part IDocumento7 pagineDetermining The Flow Stress Curve With Yield and Ultimate Tensile Strengths, Part IGabrielPerezCruzNessuna valutazione finora
- Three-Way Valve CCIDocumento2 pagineThree-Way Valve CCIBagus AdiriantoNessuna valutazione finora
- O & M Manual For 40-400 Amps (600 Vac Max) ATC-900 Contactor Open/Closed Transition Fixed and Dual Drawout Bypass Isolation Automatic Transfer SwitchDocumento48 pagineO & M Manual For 40-400 Amps (600 Vac Max) ATC-900 Contactor Open/Closed Transition Fixed and Dual Drawout Bypass Isolation Automatic Transfer SwitchPILAR MARTINEZNessuna valutazione finora
- 0001-MKR-ROQ-ST-COMM-2020 - Asta Bumi Cipta. PT PDFDocumento13 pagine0001-MKR-ROQ-ST-COMM-2020 - Asta Bumi Cipta. PT PDFArie BahrudinNessuna valutazione finora
- Denah Potongan LIS Dan+DanDocumento6 pagineDenah Potongan LIS Dan+DanAdrian UrsepunyNessuna valutazione finora
- By: Jordan Warncke, Clay Naito (P.E., Ph. D.), Ian Hodgson (S.E.) Department of Civil and Environmental EngineeringDocumento1 paginaBy: Jordan Warncke, Clay Naito (P.E., Ph. D.), Ian Hodgson (S.E.) Department of Civil and Environmental EngineeringmagdyamdbNessuna valutazione finora
- CW5000 8000pcDocumento247 pagineCW5000 8000pcДмитрий ЧумаковNessuna valutazione finora
- DG PB 3.1 500 Compact Flex Imo UscgDocumento168 pagineDG PB 3.1 500 Compact Flex Imo UscgEdi IrimescuNessuna valutazione finora
- Catch Basin Estimate SheetDocumento1 paginaCatch Basin Estimate SheetWil PerniaNessuna valutazione finora
- Workshop Practice II LAB Manual by Bilal ZamanDocumento24 pagineWorkshop Practice II LAB Manual by Bilal ZamanJawad NadeemNessuna valutazione finora
- Product Service Manual and Parts List BM# 3266/005 (M8LKFX-912Y)Documento30 pagineProduct Service Manual and Parts List BM# 3266/005 (M8LKFX-912Y)Castañeda JacvNessuna valutazione finora
- Proposed Construction of One-Storey Masjid Cotabato City Bill of MaterialsDocumento3 pagineProposed Construction of One-Storey Masjid Cotabato City Bill of MaterialsNasroden PagayaoNessuna valutazione finora
- AGUA HELADA OFTALMICOS-Piping and EquipmentDocumento275 pagineAGUA HELADA OFTALMICOS-Piping and EquipmentEdgar Alejandro Barajas RuizNessuna valutazione finora
- 6303-C-2Z-L038-C3 V: Deep Groove Ball BearingDocumento1 pagina6303-C-2Z-L038-C3 V: Deep Groove Ball BearingCutberto MartinezNessuna valutazione finora
- Clipper Installation DetailsDocumento1 paginaClipper Installation DetailsMahmoud Al HomranNessuna valutazione finora
- Fire and Gas Detection System Cable ScheduleDocumento6 pagineFire and Gas Detection System Cable ScheduleAnonymous v6ybIxZFNessuna valutazione finora
- FittingDocumento12 pagineFittingrobert_candra_tarunaNessuna valutazione finora
- TC Rcue40 120clg2Documento118 pagineTC Rcue40 120clg2José MacedoNessuna valutazione finora
- 8 Fine BlankingDocumento20 pagine8 Fine BlankingNarendrareddy Ramireddy50% (6)
- Design Basis - Package - B224-999-80-43 EDB-1002Documento12 pagineDesign Basis - Package - B224-999-80-43 EDB-1002Esakki muthu100% (1)
- QB18 PDFDocumento10 pagineQB18 PDFRaNessuna valutazione finora
- The Last Dive: A Father and Son's Fatal Descent into the Ocean's DepthsDa EverandThe Last Dive: A Father and Son's Fatal Descent into the Ocean's DepthsNessuna valutazione finora
- Welcome to the Goddamn Ice Cube: Chasing Fear and Finding Home in the Great White NorthDa EverandWelcome to the Goddamn Ice Cube: Chasing Fear and Finding Home in the Great White NorthValutazione: 4 su 5 stelle4/5 (59)
