Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Examen Agile Doc ControlDocumento19 pagineExamen Agile Doc ControlCesar ArellanoNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- A01-00055 Security II Series UPM - Rev G WfrenchDocumento70 pagineA01-00055 Security II Series UPM - Rev G WfrenchCesar ArellanoNessuna valutazione finora
- Gantt Inspection - Common BaseDocumento1 paginaGantt Inspection - Common BaseCesar ArellanoNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- A01-00056 - RevA - StartUp - GuideDocumento1 paginaA01-00056 - RevA - StartUp - GuideCesar ArellanoNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- CaseApp - Cannon Boiler Works PDFDocumento5 pagineCaseApp - Cannon Boiler Works PDFCesar ArellanoNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Certificate of Completion For CCN Agile PQM FA TechDocumento1 paginaCertificate of Completion For CCN Agile PQM FA TechCesar ArellanoNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Concentricity and Coaxiality Dimension CalculationsDocumento2 pagineConcentricity and Coaxiality Dimension CalculationsCarlosQuelartNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- ROMER CimCore Product Catalog PDFDocumento23 pagineROMER CimCore Product Catalog PDFCesar ArellanoNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- SANMINA-SCI's Agile Training ApproachDocumento11 pagineSANMINA-SCI's Agile Training ApproachCesar ArellanoNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
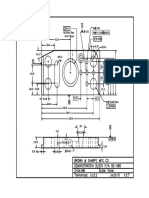
- Print Demo BlockMMDocumento2 paginePrint Demo BlockMMCesar ArellanoNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- True Position-Use Datums - InfoDocumento3 pagineTrue Position-Use Datums - InfoErardo Mejia0% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- ASME Y14.43-2003 (R2008) Dimensioning and Tolerancing Principles For Gages and FixturesDocumento121 pagineASME Y14.43-2003 (R2008) Dimensioning and Tolerancing Principles For Gages and FixturesCesar Arellano100% (8)
- RDS User Manual V4.0.0.086 PDFDocumento185 pagineRDS User Manual V4.0.0.086 PDFCesar ArellanoNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- ThreadsAndMaterials PDFDocumento10 pagineThreadsAndMaterials PDFJogendra SinghNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Concentricity and Coaxiality Dimension CalculationsDocumento2 pagineConcentricity and Coaxiality Dimension CalculationsCarlosQuelartNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Cambios FrameDocumento156 pagineCambios FrameCesar ArellanoNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Gage R&R For Attributes: InstructionsDocumento31 pagineGage R&R For Attributes: InstructionsCesar ArellanoNessuna valutazione finora
- ROMER CimCore Product Catalog PDFDocumento23 pagineROMER CimCore Product Catalog PDFCesar ArellanoNessuna valutazione finora
- Part Mark en 14 Slots - SA1, H & Rear, ElectricalDocumento4 paginePart Mark en 14 Slots - SA1, H & Rear, ElectricalCesar ArellanoNessuna valutazione finora
- PC-DMIS 4.3 Reference ManualDocumento1.755 paginePC-DMIS 4.3 Reference ManualCarlosQuelartNessuna valutazione finora
- RDS User Manual V4.0.0.086 - en PDFDocumento185 pagineRDS User Manual V4.0.0.086 - en PDFCesar Arellano100% (3)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Presentation DelcorteDocumento15 paginePresentation Delcortecarlos2685Nessuna valutazione finora
- Vocology For The Singing Voice PDFDocumento120 pagineVocology For The Singing Voice PDFNathalia Parra Garza100% (2)
- PP in Ii 001Documento15 paginePP in Ii 001Dav EipNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- THE INDIAN NAVY - Artificer Apprentice & Senior Secondary Recruit PDFDocumento3 pagineTHE INDIAN NAVY - Artificer Apprentice & Senior Secondary Recruit PDFUjjwalNessuna valutazione finora
