Potrebbero piacerti anche
- Unlock Your Tight Hip FlexorsDocumento63 pagineUnlock Your Tight Hip FlexorsPina Olson Campbell100% (2)
- Mil STD 2073 1e - CHG 3Documento214 pagineMil STD 2073 1e - CHG 3awesome_600Nessuna valutazione finora
- 4th Edition PPAPDocumento83 pagine4th Edition PPAPTerri Paleno Lebow100% (1)
- Intro To Bcs and Micro and Macro Skills (Final)Documento29 pagineIntro To Bcs and Micro and Macro Skills (Final)Foram Trivedi100% (3)
- Pip Veevj001 Gasket Guidelines: VesselsDocumento37 paginePip Veevj001 Gasket Guidelines: VesselsBhavin ParekhNessuna valutazione finora
- Surface Seal DSS4042 - Rev 5Documento30 pagineSurface Seal DSS4042 - Rev 5THE BIG THINKNessuna valutazione finora
- Global Supplier Quality Requirements ManualDocumento25 pagineGlobal Supplier Quality Requirements Manual57641Nessuna valutazione finora
- IATF 16949 QMS Requirements MatrixDocumento1 paginaIATF 16949 QMS Requirements MatrixJOECOOL67100% (5)
- Feasibility Study For Skid Mounted LPG Refilling PlantDocumento48 pagineFeasibility Study For Skid Mounted LPG Refilling Plantebubec100% (1)
- NES 304 Part 2 Shafting Systems and PropulsorsDocumento36 pagineNES 304 Part 2 Shafting Systems and PropulsorsJEORJENessuna valutazione finora
- Com Su 4042 IDocumento38 pagineCom Su 4042 Iolalekan100% (1)
- 2.FCA US LLC Customer-Specific Requirements IATF 16949 - Apr 12, 2018Documento48 pagine2.FCA US LLC Customer-Specific Requirements IATF 16949 - Apr 12, 2018Jose Cepeda0% (1)
- PIP VESV1002-May 2009 Vessel Fabrication Specification ASME Code Section VII, Divisions 1 and 2Documento54 paginePIP VESV1002-May 2009 Vessel Fabrication Specification ASME Code Section VII, Divisions 1 and 2engineer_raufkhan100% (1)
- Inge UF Manual Process Design Guidelines - 45 D02234 enDocumento66 pagineInge UF Manual Process Design Guidelines - 45 D02234 enPravin Bote100% (2)
- Compressore GeaDocumento98 pagineCompressore Geamarcel cocanNessuna valutazione finora
- Sex Determination in Forensic OdontologyDocumento3 pagineSex Determination in Forensic OdontologyAtika RahmasariNessuna valutazione finora
- GMW16215Documento7 pagineGMW16215JOECOOL67100% (1)
- Specification-for-S-714v2020-09 Diesel Generator PackageDocumento76 pagineSpecification-for-S-714v2020-09 Diesel Generator PackageSerge RINAUDONessuna valutazione finora
- GRP and Buildings: A Design Guide for Architects and EngineersDa EverandGRP and Buildings: A Design Guide for Architects and EngineersNessuna valutazione finora
- GMW15777Documento40 pagineGMW15777JOECOOL67Nessuna valutazione finora
- Mil STD 2073Documento208 pagineMil STD 2073Thính PhạmNessuna valutazione finora
- Buhler Global Quality Manual V1.0Documento35 pagineBuhler Global Quality Manual V1.0JOECOOL67Nessuna valutazione finora
- 04 Specification - R7Documento55 pagine04 Specification - R7ahmed elesawyNessuna valutazione finora
- VESSM001 (Specification For Small Pressure Vessel and Heat Ex Changer)Documento12 pagineVESSM001 (Specification For Small Pressure Vessel and Heat Ex Changer)dwpurna100% (1)
- Best Management Practice Use of HDPE Lined Pipelines 302103Documento58 pagineBest Management Practice Use of HDPE Lined Pipelines 302103冯少广Nessuna valutazione finora
- GS 126-5 PDFDocumento26 pagineGS 126-5 PDFHardik Acharya100% (1)
- GMW 14057Documento10 pagineGMW 14057JOECOOL67Nessuna valutazione finora
- GMW 14057Documento10 pagineGMW 14057JOECOOL67Nessuna valutazione finora
- 31 Samss 001Documento38 pagine31 Samss 001nadeem shaikh100% (1)
- Shell Type Fired Steam Generating PlantDocumento29 pagineShell Type Fired Steam Generating Plantahmed sobhy0% (1)
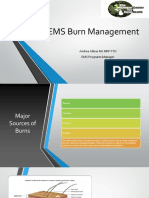
- EMS Burn Management PDFDocumento30 pagineEMS Burn Management PDFRaymond Sitanaja0% (1)
- GM 1927-73 Shut-Down Start-Up Audit 3-19-2020Documento32 pagineGM 1927-73 Shut-Down Start-Up Audit 3-19-2020JOECOOL670% (1)