- Crazy for the Storm: A Memoir of SurvivalDa EverandCrazy for the Storm: A Memoir of SurvivalValutazione: 3.5 su 5 stelle3.5/5 (217)
- Merle's Door: Lessons from a Freethinking DogDa EverandMerle's Door: Lessons from a Freethinking DogValutazione: 4 su 5 stelle4/5 (326)
- The Last of His Kind: The Life and Adventures of Bradford Washburn, America's Boldest MountaineerDa EverandThe Last of His Kind: The Life and Adventures of Bradford Washburn, America's Boldest MountaineerValutazione: 4 su 5 stelle4/5 (23)
- Divided: A Walk on the Continental Divide TrailDa EverandDivided: A Walk on the Continental Divide TrailValutazione: 4 su 5 stelle4/5 (17)
- Survive!: Essential Skills and Tactics to Get You Out of Anywhere—AliveDa EverandSurvive!: Essential Skills and Tactics to Get You Out of Anywhere—AliveNessuna valutazione finora
- Upside Down in the Yukon River: Adventure, Survival, and the World's Longest Kayak RaceDa EverandUpside Down in the Yukon River: Adventure, Survival, and the World's Longest Kayak RaceValutazione: 4.5 su 5 stelle4.5/5 (2)
- Grandma Gatewood's Walk: The Inspiring Story of the Woman Who Saved the Appalachian TrailDa EverandGrandma Gatewood's Walk: The Inspiring Story of the Woman Who Saved the Appalachian TrailValutazione: 4.5 su 5 stelle4.5/5 (308)
- The Art of Resilience: Strategies for an Unbreakable Mind and BodyDa EverandThe Art of Resilience: Strategies for an Unbreakable Mind and BodyValutazione: 4.5 su 5 stelle4.5/5 (118)
- Mind Gym: An Athlete's Guide to Inner ExcellenceDa EverandMind Gym: An Athlete's Guide to Inner ExcellenceValutazione: 3.5 su 5 stelle3.5/5 (18)
- 438 Days: An Extraordinary True Story of Survival at SeaDa Everand438 Days: An Extraordinary True Story of Survival at SeaValutazione: 4.5 su 5 stelle4.5/5 (188)
- Hiking Through: One Man's Journey to Peace and Freedom on the Appalachian TrailDa EverandHiking Through: One Man's Journey to Peace and Freedom on the Appalachian TrailValutazione: 4 su 5 stelle4/5 (99)
- Last Child in the Woods: Saving Our Children From Nature-Deficit DisorderDa EverandLast Child in the Woods: Saving Our Children From Nature-Deficit DisorderValutazione: 4 su 5 stelle4/5 (283)
- The Optimist: A Case for the Fly Fishing LifeDa EverandThe Optimist: A Case for the Fly Fishing LifeValutazione: 4.5 su 5 stelle4.5/5 (18)
- At the Pond: Swimming at the Hampstead Ladies' PondDa EverandAt the Pond: Swimming at the Hampstead Ladies' PondValutazione: 4 su 5 stelle4/5 (13)
- This One Wild Life: A Mother-Daughter Wilderness MemoirDa EverandThis One Wild Life: A Mother-Daughter Wilderness MemoirValutazione: 4.5 su 5 stelle4.5/5 (4)
- Above the Clouds: How I Carved My Own Path to the Top of the WorldDa EverandAbove the Clouds: How I Carved My Own Path to the Top of the WorldValutazione: 4.5 su 5 stelle4.5/5 (25)
- Take a Hike!: A Long Walk on the Appalachian TrailDa EverandTake a Hike!: A Long Walk on the Appalachian TrailValutazione: 4 su 5 stelle4/5 (17)
- Lost in the Wild: Danger and Survival in the North WoodsDa EverandLost in the Wild: Danger and Survival in the North WoodsValutazione: 4.5 su 5 stelle4.5/5 (107)
- Freediving Manual: Learn How to Freedive 100 Feet on a Single BreathDa EverandFreediving Manual: Learn How to Freedive 100 Feet on a Single BreathValutazione: 5 su 5 stelle5/5 (4)