Potrebbero piacerti anche
- Machine Tools Guide in 40 CharactersDocumento16 pagineMachine Tools Guide in 40 CharactersKarNessuna valutazione finora
- MACHINE SHOP MILLING GUIDEDocumento14 pagineMACHINE SHOP MILLING GUIDEJohn BorjaNessuna valutazione finora
- Lathe Machine OperationDocumento38 pagineLathe Machine OperationInilazi JimmyNessuna valutazione finora
- MC-MT R16 - Unit-2Documento56 pagineMC-MT R16 - Unit-2Anonymous GEHeEQlajbNessuna valutazione finora
- Up Workshop Manual 2020Documento62 pagineUp Workshop Manual 2020Yash MittalNessuna valutazione finora
- Objective: To Study About Construction of Lathe and Various Operations On Lathe MachineDocumento27 pagineObjective: To Study About Construction of Lathe and Various Operations On Lathe MachineMuhit ChowdhuryNessuna valutazione finora
- Lathe, Milling Machine, Computer Numerical Control (CNC) and RobotsDocumento25 pagineLathe, Milling Machine, Computer Numerical Control (CNC) and RobotsLAKSH RAMASWAMYNessuna valutazione finora
- Operations in TurningDocumento8 pagineOperations in Turningcanavarsanayok100% (1)
- Lathe machine safety and setup guideDocumento21 pagineLathe machine safety and setup guideWalid AdnanNessuna valutazione finora
- Lathe Machine OperationDocumento13 pagineLathe Machine OperationRizuanul Arefin EmonNessuna valutazione finora
- MFT 2 Lab Manual-SasiDocumento46 pagineMFT 2 Lab Manual-Sasisikkandar faizNessuna valutazione finora
- Machine Tools, CNC and Robotics ElementsDocumento31 pagineMachine Tools, CNC and Robotics ElementsZeeshanNessuna valutazione finora
- Machine Shop: DefinitionDocumento10 pagineMachine Shop: DefinitionAli RazaNessuna valutazione finora
- 6 Notes Milling Shaping & PlaningDocumento14 pagine6 Notes Milling Shaping & PlaningSanket KumarNessuna valutazione finora
- Module 4 - Classification, Applications and Operations of MachinesDocumento19 pagineModule 4 - Classification, Applications and Operations of MachinesIsmaeli KielNessuna valutazione finora
- Lathe and Drilling MachineDocumento99 pagineLathe and Drilling Machinesagar0% (1)
- LATHE - WriteupDocumento21 pagineLATHE - WriteupMERISH GURU100% (1)
- Milling MachineDocumento80 pagineMilling Machineravi upadhyayNessuna valutazione finora
- Lathe-1Documento26 pagineLathe-1Meer Umar100% (1)
- Machine Shop: DefinitionDocumento10 pagineMachine Shop: DefinitionAliNessuna valutazione finora
- Machine Tool Introduction - Types of MachineDocumento19 pagineMachine Tool Introduction - Types of MachineAbdul AhadNessuna valutazione finora
- Workshop Practice II (MEng4191)Documento35 pagineWorkshop Practice II (MEng4191)Tesema TeshomeNessuna valutazione finora
- Milling MachineDocumento8 pagineMilling Machinegirma workuNessuna valutazione finora
- Various Types of Operations Performed in Lathe Machine - Education Discussion PDFDocumento13 pagineVarious Types of Operations Performed in Lathe Machine - Education Discussion PDFtinku meenaNessuna valutazione finora
- Unit 2 Machine ToolsDocumento11 pagineUnit 2 Machine ToolsMemes TechnicalNessuna valutazione finora
- Lathe MachineDocumento7 pagineLathe MachineJacTomlinNessuna valutazione finora
- BME Unit IV Machine ToolsDocumento41 pagineBME Unit IV Machine ToolsArvind BhosaleNessuna valutazione finora
- Prepared by S.sanyasirao, Assistant Professor, VITS College of Engg., Sontyam, VizagDocumento14 paginePrepared by S.sanyasirao, Assistant Professor, VITS College of Engg., Sontyam, Vizagsanyasirao1Nessuna valutazione finora
- Lathe Machine: MaterialDocumento10 pagineLathe Machine: MaterialKishan ParmarNessuna valutazione finora
- MillingDocumento47 pagineMillingAvinash KankipatiNessuna valutazione finora
- Lathe and Milling Machine OperationsDocumento28 pagineLathe and Milling Machine Operationskaushal shivaprakashNessuna valutazione finora