- GS 112-5 Guidance For Specification 112-5 Transformers and ReactorsDocumento36 pagineGS 112-5 Guidance For Specification 112-5 Transformers and ReactorsSaravanan VaradarajanNessuna valutazione finora
- TZ Dairy Industry FAODocumento46 pagineTZ Dairy Industry FAOKai GwalandaNessuna valutazione finora
- Rp62-1 - Guide To Valve SelectionDocumento145 pagineRp62-1 - Guide To Valve Selectionkamal arab100% (1)
- Caisson Drainage Design - Guide To The Selection - BP - rp44-11Documento54 pagineCaisson Drainage Design - Guide To The Selection - BP - rp44-11Noircheval100% (9)
- The 12 Essentials of Quality Management in Laboratory EnvironmentsDocumento5 pagineThe 12 Essentials of Quality Management in Laboratory EnvironmentsKristine Randall D. Tandoc100% (3)
- GM 1927-11 APQP Kick Off and SRV Workbook-GMDocumento7 pagineGM 1927-11 APQP Kick Off and SRV Workbook-GMJOECOOL67Nessuna valutazione finora
- DRP001-OUF-GMD-Q-000-500 Rev B1 PQPDocumento86 pagineDRP001-OUF-GMD-Q-000-500 Rev B1 PQPDaniel Martinez100% (7)
- IATF 16949 Project Manager's GuideDocumento12 pagineIATF 16949 Project Manager's GuideJOECOOL67Nessuna valutazione finora
- Packaging Standards and Requirements English July 2021Documento38 paginePackaging Standards and Requirements English July 2021briggantii100% (3)
- GM 1927-43 Supplier Launch Audit - XLSX-GM ConfidentialDocumento8 pagineGM 1927-43 Supplier Launch Audit - XLSX-GM ConfidentialJOECOOL670% (1)
- Stress ManagementDocumento106 pagineStress ManagementSanthosh SomaNessuna valutazione finora
- GM1738NA Version 1.0 4-14-15Documento37 pagineGM1738NA Version 1.0 4-14-15Maryana cNessuna valutazione finora
- Gm1738na 4.0Documento39 pagineGm1738na 4.0JOECOOL67Nessuna valutazione finora
- GM1738G Intercontinental Supply Chain Packaging Requirements For Production PartsDocumento37 pagineGM1738G Intercontinental Supply Chain Packaging Requirements For Production PartsMaryana cNessuna valutazione finora
- GM1738 HVO - Plant Specific Packaging RequirementsDocumento18 pagineGM1738 HVO - Plant Specific Packaging RequirementsMaryana cNessuna valutazione finora
- Magna Global Packaging and Shipping Guidelines 2022 Final 01Documento38 pagineMagna Global Packaging and Shipping Guidelines 2022 Final 01Khanh DoanNessuna valutazione finora
- Api 686 - 3Documento2 pagineApi 686 - 3shbaeer0% (1)
- GS RC WAM 631enDocumento33 pagineGS RC WAM 631entpanagiotopoulos90Nessuna valutazione finora
- GD-SP-P-2 FinalDocumento41 pagineGD-SP-P-2 FinalAhmedNessuna valutazione finora
- Audit Scheme 3 4 EnglishDocumento49 pagineAudit Scheme 3 4 EnglishFlorin DamaroiuNessuna valutazione finora
- 2023-001 FMGT BS Pop Rev01Documento32 pagine2023-001 FMGT BS Pop Rev01Fernando DuarteNessuna valutazione finora
- Ai1-1e 004Documento20 pagineAi1-1e 004VikramNessuna valutazione finora
- HFY-GEN-CP-SPC-0001 - D Specification For Piping and Pipeline Coating Code-ADocumento37 pagineHFY-GEN-CP-SPC-0001 - D Specification For Piping and Pipeline Coating Code-ATahir FadhilNessuna valutazione finora
- Directrices de Itatech Sobre Reconstruccion de Maquinaria para Excavacion de Tuneles MecanizadosDocumento16 pagineDirectrices de Itatech Sobre Reconstruccion de Maquinaria para Excavacion de Tuneles MecanizadosYei ArbNessuna valutazione finora
- Control Room Operator Emergency Response Revision 5 Amendment 1 March 2022 1Documento21 pagineControl Room Operator Emergency Response Revision 5 Amendment 1 March 2022 1Abdelkhak KhallaNessuna valutazione finora
- Packaging and Handling Supplier and Interplant RequirementsDocumento28 paginePackaging and Handling Supplier and Interplant RequirementsQuýNguyễnNessuna valutazione finora
- Lining SystemDocumento9 pagineLining SystemTshifhiwa DavidNessuna valutazione finora
- TR1109Documento23 pagineTR1109hanis natashaNessuna valutazione finora