- CHAPTER 2 - ALGEBRA (Latest)Documento41 pagineCHAPTER 2 - ALGEBRA (Latest)FirdausNessuna valutazione finora
- 1506a E88tag3 PDFDocumento5 pagine1506a E88tag3 PDFmohammad javad golNessuna valutazione finora
- List of Tyre Pyrolysis Oil Companies in IndiaDocumento2 pagineList of Tyre Pyrolysis Oil Companies in IndiaHaneesh ReddyNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Is There Any Way To Download The Whole Package of Asphalt 8 Airborne So That I Can Install It On Any Android Device Without An Internet Connection - QuoraDocumento4 pagineIs There Any Way To Download The Whole Package of Asphalt 8 Airborne So That I Can Install It On Any Android Device Without An Internet Connection - QuoraMounir2105Nessuna valutazione finora
- Wearable BiosensorsDocumento16 pagineWearable BiosensorsShreehari Haridasan100% (1)
- Power Distribution & Utilization: Total Power Generation of Last 10 Years and Forecast of 20 YearsDocumento12 paginePower Distribution & Utilization: Total Power Generation of Last 10 Years and Forecast of 20 YearsSYED ALIYYAN IMRAN ALINessuna valutazione finora
- FMS 427 BusinessPolicy1Documento279 pagineFMS 427 BusinessPolicy1Adeniyi Adedolapo OLanrewajuNessuna valutazione finora
- Exposition Text Exercise ZenowskyDocumento8 pagineExposition Text Exercise ZenowskyZenowsky Wira Efrata SianturiNessuna valutazione finora
- Concession Project List Excel 02-Aug-2019Documento15 pagineConcession Project List Excel 02-Aug-2019Vishal BansalNessuna valutazione finora
- Safety Data SheetDocumento7 pagineSafety Data SheetJivendra KumarNessuna valutazione finora
- Fire Alarm SymbolsDocumento6 pagineFire Alarm Symbolscarlos vasquezNessuna valutazione finora
- INT PL 2020 Web 01-20 PDFDocumento320 pagineINT PL 2020 Web 01-20 PDFAndriana Vilijencova100% (1)
- Analisa AgriculturalDocumento6 pagineAnalisa AgriculturalFEBRINA SARLINDA, STNessuna valutazione finora
- WideScreen Code For PS2 GamesDocumento78 pagineWideScreen Code For PS2 Gamesmarcus viniciusNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Digital Signal Processing Lab ManualDocumento61 pagineDigital Signal Processing Lab ManualOmer Sheikh100% (6)
- Travel Advertisement RubricDocumento2 pagineTravel Advertisement Rubricapi-316353024Nessuna valutazione finora
- 07 Endodontic RetreatmentDocumento64 pagine07 Endodontic RetreatmentGayathriNessuna valutazione finora
- Pile Capacity - An Overview - ScienceDirect TopicsDocumento15 paginePile Capacity - An Overview - ScienceDirect TopicssurNessuna valutazione finora
- Karyn Corbett Pedagogy Letter To SelfDocumento2 pagineKaryn Corbett Pedagogy Letter To Selfapi-513861296Nessuna valutazione finora
- Ad 9915Documento47 pagineAd 9915Jime nitaNessuna valutazione finora
- TM 9-1425-429-12-HR - Stinger - Training - Set - 1983 PDFDocumento34 pagineTM 9-1425-429-12-HR - Stinger - Training - Set - 1983 PDFWurzel1946Nessuna valutazione finora
- Tugas English 3Documento2 pagineTugas English 33751Muhammad RizqiNessuna valutazione finora
- MT4400 STRG Flo Amp ValveDocumento7 pagineMT4400 STRG Flo Amp ValveBrian Careel0% (1)
- Summative 1Documento4 pagineSummative 1Nean YsabelleNessuna valutazione finora
- Statistical MethodsDocumento77 pagineStatistical MethodsGuruKPO100% (1)
- Cambridge International AS & A Level: Biology 9700/21Documento18 pagineCambridge International AS & A Level: Biology 9700/21Lavanya EaswarNessuna valutazione finora
- Transformed: Moving to the Product Operating ModelDa EverandTransformed: Moving to the Product Operating ModelValutazione: 4 su 5 stelle4/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDa EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNessuna valutazione finora
- Analog Design and Simulation Using OrCAD Capture and PSpiceDa EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNessuna valutazione finora