Potrebbero piacerti anche
- Safety Stock: Safety Stock (Also Called Buffer Stock) Is A Term Used byDocumento3 pagineSafety Stock: Safety Stock (Also Called Buffer Stock) Is A Term Used by09m008_159913639Nessuna valutazione finora
- Quantitative Techniques For Business DecisionsDocumento8 pagineQuantitative Techniques For Business DecisionsSourav MandalNessuna valutazione finora
- Inventory ManagementDocumento51 pagineInventory ManagementPrakhar RatheeNessuna valutazione finora
- Inventory Optimization Produces Operational and Cost EfficiencyDocumento2 pagineInventory Optimization Produces Operational and Cost EfficiencyfyfyNessuna valutazione finora
- Inventory ControlDocumento41 pagineInventory ControlantoniobhNessuna valutazione finora
- Inventory Management and ControlDocumento52 pagineInventory Management and ControlAshish MalhanNessuna valutazione finora
- 7 Principles of Supply Chain Management ExplainedDocumento4 pagine7 Principles of Supply Chain Management Explainedprateekbapna90Nessuna valutazione finora
- Inventory Models Guide for BusinessesDocumento24 pagineInventory Models Guide for BusinessesRichard Sinchongco Aguilar Jr.Nessuna valutazione finora
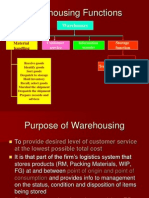
- Warehouse FunctionsDocumento27 pagineWarehouse FunctionsSheila Ibay VillanuevaNessuna valutazione finora
- MANAGING INVENTORY HandoutsDocumento17 pagineMANAGING INVENTORY HandoutsJohn Albatera100% (1)
- Abc Analysis: Presented By: Dhanya .V Roll No: 07Documento5 pagineAbc Analysis: Presented By: Dhanya .V Roll No: 07Dhanya ShobhaNessuna valutazione finora
- Inventory Management: Presented By: Apple MagpantayDocumento31 pagineInventory Management: Presented By: Apple MagpantayRuth Ann DimalaluanNessuna valutazione finora
- SCM Module - 4Documento21 pagineSCM Module - 4SREEVISAKH V SNessuna valutazione finora
- SAFETY STOCKS DEFINED AND CALCULATEDDocumento44 pagineSAFETY STOCKS DEFINED AND CALCULATEDSangeeth BhoopaalanNessuna valutazione finora
- Analysis of Inventory Management Using Methodology Rop (Reorder Point) To Minimize Doi (Days of Inventory)Documento5 pagineAnalysis of Inventory Management Using Methodology Rop (Reorder Point) To Minimize Doi (Days of Inventory)Anonymous izrFWiQNessuna valutazione finora
- Inventory AccuracyDocumento21 pagineInventory AccuracySachin ChaudharyNessuna valutazione finora
- A Case Study On Inventory ManagementDocumento4 pagineA Case Study On Inventory ManagementEnamul Huque SarkerNessuna valutazione finora
- Ten ways to optimize inventory managementDocumento10 pagineTen ways to optimize inventory managementamolkingNessuna valutazione finora
- The Problem and Its SettingDocumento3 pagineThe Problem and Its Settingivan TVNessuna valutazione finora
- Safety Stock (Also Called Buffer Stock) Is A Term Used by Logisticians To Describe A Level of ExtraDocumento3 pagineSafety Stock (Also Called Buffer Stock) Is A Term Used by Logisticians To Describe A Level of ExtraRajesh Insb100% (1)
- SAP MRP - Material Requirement Planning Overview PDFDocumento20 pagineSAP MRP - Material Requirement Planning Overview PDFSUBHOJIT BANERJEENessuna valutazione finora
- Scma 444 - Exam 2 Cheat SheetDocumento2 pagineScma 444 - Exam 2 Cheat SheetAshley PoppenNessuna valutazione finora
- Warehouse OverviewDocumento18 pagineWarehouse OverviewpremNessuna valutazione finora
- Supply Chain Management Review SCMR - SepOct - 2012 - t504Documento69 pagineSupply Chain Management Review SCMR - SepOct - 2012 - t504Daud SulaimanNessuna valutazione finora
- White Papers Forecast Measurement Evaluation White PaperDocumento7 pagineWhite Papers Forecast Measurement Evaluation White PaperAditya GolhaniNessuna valutazione finora
- Supply Chain Excellence: Today S Best Driver of Bottom-Line PerformanceDocumento6 pagineSupply Chain Excellence: Today S Best Driver of Bottom-Line PerformanceKarthik JohnNessuna valutazione finora
