Potrebbero piacerti anche
- Tuned Mass Damper Report PDFDocumento21 pagineTuned Mass Damper Report PDFRitu t Raj100% (1)
- Different Annealing Treatments For Improvement of Magnetic and Electrical Properties of Soft Magnetic CompositesDocumento7 pagineDifferent Annealing Treatments For Improvement of Magnetic and Electrical Properties of Soft Magnetic CompositestalhadurannNessuna valutazione finora
- Rare MetalsDocumento4 pagineRare MetalsmohammadNessuna valutazione finora
- The Manufacturing of Hard Tools From Metallic Powders by SLMDocumento4 pagineThe Manufacturing of Hard Tools From Metallic Powders by SLMAlia AllafNessuna valutazione finora
- Thermal Behavior in Single Track During Selective Laser Melting of Alsi10Mg PowderDocumento13 pagineThermal Behavior in Single Track During Selective Laser Melting of Alsi10Mg PowderkishoreNessuna valutazione finora
- Post-Process Treatments For Additive-Manufactured Metallic Structures: A Comprehensive ReviewDocumento50 paginePost-Process Treatments For Additive-Manufactured Metallic Structures: A Comprehensive ReviewraneenengNessuna valutazione finora
- Microstructure and Properties of Plasma Remelted AZ91D Magnesium AlloyDocumento6 pagineMicrostructure and Properties of Plasma Remelted AZ91D Magnesium Alloyפּואַ פּוגאַNessuna valutazione finora
- The Effect of Constrained Groove Pressing On Grain Size, Dislocation Density and Electrical Resistivity of Low Carbon SteelDocumento7 pagineThe Effect of Constrained Groove Pressing On Grain Size, Dislocation Density and Electrical Resistivity of Low Carbon SteelMoin ANessuna valutazione finora
- Bulk Nanocomposite Magnets Produced by Dynamic Shock CompactionDocumento3 pagineBulk Nanocomposite Magnets Produced by Dynamic Shock CompactionMZSHBNessuna valutazione finora
- Sintering Optimisation of Fe Si Soft Magnetic Materials Processed by Metal Injection MouldingDocumento9 pagineSintering Optimisation of Fe Si Soft Magnetic Materials Processed by Metal Injection MouldingtalhadurannNessuna valutazione finora
- Preparation of Low-Density Superparamagnetic Microspheres by Coating Glass Microballoons With Magnetite NanoparticlesDocumento6 paginePreparation of Low-Density Superparamagnetic Microspheres by Coating Glass Microballoons With Magnetite Nanoparticlesapi-3773399Nessuna valutazione finora
- Journal of Alloys and CompoundsDocumento5 pagineJournal of Alloys and CompoundsPhung Tuan AnhNessuna valutazione finora
- Fractography of Steam Treated Sintered Steel Compacts: PARVIN Nader, HASHEMI Zahra, NAEIMI MohammadDocumento6 pagineFractography of Steam Treated Sintered Steel Compacts: PARVIN Nader, HASHEMI Zahra, NAEIMI MohammadanshuNessuna valutazione finora
- Jin Long 2013Documento7 pagineJin Long 2013diode kcNessuna valutazione finora
- The Manufacturing of Hard Tools From Metallic Powders by Selective Laser Melting PDFDocumento4 pagineThe Manufacturing of Hard Tools From Metallic Powders by Selective Laser Melting PDFCristiNessuna valutazione finora
- Microstructural Characterization of AISI 431 Martensitic Stainless Steel Laser-Deposited CoatingsDocumento10 pagineMicrostructural Characterization of AISI 431 Martensitic Stainless Steel Laser-Deposited CoatingsQuan LaiNessuna valutazione finora
- RAMAN1Documento8 pagineRAMAN1regNessuna valutazione finora
- Research Article: Surface Laser Processing of Additive Manufactured 1.2709 Steel Parts: Preliminary StudyDocumento10 pagineResearch Article: Surface Laser Processing of Additive Manufactured 1.2709 Steel Parts: Preliminary StudyZvonimir OpicNessuna valutazione finora
