Potrebbero piacerti anche
- CEGP PruebasDocumento3 pagineCEGP PruebasWilfredo RamirezNessuna valutazione finora
- Karkhin1997 PDFDocumento4 pagineKarkhin1997 PDFWilfredo RamirezNessuna valutazione finora
- Thermo-Mechanical-Microstructural Simulation of Double-Pass Welding Process in A TWIP Steel by FE Formulation and Probabilistic ModelDocumento20 pagineThermo-Mechanical-Microstructural Simulation of Double-Pass Welding Process in A TWIP Steel by FE Formulation and Probabilistic ModelWilfredo RamirezNessuna valutazione finora
- Computer Model For Prediction of Heat-Affectedzone Microstructures in Multipass WeldmentsDocumento9 pagineComputer Model For Prediction of Heat-Affectedzone Microstructures in Multipass WeldmentsWilfredo RamirezNessuna valutazione finora
- Manual Metal Arc Weld Modelling: Part 1 Effect of Process Parameters On Dimensions of Weld Bead and Heat-Affected ZoneDocumento13 pagineManual Metal Arc Weld Modelling: Part 1 Effect of Process Parameters On Dimensions of Weld Bead and Heat-Affected ZoneWilfredo RamirezNessuna valutazione finora
- Victaulic Zero-Flex Rigid Coupling Style 07: 1.0 Product DescriptionDocumento5 pagineVictaulic Zero-Flex Rigid Coupling Style 07: 1.0 Product DescriptionWilfredo RamirezNessuna valutazione finora
- 01-Bom 500002-Listado de Materiales - 17dic18 PDFDocumento32 pagine01-Bom 500002-Listado de Materiales - 17dic18 PDFWilfredo RamirezNessuna valutazione finora
- Specification For Resistance Welding of Carbon and Low-Alloy SteelsDocumento6 pagineSpecification For Resistance Welding of Carbon and Low-Alloy SteelsWilfredo Ramirez0% (1)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Ba TW45C 08 12 enDocumento64 pagineBa TW45C 08 12 enangela1590100% (1)
- 770 - Rail Clamp Manual (GA-9-180KN-TR68 Ex II 2D T3)Documento30 pagine770 - Rail Clamp Manual (GA-9-180KN-TR68 Ex II 2D T3)j3fersonNessuna valutazione finora
- Fulriver Pricelist February2015 RETAILDocumento3 pagineFulriver Pricelist February2015 RETAILedep_scribdNessuna valutazione finora
- PRO-10 Cable Tray Installation InstructionsDocumento3 paginePRO-10 Cable Tray Installation InstructionsHtun SoeNessuna valutazione finora
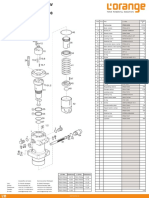
- L'orange Product 1.1Documento85 pagineL'orange Product 1.1kim jong sik86% (7)
- Atlas Copco Air Compressor Parts CatalogDocumento535 pagineAtlas Copco Air Compressor Parts CatalogJR Aguilar100% (3)
- 1st Summative AssessmentDocumento4 pagine1st Summative AssessmentAngelina TagleNessuna valutazione finora
- 2002 Sandvik Tamrock Corp. Tampere Plant P.O.Box 100 FIN - 33311 TAMPERE, FINLAND Trade Reg. No. 2.852 Tel. +358 205 44 121, Telex 22335 Parts Fi Telefax +358 205 44 4771Documento28 pagine2002 Sandvik Tamrock Corp. Tampere Plant P.O.Box 100 FIN - 33311 TAMPERE, FINLAND Trade Reg. No. 2.852 Tel. +358 205 44 121, Telex 22335 Parts Fi Telefax +358 205 44 4771Haianh ChauNessuna valutazione finora
- Cut Tee PB at Beam Junction Welded GussetDocumento1 paginaCut Tee PB at Beam Junction Welded GussetRajveer SinghNessuna valutazione finora
- Viscoplastic Deformation Behaviour of Preloaded Stainless Steel ConnectionsDocumento10 pagineViscoplastic Deformation Behaviour of Preloaded Stainless Steel ConnectionsfankenstainNessuna valutazione finora
- Transfer Case 233 Chevrolet S10Documento8 pagineTransfer Case 233 Chevrolet S10Maxi SardiNessuna valutazione finora
- RXII (Creasing) Series User ManualDocumento230 pagineRXII (Creasing) Series User ManualDavid DuarteNessuna valutazione finora
- Chapter 3 - 3 - Equivalent System of Forces For Rigid Bodies PDFDocumento26 pagineChapter 3 - 3 - Equivalent System of Forces For Rigid Bodies PDFecercNessuna valutazione finora
- Bomba-Hidráulica de EngrenagemDocumento26 pagineBomba-Hidráulica de EngrenagemNatan Santana50% (2)
- Is 800-2007Documento150 pagineIs 800-2007sumaiya_khanam100% (2)
- Mngwangwa Health Centre LOT 4Documento120 pagineMngwangwa Health Centre LOT 4Chobwe Stephano KanyinjiNessuna valutazione finora
- Maintenance Instructions Articulation System HNGK 19.5: 049200427-En 2009-03-25 C English TranslationDocumento32 pagineMaintenance Instructions Articulation System HNGK 19.5: 049200427-En 2009-03-25 C English TranslationEsma KarabulutNessuna valutazione finora
- Me1302 Dme 2Documento4 pagineMe1302 Dme 2sumikannu100% (1)
- A Ramset SRB Ed3 Full Edition PDFDocumento312 pagineA Ramset SRB Ed3 Full Edition PDFWhite_rabbit2885764Nessuna valutazione finora
- Manual Skoda Octavia 1,8 92kWDocumento136 pagineManual Skoda Octavia 1,8 92kWCornea Horatiu SebastianNessuna valutazione finora
- Earthing SpecificationDocumento7 pagineEarthing SpecificationAbhish RajNessuna valutazione finora
- Upload HaloP-outputDocumento15 pagineUpload HaloP-outputHưng LươngNessuna valutazione finora
- SP29 1Documento477 pagineSP29 1prasenjitsayantan100% (1)
- 7 - The Influence of Nails and Plasterboard On The Racking Resistance of Stud WallsDocumento10 pagine7 - The Influence of Nails and Plasterboard On The Racking Resistance of Stud WallsJulian TumielewiczNessuna valutazione finora
- Sym Orbit 50 (En)Documento178 pagineSym Orbit 50 (En)manualsymNessuna valutazione finora
- OSE 80-0136-067 - Parts ListDocumento51 pagineOSE 80-0136-067 - Parts ListCentrifugal SeparatorNessuna valutazione finora
- Farm Blacksmithing, A Text BookDocumento104 pagineFarm Blacksmithing, A Text BookArtisan Ideas100% (3)
- Ith Bolt Tensioning Cylinders BTC 2014 en WebDocumento28 pagineIth Bolt Tensioning Cylinders BTC 2014 en WebMatiasNessuna valutazione finora
- AUTOMOTIVE SERVICING ModuleDocumento23 pagineAUTOMOTIVE SERVICING ModuleJoseph CoralesNessuna valutazione finora
- LaymorDocumento174 pagineLaymorJm KamachoNessuna valutazione finora