- Milling Machine And Process GuideDocumento16 pagineMilling Machine And Process GuideTULSI SHRESTHANessuna valutazione finora
- Lathe Machine Workshop PracticesDocumento3 pagineLathe Machine Workshop PracticesSujay Das SonuNessuna valutazione finora
- MC-MT R16 - Unit-4Documento29 pagineMC-MT R16 - Unit-4Anonymous GEHeEQlajbNessuna valutazione finora
- Machine Shop Guide to Lathe Parts and OperationsDocumento17 pagineMachine Shop Guide to Lathe Parts and OperationsJohn Borja100% (1)
- Chapter 2Documento49 pagineChapter 2zelalemmekonnen823Nessuna valutazione finora
- Milling Machine and OperationDocumento11 pagineMilling Machine and OperationMostafizur Rahman SobujNessuna valutazione finora
- Milling and Grinding Machines GuideDocumento16 pagineMilling and Grinding Machines GuidealysonmicheaalaNessuna valutazione finora
- Machine Shop: Principal Parts of A LatheDocumento7 pagineMachine Shop: Principal Parts of A LatheArchika YaduNessuna valutazione finora
- ALL Experiments MT-2Documento16 pagineALL Experiments MT-2rahulyadav9944Nessuna valutazione finora
- Drilling Machine LecturerDocumento32 pagineDrilling Machine LecturerS S PatelNessuna valutazione finora
- Lab Report 3Documento7 pagineLab Report 3mamoona noreenNessuna valutazione finora
- LatheDocumento4 pagineLatheAnees Calicut100% (1)
- Machine Tools - Milling MachineDocumento11 pagineMachine Tools - Milling Machinejineesha p jNessuna valutazione finora
- Geometry and Types of Twist Drills and Drilling MachinesDocumento15 pagineGeometry and Types of Twist Drills and Drilling Machinesbest4reverNessuna valutazione finora
- Machine Lab - ReportDocumento11 pagineMachine Lab - Reportsaiq kamranNessuna valutazione finora
- MCE516 MODULE TWO: METAL REMOVAL PROCESSESDocumento40 pagineMCE516 MODULE TWO: METAL REMOVAL PROCESSESEdward JNessuna valutazione finora
- Lathe machine guide for cylindrical workpiecesDocumento7 pagineLathe machine guide for cylindrical workpiecesashoku2Nessuna valutazione finora
- Lab MannualsDocumento15 pagineLab MannualsJatin PahujaNessuna valutazione finora
- Lathe Machine AttachmentDocumento15 pagineLathe Machine Attachmentgajanan maharajNessuna valutazione finora
- Module 6 Part 2 Bme-1Documento17 pagineModule 6 Part 2 Bme-1joeste965Nessuna valutazione finora
- Machine Tools Lab Manual (13-14)Documento39 pagineMachine Tools Lab Manual (13-14)Krishna Murthy100% (1)
- Chapter 1.1Documento62 pagineChapter 1.1Girmole WorkuNessuna valutazione finora
- Milling machine operations and classificationsDocumento74 pagineMilling machine operations and classificationsDevarakonda KondayyaNessuna valutazione finora
- MillingDocumento54 pagineMillingVickyVenkataramanNessuna valutazione finora
- IME (BESCK204D) Module-2Documento16 pagineIME (BESCK204D) Module-2SusheelabaiNessuna valutazione finora
- Lab 7 Workshop Teacher VersionDocumento4 pagineLab 7 Workshop Teacher Versionumar272Nessuna valutazione finora
- 01 Center LatheDocumento7 pagine01 Center LathekabbirhossainNessuna valutazione finora
- WORKSHOP PRACTICE-B.Tech IIDocumento46 pagineWORKSHOP PRACTICE-B.Tech IIrawat7233abhayNessuna valutazione finora
- Practical Assigment - Lamp HolderDocumento2 paginePractical Assigment - Lamp Holdershah shakeel rssNessuna valutazione finora
- Aims and Objectives of ProjectDocumento3 pagineAims and Objectives of Projectshah shakeel rssNessuna valutazione finora
- Energy Cost (21-27 Oct)Documento18 pagineEnergy Cost (21-27 Oct)shah shakeel rssNessuna valutazione finora
- Biomass in Boilers: An Efficient Renewable Energy SourceDocumento11 pagineBiomass in Boilers: An Efficient Renewable Energy Sourceshah shakeel rssNessuna valutazione finora
- Visio-8038230 General Power Electric Diagram IRIZAR E6Documento1 paginaVisio-8038230 General Power Electric Diagram IRIZAR E6Luis MuñozNessuna valutazione finora