- 1 s2.0 S0022369722005510 MainDocumento13 pagine1 s2.0 S0022369722005510 Mainkhabanjar0Nessuna valutazione finora
- Dissimilar Material Laser Welding Between Magnesium Alloy AZ31B and Aluminum Alloy A5052 ODocumento7 pagineDissimilar Material Laser Welding Between Magnesium Alloy AZ31B and Aluminum Alloy A5052 OSidhesh mishraNessuna valutazione finora
- 1 s2.0 S0263436821000226 MainDocumento9 pagine1 s2.0 S0263436821000226 MainVIRAJ PATILNessuna valutazione finora
- Characterization of Coatings Formed On AZX Magnesium Alloys by Plasma Electrolytic OxidationDocumento6 pagineCharacterization of Coatings Formed On AZX Magnesium Alloys by Plasma Electrolytic OxidationKavitha SNessuna valutazione finora
- Choi 2012Documento5 pagineChoi 2012tuanhoa123Nessuna valutazione finora
- Copper Via Surface Mechanical WPS IMP2DANCE 23Documento9 pagineCopper Via Surface Mechanical WPS IMP2DANCE 23chérifa boulechfarNessuna valutazione finora
- Wiesen Er 2017Documento9 pagineWiesen Er 2017Cimpoesu NicanorNessuna valutazione finora
- Optics and Lasers in Engineering: Walid Khalfaoui, Eric Valerio, Jean Eric Masse, Michel AutricDocumento6 pagineOptics and Lasers in Engineering: Walid Khalfaoui, Eric Valerio, Jean Eric Masse, Michel AutricLakshmi NarayananNessuna valutazione finora
- Arrabal 2009Documento8 pagineArrabal 2009manoj kumar GNessuna valutazione finora
- Hybrid Metal FoamsDocumento11 pagineHybrid Metal FoamsSEP-PublisherNessuna valutazione finora
- Near-Net-Shape Superplastic Forming of Intricate Shaped Magnesium Alloy ComponentsDocumento8 pagineNear-Net-Shape Superplastic Forming of Intricate Shaped Magnesium Alloy ComponentsijeteeditorNessuna valutazione finora
- Microstructure and Corrosion Resistance of Laser Cladding and FrictionDocumento7 pagineMicrostructure and Corrosion Resistance of Laser Cladding and FrictionYohanesNessuna valutazione finora
- 1 s2.0 S2352431618302633 MainDocumento8 pagine1 s2.0 S2352431618302633 MainBaykal AltayNessuna valutazione finora
- CommunicationDocumento6 pagineCommunicationAmel HalimiNessuna valutazione finora
- Mehdi 2019Documento11 pagineMehdi 2019Hoàng Tâm LêNessuna valutazione finora
- 1 s2.0 S2352847822001484 MainDocumento6 pagine1 s2.0 S2352847822001484 Mainzmaxprom5Nessuna valutazione finora
- 1 s2.0 S0167577X21003207 MainDocumento4 pagine1 s2.0 S0167577X21003207 MainAli UzunNessuna valutazione finora
- Effect of Annealing Temperature On Joints of Diffusion Bonded MgAl AlloysDocumento8 pagineEffect of Annealing Temperature On Joints of Diffusion Bonded MgAl Alloyslee youri mikhaeliaNessuna valutazione finora
- 1404 0742 PDFDocumento12 pagine1404 0742 PDFMuhammad Imran KhanNessuna valutazione finora
- Le 2020 Mater. Res. Express 7 116513Documento13 pagineLe 2020 Mater. Res. Express 7 116513Osman ErsanNessuna valutazione finora
- Effect of Laser Surface Hardening On A Low Carbon Steel Substrate Wear and HardnessDocumento10 pagineEffect of Laser Surface Hardening On A Low Carbon Steel Substrate Wear and Hardnesszidan ojaNessuna valutazione finora
- Fe-Zn Supersaturated Solid Solution Prepared by Mechanical Alloying and Laser Sintering To Accelerate DegradationDocumento13 pagineFe-Zn Supersaturated Solid Solution Prepared by Mechanical Alloying and Laser Sintering To Accelerate DegradationsaifbenNessuna valutazione finora