- Role of Infarmation Technology in WalDocumento12 pagineRole of Infarmation Technology in WalMukesh KumarNessuna valutazione finora
- Safety Stock PlanningDocumento4 pagineSafety Stock PlanningUday Sagar100% (1)
- Contekan Supply ChainDocumento2 pagineContekan Supply ChainBagasAninditoSatyabhaktiNessuna valutazione finora
- FRAMEWORKDocumento19 pagineFRAMEWORKMauro MLR100% (2)
- 10 Commandments of Inventory ManagementDocumento6 pagine10 Commandments of Inventory ManagementJayesh BaldotaNessuna valutazione finora
- ( ( (Q & A Procrument and Supply Chain Management) ) )Documento21 pagine( ( (Q & A Procrument and Supply Chain Management) ) )maxamuud xuseenNessuna valutazione finora
- Operations ManagementDocumento6 pagineOperations ManagementRami smartNessuna valutazione finora
- Production Planning and Inventory ManagementDocumento31 pagineProduction Planning and Inventory ManagementshivjitiwariNessuna valutazione finora
- Inventory Count ProcessDocumento4 pagineInventory Count ProcessAudit Department100% (1)
- 4 Steps Forecast Total Market DemandDocumento3 pagine4 Steps Forecast Total Market DemandPrayag DasNessuna valutazione finora
- Inventory Theory (Quantitative Techniques)Documento41 pagineInventory Theory (Quantitative Techniques)Lexter Smith Albay100% (2)
- Walmart Enhances Supply Chain ManageDocumento10 pagineWalmart Enhances Supply Chain Managecons theNessuna valutazione finora
- Safety Stock and Safety Lead TimesExcerciseDocumento6 pagineSafety Stock and Safety Lead TimesExcercisedsroldmanNessuna valutazione finora
- 3 Ways To Calculate Safety Stock - WikiHowDocumento4 pagine3 Ways To Calculate Safety Stock - WikiHowNiraj KumarNessuna valutazione finora
- Research On Warehouse Management System Based On Association RulesDocumento5 pagineResearch On Warehouse Management System Based On Association RulesSubhan Riyandi100% (1)
- Aggregate Sales and Operations PlanningDocumento22 pagineAggregate Sales and Operations Planningreuniongroup gsc2020Nessuna valutazione finora
- Strategic Strategic Strategic Strategic: Supply ChainDocumento68 pagineStrategic Strategic Strategic Strategic: Supply ChainKhoubaieb DridiNessuna valutazione finora
- Supply Chain OptimizationDocumento6 pagineSupply Chain Optimizationmohican21Nessuna valutazione finora
- Inventory Management and ControlDocumento24 pagineInventory Management and ControlSathvik ReddyNessuna valutazione finora
- Understanding Supply Chain ManagementDocumento6 pagineUnderstanding Supply Chain ManagementswidyartoNessuna valutazione finora
- Assignment Supply Chain Management BY Virupaksha Reddy.T ROLL NUMBER: 510916226 OM0003 SET-1Documento12 pagineAssignment Supply Chain Management BY Virupaksha Reddy.T ROLL NUMBER: 510916226 OM0003 SET-1virupaksha12Nessuna valutazione finora
- SCLM ChecklistDocumento38 pagineSCLM ChecklistMayur GaidhaneNessuna valutazione finora
- Lecturing 5 Eoq and RopDocumento8 pagineLecturing 5 Eoq and RopJohn StephensNessuna valutazione finora
- Supply Chain Metrics and DriversDocumento67 pagineSupply Chain Metrics and DriversRohit RajNessuna valutazione finora
- Demand Forecasting TechniquesDocumento59 pagineDemand Forecasting TechniquesShahmirBalochNessuna valutazione finora
- Safety Stock PoliciesDocumento65 pagineSafety Stock PoliciesJabir AghadiNessuna valutazione finora
- Functions of WarehousingDocumento27 pagineFunctions of WarehousingKenneth Wilson BavachanNessuna valutazione finora
- SCMR MarApr 2012 Z011Documento85 pagineSCMR MarApr 2012 Z011Ahmed TalaatNessuna valutazione finora
- Inventory and Risk Management-AbstractDocumento2 pagineInventory and Risk Management-AbstractSaritha ReddyNessuna valutazione finora
- Principles of Purchasing Management CW Part2Documento10 paginePrinciples of Purchasing Management CW Part2Leon FernandoNessuna valutazione finora