- Warranty Administration Policy and Procedures: Container RefrigerationDocumento43 pagineWarranty Administration Policy and Procedures: Container RefrigerationJuan Pablo Muñoz CortezNessuna valutazione finora
- Argus DDocumento33 pagineArgus DElvis LinaresNessuna valutazione finora
- 0604gasinterchangeabilitystaffpaper PDFDocumento36 pagine0604gasinterchangeabilitystaffpaper PDFSiva SubramaniyanNessuna valutazione finora
- GRS v3 Implementation ManualDocumento15 pagineGRS v3 Implementation ManualFazle Alahi HeroNessuna valutazione finora
- TL 52658 enDocumento9 pagineTL 52658 enpatborNessuna valutazione finora
- CC16661 Dated 25.09.2021 - TID - 10796 - Volume II of II - Technical - CC16661Documento62 pagineCC16661 Dated 25.09.2021 - TID - 10796 - Volume II of II - Technical - CC16661singh singhNessuna valutazione finora
- Type 3 Technical InstructionsDocumento158 pagineType 3 Technical InstructionsJosé BáezNessuna valutazione finora
- Department of Defense Standard Practice: Not Measurement SensitiveDocumento13 pagineDepartment of Defense Standard Practice: Not Measurement SensitivemiltonerazoalvNessuna valutazione finora
- GM1738G Communication Training MaterialDocumento26 pagineGM1738G Communication Training MaterialMaryana cNessuna valutazione finora
- PN 19402 Stat X Pre Engineered Aerosol Fire Suppression DIOM USCG)Documento20 paginePN 19402 Stat X Pre Engineered Aerosol Fire Suppression DIOM USCG)Christian ReyesNessuna valutazione finora
- Fiber Reinforced Polymer Guidelines (FRPG) : Florida Department of TransportationDocumento18 pagineFiber Reinforced Polymer Guidelines (FRPG) : Florida Department of TransportationmichelleNessuna valutazione finora
- Specification For Firewater Pump Package S 721v2020 08Documento90 pagineSpecification For Firewater Pump Package S 721v2020 08Serge RINAUDONessuna valutazione finora
- An Engineering Approach To Groundwater Protection: Reference ManualDocumento70 pagineAn Engineering Approach To Groundwater Protection: Reference ManualThiru KumananNessuna valutazione finora
- Standards Publication: (Special Applications - Non-Sour Service)Documento30 pagineStandards Publication: (Special Applications - Non-Sour Service)p.abdulameen1234Nessuna valutazione finora
- Supplementary Spec To API Spec 5CT Casing and Tubing S 735v2020 12Documento142 pagineSupplementary Spec To API Spec 5CT Casing and Tubing S 735v2020 12mozhi.shNessuna valutazione finora
- Process Specification 98021.: Powder Coating of Purchased Motorcycle PartsDocumento19 pagineProcess Specification 98021.: Powder Coating of Purchased Motorcycle Partsvijayanth gNessuna valutazione finora
- Structural Steel Shop Coatings ProgramDocumento35 pagineStructural Steel Shop Coatings Programdemem09100% (1)
- GMW 14669 Table CDocumento1 paginaGMW 14669 Table CJOECOOL67Nessuna valutazione finora
- AS10169Documento11 pagineAS10169JOECOOL67Nessuna valutazione finora
- Supplier Readiness Check List T1XXHeavyDocumento9 pagineSupplier Readiness Check List T1XXHeavyJOECOOL67Nessuna valutazione finora
- GRA2092 Projection Weld Nut EP WorkbookDocumento69 pagineGRA2092 Projection Weld Nut EP WorkbookJOECOOL67Nessuna valutazione finora
- GMW6076MDocumento3 pagineGMW6076MJOECOOL67Nessuna valutazione finora
- Process To Request Cost Recovery SubpackageDocumento29 pagineProcess To Request Cost Recovery SubpackageJOECOOL67Nessuna valutazione finora
- Fairfax Contact ListDocumento1 paginaFairfax Contact ListJOECOOL67Nessuna valutazione finora
- Bopp-Busch Quality ManualDocumento50 pagineBopp-Busch Quality ManualJOECOOL67Nessuna valutazione finora
- Product Audit Training PDFDocumento1 paginaProduct Audit Training PDFJOECOOL67Nessuna valutazione finora
- Corrective Action Report (CAR) : Form1001 CAR-KMR - e Page 1 of 1 Revision: 6 Reference: Organizational Instruction 8.5.01Documento1 paginaCorrective Action Report (CAR) : Form1001 CAR-KMR - e Page 1 of 1 Revision: 6 Reference: Organizational Instruction 8.5.01JOECOOL67Nessuna valutazione finora