- Characterization of Contact Tensions During Incremental Forming of Metal CompositesDocumento4 pagineCharacterization of Contact Tensions During Incremental Forming of Metal CompositesAndreasBesterNessuna valutazione finora
- Effect of Electrodeposition Parameters On Morphology of Copper Thin FilmsDocumento7 pagineEffect of Electrodeposition Parameters On Morphology of Copper Thin FilmsIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNessuna valutazione finora
- Laser WeldingDocumento12 pagineLaser WeldingtrilokmangaloreNessuna valutazione finora
- Advances in Fe-Si Properties and Their Interpretation: Invited PaperDocumento4 pagineAdvances in Fe-Si Properties and Their Interpretation: Invited PaperSuda KrishnarjunaraoNessuna valutazione finora
- (20834799 - Advances in Materials Science) Influence of Parameters of Laser Beam Welding On Structure of 2205 Duplex Stainless SteelDocumento11 pagine(20834799 - Advances in Materials Science) Influence of Parameters of Laser Beam Welding On Structure of 2205 Duplex Stainless Steelkamal touilebNessuna valutazione finora
- Deposition Mechanism of Electroless Nickel Plating of Composite Coatings On MG AlloyDocumento10 pagineDeposition Mechanism of Electroless Nickel Plating of Composite Coatings On MG AlloyArghyaMukherjeeNessuna valutazione finora
- Unoxidized Graphene/Alumina Nanocomposite: Fracture-And Wear-Resistance Effects of Graphene On Alumina MatrixDocumento10 pagineUnoxidized Graphene/Alumina Nanocomposite: Fracture-And Wear-Resistance Effects of Graphene On Alumina MatrixTiago EntradasNessuna valutazione finora
- Role of Wear Resistance Coating Parameters On Magnesium Alloys-A ReviewDocumento12 pagineRole of Wear Resistance Coating Parameters On Magnesium Alloys-A ReviewTJPRC PublicationsNessuna valutazione finora
- Paper On Corrosion BehaviourDocumento11 paginePaper On Corrosion BehaviourEr Pravin V TembeNessuna valutazione finora
- Articulo de PulvimetalurgiaDocumento6 pagineArticulo de PulvimetalurgiaDaniel MesaNessuna valutazione finora
- Nanostructured Cobalt Zinc Ferrite Thin Films For Gas Sensor ApplicationDocumento10 pagineNanostructured Cobalt Zinc Ferrite Thin Films For Gas Sensor ApplicationInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Zhang 2013Documento4 pagineZhang 2013gaurav senNessuna valutazione finora
- 10-Patterned Magnetic Media From Self-Assembly IEE Pro-Sci Meas 2003Documento3 pagine10-Patterned Magnetic Media From Self-Assembly IEE Pro-Sci Meas 2003iaia367Nessuna valutazione finora
- Effect of Laser Power and Substrate On The Hastelloy C276TM Coatings Features Deposited by Laser CladdingDocumento11 pagineEffect of Laser Power and Substrate On The Hastelloy C276TM Coatings Features Deposited by Laser CladdingAlex PizzattoNessuna valutazione finora
- An Investigation To The Deep Drawing of Fiber-Metal Laminates Based On Glass Fiber Rieforced PoypropyleneDocumento11 pagineAn Investigation To The Deep Drawing of Fiber-Metal Laminates Based On Glass Fiber Rieforced PoypropylenedownrasNessuna valutazione finora
- Sun 2013Documento10 pagineSun 2013zidan ojaNessuna valutazione finora
- Tai JMMMDocumento7 pagineTai JMMMRahmat WidodoNessuna valutazione finora
- Effects of Co Laser Conditioning of The Antire Ection Y O /sio Coatings at 351 NMDocumento8 pagineEffects of Co Laser Conditioning of The Antire Ection Y O /sio Coatings at 351 NMRamin ShojaNessuna valutazione finora