- Vanguard V5 Hybrid BrochureDocumento2 pagineVanguard V5 Hybrid BrochureThahir AhmadNessuna valutazione finora
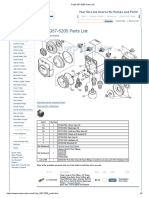
- Flojet G57-5205 Parts List: Your On-Line Source For Pumps and Parts!Documento3 pagineFlojet G57-5205 Parts List: Your On-Line Source For Pumps and Parts!Dolores FuertesNessuna valutazione finora
- ATC M Functions and VariablesDocumento3 pagineATC M Functions and Variablescmgankl75% (4)
- SECTION 15520 Feedwater Equipment General 1.1Documento6 pagineSECTION 15520 Feedwater Equipment General 1.1fatREVITNessuna valutazione finora
- Instruction Sheet Is Fq9010 - Style Number Fq9010Mk, Fq9010AwDocumento3 pagineInstruction Sheet Is Fq9010 - Style Number Fq9010Mk, Fq9010Awdayshift5Nessuna valutazione finora
- Faac C720 E720Documento20 pagineFaac C720 E720Tachuann Cag Zhen0% (1)
- BMTS Telescopic PoleDocumento1 paginaBMTS Telescopic PoleSiti Dhamirah 'IzzatiNessuna valutazione finora
- m120 PartsDocumento6 paginem120 PartsParamedico GuadalajaraNessuna valutazione finora
- Kalimat Nominal Negative (-)Documento5 pagineKalimat Nominal Negative (-)Amelia RamadhaniNessuna valutazione finora
- EWPC 902: Controllers With Single OutputDocumento3 pagineEWPC 902: Controllers With Single OutputAnnelies Bossuyt100% (1)
- Overhead Crane Safety ManualDocumento8 pagineOverhead Crane Safety ManualAnil kumarNessuna valutazione finora
- SR DenasriDocumento284 pagineSR DenasriDjie GuerrNessuna valutazione finora
- Diff Erential Pressure Gauge - Switch Model 106D: ApplicationsDocumento5 pagineDiff Erential Pressure Gauge - Switch Model 106D: ApplicationsB P REDDYNessuna valutazione finora
- Data Sheet Galaxy Año 2015Documento74 pagineData Sheet Galaxy Año 2015IGNACIONessuna valutazione finora
- Hotsale Bulan Feb 21Documento188 pagineHotsale Bulan Feb 21Towaf YusufNessuna valutazione finora
- Bionet BM3 Accessory List Under 40 CharactersDocumento1 paginaBionet BM3 Accessory List Under 40 Characters高伟Nessuna valutazione finora
- Answer SheetDocumento2 pagineAnswer SheetKirsty SebastianNessuna valutazione finora
- WL Charger-Ady6117 en 2201Documento31 pagineWL Charger-Ady6117 en 2201JuanNessuna valutazione finora
- Factory Redwood Furniture Sdn. Bhd. Fire Extinguisher Monthly ChecklistDocumento13 pagineFactory Redwood Furniture Sdn. Bhd. Fire Extinguisher Monthly ChecklistHelo DixonNessuna valutazione finora
- DelVal Flow Controls - 4-Page - Binder-Brochure - PRINT - 04-23-2018 (PC - GEN.002.00)Documento4 pagineDelVal Flow Controls - 4-Page - Binder-Brochure - PRINT - 04-23-2018 (PC - GEN.002.00)Prathamesh Pradeep MashilkarNessuna valutazione finora
- EZ Eye InstructionsDocumento2 pagineEZ Eye InstructionsErnesto ANessuna valutazione finora
- Experiment of Finding The Resolving Power of TheDocumento10 pagineExperiment of Finding The Resolving Power of ThePhysics Instruments100% (1)
- Requirement For Bop Control Unit Lying at Uctc Yard: 6nos 22NOS 16NOSDocumento1 paginaRequirement For Bop Control Unit Lying at Uctc Yard: 6nos 22NOS 16NOSfarman ali ahmedNessuna valutazione finora
- Brookstone Active Sport Massager Owners Manual ENDocumento12 pagineBrookstone Active Sport Massager Owners Manual ENTerrence JonesNessuna valutazione finora
- Valvulas Conexion Hammer CWPDocumento56 pagineValvulas Conexion Hammer CWPALEXIS CASTILLANessuna valutazione finora
- Blank Boq CCTV - 1!08!23Documento2 pagineBlank Boq CCTV - 1!08!23Anna TasyaNessuna valutazione finora
- Outdoor Cabinet: ODPS 2900-48-6 2.0VA VA/C (NSN IQ)Documento3 pagineOutdoor Cabinet: ODPS 2900-48-6 2.0VA VA/C (NSN IQ)ZAIN sharingNessuna valutazione finora
- Application: Slip-On Outdoor TerminationDocumento2 pagineApplication: Slip-On Outdoor Terminationlatif100% (1)
- L-807 & L-807 (L) Wind Cone: Compliance With StandardsDocumento4 pagineL-807 & L-807 (L) Wind Cone: Compliance With StandardsrogerNessuna valutazione finora