- Physical Stock Taking ReportDocumento2 paginePhysical Stock Taking ReportvelNessuna valutazione finora
- Ikea LogisticsDocumento50 pagineIkea LogisticsivanraposoNessuna valutazione finora
- Scientific Article JMR VrouenraetsDocumento10 pagineScientific Article JMR Vrouenraets邵駿宇Nessuna valutazione finora
- Calculation of The Reorder Point For Items With Exponential and Poisson Distribution of Lead Time DemandDocumento10 pagineCalculation of The Reorder Point For Items With Exponential and Poisson Distribution of Lead Time DemandRaj ChauhanNessuna valutazione finora
- Burger WageraDocumento2 pagineBurger WageraRaj ChauhanNessuna valutazione finora
- HRM assignment-III PDFDocumento3 pagineHRM assignment-III PDFRaj ChauhanNessuna valutazione finora
- Burger StrategyDocumento4 pagineBurger StrategyRaj ChauhanNessuna valutazione finora
- The Ten GAAP PrinciplesDocumento1 paginaThe Ten GAAP PrinciplesRaj ChauhanNessuna valutazione finora
- HRM assignment-III PDFDocumento3 pagineHRM assignment-III PDFRaj ChauhanNessuna valutazione finora
- MM AssignmentDocumento4 pagineMM AssignmentRaj ChauhanNessuna valutazione finora
- The Ten GAAP PrinciplesDocumento1 paginaThe Ten GAAP PrinciplesRaj ChauhanNessuna valutazione finora
- Market RatesDocumento1 paginaMarket RatesRaj ChauhanNessuna valutazione finora
- Hul PMSDocumento21 pagineHul PMSnandu1000Nessuna valutazione finora
- Social Media and Its Impact On YouthDocumento1 paginaSocial Media and Its Impact On YouthRaj ChauhanNessuna valutazione finora
- Retail Banking Services High VolumeDocumento6 pagineRetail Banking Services High VolumeRaj ChauhanNessuna valutazione finora
- HR Changes 3Documento13 pagineHR Changes 3Raj ChauhanNessuna valutazione finora
- HR Changes 2Documento12 pagineHR Changes 2Raj ChauhanNessuna valutazione finora
- Admission To First Year of Full Time Post-Graduate Degree in Mba - MMS Courses 2020-21Documento3 pagineAdmission To First Year of Full Time Post-Graduate Degree in Mba - MMS Courses 2020-21shubham bhondeNessuna valutazione finora
- Emmanuel Macron: The Scheme Aims To Cover Around 5 Crore Beneficiaries in The First Three YearsDocumento8 pagineEmmanuel Macron: The Scheme Aims To Cover Around 5 Crore Beneficiaries in The First Three YearsRaj ChauhanNessuna valutazione finora
- Company Profile: HR Practices of Hindustan UnilerDocumento6 pagineCompany Profile: HR Practices of Hindustan UnilerRaj ChauhanNessuna valutazione finora
- ATMA QUESTIONS PART-A Final PDFDocumento18 pagineATMA QUESTIONS PART-A Final PDFRaj ChauhanNessuna valutazione finora
- Hul PMSDocumento21 pagineHul PMSnandu1000Nessuna valutazione finora
- Marketing AssignmentDocumento1 paginaMarketing AssignmentRaj ChauhanNessuna valutazione finora
- Company Profile: HR Practices of Hindustan UnilerDocumento6 pagineCompany Profile: HR Practices of Hindustan UnilerRaj ChauhanNessuna valutazione finora
- Service, Qulaity and Size HimalayaDocumento2 pagineService, Qulaity and Size HimalayaRaj ChauhanNessuna valutazione finora
- HR Changes 3Documento13 pagineHR Changes 3Raj ChauhanNessuna valutazione finora
- HR Changes 2Documento12 pagineHR Changes 2Raj ChauhanNessuna valutazione finora
- ATMA QUESTIONS PART-A Final PDFDocumento18 pagineATMA QUESTIONS PART-A Final PDFRaj ChauhanNessuna valutazione finora
- Hul PMSDocumento21 pagineHul PMSnandu1000Nessuna valutazione finora
- ATMA QUESTIONS PART-A Final PDFDocumento18 pagineATMA QUESTIONS PART-A Final PDFRaj ChauhanNessuna valutazione finora
- HR Changes 2Documento12 pagineHR Changes 2Raj ChauhanNessuna valutazione finora
- Company Profile: HR Practices of Hindustan UnilerDocumento6 pagineCompany Profile: HR Practices of Hindustan UnilerRaj ChauhanNessuna valutazione finora
- HR Changes 3Documento13 pagineHR Changes 3Raj ChauhanNessuna valutazione finora