- Microstructural Control of Co-Based PTA Coatings: Rafael Gomes, Sérgio Henke, Ana Sofia D'OliveiraDocumento5 pagineMicrostructural Control of Co-Based PTA Coatings: Rafael Gomes, Sérgio Henke, Ana Sofia D'OliveirakarenglzNessuna valutazione finora
- Surface Plasmon Enhanced, Coupled and Controlled FluorescenceDa EverandSurface Plasmon Enhanced, Coupled and Controlled FluorescenceNessuna valutazione finora
- Small Scale Mechanical Testing For AM Monolithic and Hybrid Test SamplesDocumento18 pagineSmall Scale Mechanical Testing For AM Monolithic and Hybrid Test SamplesANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Mechanical Properties Enhancement Ti29Nb13Ta4.62Zr Alloy Via HT With No Detrimental Effect On Its BiocompabilityDocumento6 pagineMechanical Properties Enhancement Ti29Nb13Ta4.62Zr Alloy Via HT With No Detrimental Effect On Its BiocompabilityANIGANI SUDARSHAN REDDYNessuna valutazione finora
- JMDA-21-0224.R1 Proof HiDocumento37 pagineJMDA-21-0224.R1 Proof HiANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Microstructural Study and Mechanical Characterization of Heat Treated Direct Metal Laser Sintered Ti6Al4V For Biomedical ApplicationsDocumento13 pagineMicrostructural Study and Mechanical Characterization of Heat Treated Direct Metal Laser Sintered Ti6Al4V For Biomedical ApplicationsANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Influence of Post-Heat Treatment On Microstructure, Mechanical, and Wear Properties of Maraging Steel Fabricated Using Direct Metal Laser Sintering TechniqueDocumento17 pagineInfluence of Post-Heat Treatment On Microstructure, Mechanical, and Wear Properties of Maraging Steel Fabricated Using Direct Metal Laser Sintering TechniqueANIGANI SUDARSHAN REDDYNessuna valutazione finora
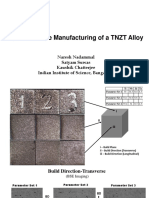
- L-PBF AM of TNZT - Nadammal Et Al.Documento3 pagineL-PBF AM of TNZT - Nadammal Et Al.ANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Mechanisms of Deformation in Gum Metal TNTZ AlloysDocumento24 pagineMechanisms of Deformation in Gum Metal TNTZ AlloysANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Titanium and Its Alloys - Metallurgy, Heat Treatment and Alloy CharateristicsDocumento12 pagineTitanium and Its Alloys - Metallurgy, Heat Treatment and Alloy CharateristicsANIGANI SUDARSHAN REDDY100% (1)
- SLM of Titanium Alloy With 50 WT% Tantalum - Effect of Laser Process Parameters On Part QualityDocumento30 pagineSLM of Titanium Alloy With 50 WT% Tantalum - Effect of Laser Process Parameters On Part QualityANIGANI SUDARSHAN REDDYNessuna valutazione finora
- A Review of Metastable Beta Titanium AlloysDocumento41 pagineA Review of Metastable Beta Titanium AlloysANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Titanium Alloy GuideDocumento48 pagineTitanium Alloy GuidePatrick DominguezNessuna valutazione finora
- Titanium Alloys For Aerospace ApplicationsDocumento9 pagineTitanium Alloys For Aerospace ApplicationsANIGANI SUDARSHAN REDDYNessuna valutazione finora
- SLM of Titanium Alloy With 50 WT% Tantalum - Microstructure and Mechanical PropertiesDocumento10 pagineSLM of Titanium Alloy With 50 WT% Tantalum - Microstructure and Mechanical PropertiesANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Refinement of The Grain Structure of AM Titanium AlloysDocumento5 pagineRefinement of The Grain Structure of AM Titanium AlloysANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Microstructure and Mechanical Properties of A Novel Beta Titanium Metallic Composite by SLM ProcessDocumento9 pagineMicrostructure and Mechanical Properties of A Novel Beta Titanium Metallic Composite by SLM ProcessANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Surface Treatments and Functional Coatings For Biocompatibility Improvements in Dental ImplantologyDocumento22 pagineSurface Treatments and Functional Coatings For Biocompatibility Improvements in Dental ImplantologyANIGANI SUDARSHAN REDDYNessuna valutazione finora