- BMW F16 RDM Extrusion Appearance SpecDocumento1 paginaBMW F16 RDM Extrusion Appearance SpecJOECOOL67Nessuna valutazione finora
- Procedure For Shipping Information and Invoicing Process: Procedure: P-15-1 Page 1 of 3Documento3 pagineProcedure For Shipping Information and Invoicing Process: Procedure: P-15-1 Page 1 of 3JOECOOL67Nessuna valutazione finora
- CQMS Internal Presentation June 2010Documento25 pagineCQMS Internal Presentation June 2010JOECOOL67Nessuna valutazione finora
- GMW14872 Cycle Testing RequirementsDocumento1 paginaGMW14872 Cycle Testing RequirementsJOECOOL67Nessuna valutazione finora
- Chrysler Customer Specifics For PPAP 4th Edition July 11Documento2 pagineChrysler Customer Specifics For PPAP 4th Edition July 11JOECOOL67Nessuna valutazione finora
- List of Crash Cart SuppliesDocumento2 pagineList of Crash Cart SuppliesMariefel Villanueva AlejagaNessuna valutazione finora
- Aviation Laser Exposure Self-Assessment PDFDocumento2 pagineAviation Laser Exposure Self-Assessment PDFmimiNessuna valutazione finora
- Construction and Validation of PS-FFQ (Parenting Style Four Factor Questionnaire)Documento12 pagineConstruction and Validation of PS-FFQ (Parenting Style Four Factor Questionnaire)Bernard CarpioNessuna valutazione finora
- Luyando Nkwemu's Field ProjectDocumento14 pagineLuyando Nkwemu's Field ProjectMathews SikasoteNessuna valutazione finora
- Tamponade KordisDocumento20 pagineTamponade KordisMuhammad Aprianto RamadhanNessuna valutazione finora
- Experiment: Analysis of Milk: Output by Christian James MataDocumento2 pagineExperiment: Analysis of Milk: Output by Christian James MataSIJINessuna valutazione finora
- Ha NotesDocumento34 pagineHa NotesLyssa KateNessuna valutazione finora
- How ERP Software by SAP Enabled ModernaDocumento3 pagineHow ERP Software by SAP Enabled ModernaMarie IriarteNessuna valutazione finora
- Missed ABMP Exam Questions With Correct AnswersDocumento37 pagineMissed ABMP Exam Questions With Correct Answersgkim58646Nessuna valutazione finora
- Healthy Food EssayDocumento2 pagineHealthy Food EssayFebri FebrianiNessuna valutazione finora
- Swine Flu - Read About Symptoms, Treatment and H1N1 VaccineDocumento10 pagineSwine Flu - Read About Symptoms, Treatment and H1N1 VaccineRoyal ENessuna valutazione finora
- Strategic Plan 2023Documento12 pagineStrategic Plan 2023BernewsAdminNessuna valutazione finora
- Pathophysiology For Health Sciences BHS415: Rozzana Mohd Said, PHDDocumento20 paginePathophysiology For Health Sciences BHS415: Rozzana Mohd Said, PHDatiqullah tarmiziNessuna valutazione finora
- Mindfulness Literature ReviewDocumento7 pagineMindfulness Literature Reviewjquail3Nessuna valutazione finora
- Why Do Teenagers Drink Reading Comprehension Exercises 9775Documento3 pagineWhy Do Teenagers Drink Reading Comprehension Exercises 9775sonia martinsNessuna valutazione finora
- PMGS Couse Note RevDocumento83 paginePMGS Couse Note RevfisplNessuna valutazione finora
- Redesigning The Emergency Ambulance PDFDocumento40 pagineRedesigning The Emergency Ambulance PDFMauricio GarcíaNessuna valutazione finora
- J. Nat. Prod., 1994, 57 (4), 518-520Documento4 pagineJ. Nat. Prod., 1994, 57 (4), 518-520Casca RMNessuna valutazione finora
- Lanka Hospitals ReportDocumento25 pagineLanka Hospitals ReportRickyRikzNessuna valutazione finora
- Vampires and Death in New England, 1784 To 1892Documento17 pagineVampires and Death in New England, 1784 To 1892Ferencz IozsefNessuna valutazione finora
- Overview of Colon Polyps - UpToDateDocumento44 pagineOverview of Colon Polyps - UpToDateHartemes RosarioNessuna valutazione finora
- Healthmedicinet Com II 2014 AugDocumento400 pagineHealthmedicinet Com II 2014 AugHeal ThmedicinetNessuna valutazione finora
- Technical Publications: Revision 5Documento104 pagineTechnical Publications: Revision 5Maciel RamosNessuna valutazione finora