- Supply Chain Management: Managing The Supply Chain Economies of Scale Safety Stock Improving PerformanceDocumento58 pagineSupply Chain Management: Managing The Supply Chain Economies of Scale Safety Stock Improving PerformanceSumedh KakdeNessuna valutazione finora
- Inventory Management and Budgetary Control SystemDocumento80 pagineInventory Management and Budgetary Control SystemVikas Tiwari100% (2)
- Inventory ManagementDocumento62 pagineInventory Managementcoolrohitkumar666Nessuna valutazione finora
- Inventory ManagementDocumento25 pagineInventory ManagementMarria FrancezcaNessuna valutazione finora
- Material ControlDocumento24 pagineMaterial Controlßïshñü PhüyãlNessuna valutazione finora
- Inventory Naragfxent and Review U P: Conceptual Framework LiteratureDocumento42 pagineInventory Naragfxent and Review U P: Conceptual Framework LiteratureBba ANessuna valutazione finora
- BA552 Week3Documento83 pagineBA552 Week3Reza MohagiNessuna valutazione finora
- Ringkasan Materi - Akuntansi ManajemenDocumento7 pagineRingkasan Materi - Akuntansi ManajemenFahmi Nur AlfiyanNessuna valutazione finora
- Reorder Point Planning: © Sap Ag TAMM10 4.0B 34-1Documento7 pagineReorder Point Planning: © Sap Ag TAMM10 4.0B 34-1lymacsauokNessuna valutazione finora
- 100 aGPSS Models: Cases and Exercises for Students and ProfessionalsDocumento83 pagine100 aGPSS Models: Cases and Exercises for Students and Professionalsdiego bulloniNessuna valutazione finora
- Maximo 6 Training Guide EnglishDocumento43 pagineMaximo 6 Training Guide EnglishTony EduokNessuna valutazione finora
- Inventory ManagementDocumento38 pagineInventory Managementharisankar007Nessuna valutazione finora
- TCDN (Bank Test c28)Documento28 pagineTCDN (Bank Test c28)Nguyễn Thanh TrúcNessuna valutazione finora
- OM-II, Chapter 2 (Slides) AIMDocumento41 pagineOM-II, Chapter 2 (Slides) AIMdr.sahaabNessuna valutazione finora
- 2Documento29 pagine2shankari24381Nessuna valutazione finora
- Chap 10Documento45 pagineChap 10Sawan AcharyNessuna valutazione finora
- ConsolidateDocumento40 pagineConsolidatePopeye AlexNessuna valutazione finora
- Exercises Inventory Control SystemsDocumento7 pagineExercises Inventory Control SystemsDeepNessuna valutazione finora
- Lect 12 EOQ SCMDocumento38 pagineLect 12 EOQ SCMApporva MalikNessuna valutazione finora
- Ex12 - Quantitative MethodsDocumento7 pagineEx12 - Quantitative MethodsSheena Pearl AlinsanganNessuna valutazione finora
- 812 - Demand Management and Planning - G.1Documento32 pagine812 - Demand Management and Planning - G.1Ling LeeNessuna valutazione finora
- Ansay, Allyson Charissa T. - BSA 2 - Accounting For Raw MaterialsDocumento5 pagineAnsay, Allyson Charissa T. - BSA 2 - Accounting For Raw Materialsカイ みゆきNessuna valutazione finora
- Ise 362 HomeworkDocumento3 pagineIse 362 HomeworkEKREM ÇAMURLUNessuna valutazione finora
- Inventory Management II PPT 16-18Documento16 pagineInventory Management II PPT 16-18Prateek KonvictedNessuna valutazione finora
- Nicolas Vandeput - Inventory Optimization - Models and Simulations (2020, de Gruyter) - Libgen - LiDocumento318 pagineNicolas Vandeput - Inventory Optimization - Models and Simulations (2020, de Gruyter) - Libgen - LiJallal Shaik100% (1)
- 17 x11 FinMan E Quantitative MethodsDocumento10 pagine17 x11 FinMan E Quantitative MethodsJericho PedragosaNessuna valutazione finora
- Chapter 5-Inventory ManagementDocumento27 pagineChapter 5-Inventory Managementbereket nigussieNessuna valutazione finora
- Oracle SCM Viva QuestionsDocumento18 pagineOracle SCM Viva QuestionsADISH C ANessuna valutazione finora
- ROP Stockout NoteDocumento5 pagineROP Stockout Noteরাফিউল রিয়াজ অমিNessuna valutazione finora
- INVENTORY MANAGEMENT Problems Only For Class Nov 2014Documento2 pagineINVENTORY MANAGEMENT Problems Only For Class Nov 2014swaroop666Nessuna valutazione finora