- C. Flight: George Mursbdll SpaceDocumento69 pagineC. Flight: George Mursbdll SpaceJeganinlove JeganNessuna valutazione finora
- Application and Features of Titanium For The Aerospace IndustryDocumento6 pagineApplication and Features of Titanium For The Aerospace IndustryCláudiaCardosoNessuna valutazione finora
- Improved Mechanical Properties of The New Ti15TaxZr Alloys Fabricated by SLM For Biomedical Applications PDFDocumento25 pagineImproved Mechanical Properties of The New Ti15TaxZr Alloys Fabricated by SLM For Biomedical Applications PDFANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Corrosion Resistance of New Beta Type Titanium Alloy, Ti29Nb13Ta4.6Zr in Artificial SolutionDocumento8 pagineCorrosion Resistance of New Beta Type Titanium Alloy, Ti29Nb13Ta4.6Zr in Artificial SolutionANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Effect of Different HT On Microstructure and Mechanical Properties of Ti6Al4VDocumento6 pagineEffect of Different HT On Microstructure and Mechanical Properties of Ti6Al4VANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Developement of Porous TiO2 Layer On Ti6Al4V For Bone ImplantsDocumento56 pagineDevelopement of Porous TiO2 Layer On Ti6Al4V For Bone ImplantsANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Biomedical Applications of Additive Manufact - 2017 - Current Opinion in BiomediDocumento11 pagineBiomedical Applications of Additive Manufact - 2017 - Current Opinion in BiomediANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Surface Engineering For Bone Implants PDFDocumento25 pagineSurface Engineering For Bone Implants PDFANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Ti6Al4V - Dental ImplantsDocumento10 pagineTi6Al4V - Dental ImplantsANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Tissue EngineeringDocumento34 pagineTissue EngineeringANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Production of Net Shape Mn-Al Permanent Magnets by Electron Beam Melting PDFDocumento8 pagineProduction of Net Shape Mn-Al Permanent Magnets by Electron Beam Melting PDFANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Production of Net Shape Mn-Al Permanent Magnets by Electron Beam Melting PDFDocumento8 pagineProduction of Net Shape Mn-Al Permanent Magnets by Electron Beam Melting PDFANIGANI SUDARSHAN REDDYNessuna valutazione finora
- JFB 08 00044Documento15 pagineJFB 08 00044OoNessuna valutazione finora
- Influence of Melt Pool Stability in 3D Printing of NdFeB Magnets On Density and Magnetic Properties PDFDocumento14 pagineInfluence of Melt Pool Stability in 3D Printing of NdFeB Magnets On Density and Magnetic Properties PDFANIGANI SUDARSHAN REDDYNessuna valutazione finora
- Emf 2 PDFDocumento4 pagineEmf 2 PDFSUDARSHAN dAWNessuna valutazione finora
- Robert Caldwell - Dark Energy CosmologyDocumento21 pagineRobert Caldwell - Dark Energy CosmologyLopmazNessuna valutazione finora
- Assignment N1Documento9 pagineAssignment N1Rania ChNessuna valutazione finora
- Advanced Linear and Nonlinear Control DesignDocumento15 pagineAdvanced Linear and Nonlinear Control Designdenise_meira_2100% (1)
- Physical ScienceDocumento32 paginePhysical ScienceAisheti Imasu Reb YaguNessuna valutazione finora
- Seismic Slope Safety - Determination of Critical Slip Surface Using Acceptability CriteriaDocumento221 pagineSeismic Slope Safety - Determination of Critical Slip Surface Using Acceptability CriteriaJvv GudboyNessuna valutazione finora
- Changes That Matter Undergoes: Physical and Chemical ChangeDocumento10 pagineChanges That Matter Undergoes: Physical and Chemical ChangeKaye Jean VillaNessuna valutazione finora
- ICT 9A04406 Electromagnetic Theory and Transmission LinesDocumento1 paginaICT 9A04406 Electromagnetic Theory and Transmission LinessivabharathamurthyNessuna valutazione finora
- Physics For Computer Science Students With Emphasis On Atomic and Semiconductor Physics - A. Damask e S. SchwarzDocumento246 paginePhysics For Computer Science Students With Emphasis On Atomic and Semiconductor Physics - A. Damask e S. SchwarzMichel AndradeNessuna valutazione finora
- Dipole Antenna Solution2Documento44 pagineDipole Antenna Solution2David GNessuna valutazione finora
- Transmission Electron Microscopy and Its ApplicationsDocumento12 pagineTransmission Electron Microscopy and Its ApplicationsMoayad TeimatNessuna valutazione finora
- Course Contact: Kinematics Conceptual QuestionsDocumento9 pagineCourse Contact: Kinematics Conceptual QuestionsOluwanifemi OjoNessuna valutazione finora
- 03 Gas ReformatDocumento29 pagine03 Gas Reformatshanthiny75Nessuna valutazione finora
- Techteach - No Simview DC Motor IndexDocumento3 pagineTechteach - No Simview DC Motor IndexDiabloNessuna valutazione finora
- Bond Under Cyclic LoadDocumento5 pagineBond Under Cyclic LoadjeffNessuna valutazione finora
- To StudentsDocumento1 paginaTo StudentsSuper FreakNessuna valutazione finora
- Passive Components (Compatibility Mode)Documento102 paginePassive Components (Compatibility Mode)gauravNessuna valutazione finora
- Strength of Material 2Documento12 pagineStrength of Material 2mjdalenezi100% (1)
- Accurate Equivalent Circuits For Unloaded Piezoelectric ResonatorsDocumento4 pagineAccurate Equivalent Circuits For Unloaded Piezoelectric ResonatorsHafid Papeda SaguNessuna valutazione finora
- Notas Capitulo 9 de Jackson PDFDocumento64 pagineNotas Capitulo 9 de Jackson PDFAG OctavioNessuna valutazione finora
- Shaft Calculation BaseDocumento40 pagineShaft Calculation BaseObaciuIonel100% (1)
- Evaporation: Isohyetal MethodDocumento9 pagineEvaporation: Isohyetal MethodAnonymous aE0YYlCOKNessuna valutazione finora
- Design and Optimization of The Methanolto-Olefin Process Part I - Si - 001Documento18 pagineDesign and Optimization of The Methanolto-Olefin Process Part I - Si - 001Forcus onNessuna valutazione finora
- Lab Report of ExperimentDocumento20 pagineLab Report of ExperimentFitri YusofNessuna valutazione finora
- Formula Sheet Class 12Documento5 pagineFormula Sheet Class 12shikhary167100% (1)
- Physical Science ReportDocumento9 paginePhysical Science ReportRoschelle ValleNessuna valutazione finora
- Mechanical Properties of Undoped GaAs III Indentation ExperimentsDocumento12 pagineMechanical Properties of Undoped GaAs III Indentation Experimentskelsiu1Nessuna valutazione finora
- Tugas Perpindahan PanasDocumento20 pagineTugas Perpindahan PanasLiyan Fajar GintaraNessuna valutazione finora
- Cell Type UR18650F: SpecificationsDocumento5 pagineCell Type UR18650F: SpecificationsIskandar WirawanNessuna valutazione finora