Potrebbero piacerti anche
- Iec 62053 21Documento7 pagineIec 62053 21Arley Villa Salazar33% (3)
- Progressive Cavity PumpDocumento22 pagineProgressive Cavity PumpFadh At-Tarf80% (5)
- Troubleshooting Centrifugal PumpsDocumento3 pagineTroubleshooting Centrifugal PumpsbbmokshNessuna valutazione finora
- Piping PracticeDocumento8 paginePiping Practiceaugur886Nessuna valutazione finora
- Understanding Pump Curves #5 - Minimum Flow - Part One - Pump Industry MagazineDocumento6 pagineUnderstanding Pump Curves #5 - Minimum Flow - Part One - Pump Industry MagazineAntonio SanchezNessuna valutazione finora
- Pumps, Fans and Blowers and CompressorsDocumento80 paginePumps, Fans and Blowers and CompressorsRomart Barosa100% (2)
- 6 Boiler Feedwater PumpsDocumento20 pagine6 Boiler Feedwater PumpsCristhian Garcia VillarroelNessuna valutazione finora
- CavitationDocumento20 pagineCavitationOmar EzzatNessuna valutazione finora
- Thrust in Vertical Turbine PumpsDocumento5 pagineThrust in Vertical Turbine PumpsKamal Arab100% (1)
- Pump FAQ's by Hydraulic Institute (UK)Documento61 paginePump FAQ's by Hydraulic Institute (UK)Sajjad Ahmed100% (2)
- Boiler Feed Pump New 1Documento39 pagineBoiler Feed Pump New 1789krishnaNessuna valutazione finora
- Problem Solving - Centrifugal PumpsDocumento40 pagineProblem Solving - Centrifugal Pumpsanon_853577875Nessuna valutazione finora
- Operation and Maintenance of Pumping MachineryDocumento57 pagineOperation and Maintenance of Pumping Machinerygaryianderson100% (4)
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineDa EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineValutazione: 5 su 5 stelle5/5 (1)
- ISO 45001 2018 Gap PDFDocumento6 pagineISO 45001 2018 Gap PDFFaisalNessuna valutazione finora
- Sucker Rod PumpingDocumento27 pagineSucker Rod Pumpingzezo2011100% (4)
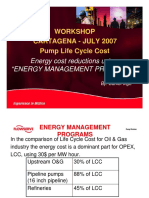
- Pump Life Cycle Cost 8 Energy Cost ReductionDocumento31 paginePump Life Cycle Cost 8 Energy Cost ReductionRafael OrjuelaNessuna valutazione finora
- Boiler Feed Pump - KSBDocumento1 paginaBoiler Feed Pump - KSBgulmal husainNessuna valutazione finora
- Avoid Cavitation in Centrifugal PumpsDocumento6 pagineAvoid Cavitation in Centrifugal PumpsMatiasefloresNessuna valutazione finora
- Orifice Sizing - Boiler Feed BypassDocumento4 pagineOrifice Sizing - Boiler Feed BypassgusbacNessuna valutazione finora
- Classification of PumpsDocumento7 pagineClassification of PumpsJoanna Marie100% (1)
- Reciprocating Pump - MaintenanceDocumento57 pagineReciprocating Pump - Maintenancesum1else4Nessuna valutazione finora
- PEG 4102 - Sucker Rod Pump Project PresentationDocumento22 paginePEG 4102 - Sucker Rod Pump Project PresentationAlex StollNessuna valutazione finora
- Piping DesignDocumento9 paginePiping DesignRahul ChavanNessuna valutazione finora
- Boiler Feed Pump Sizing CalculationDocumento18 pagineBoiler Feed Pump Sizing CalculationArun Kumar Dey100% (2)
- Pump Lose Suction After Some TimeDocumento12 paginePump Lose Suction After Some TimeFahad MaqsoodNessuna valutazione finora
- Chapter Five Jet Pumping System (JP)Documento33 pagineChapter Five Jet Pumping System (JP)mghareebNessuna valutazione finora
- Twin Screw Vs Centrifugal & Reciprocating ArticleDocumento12 pagineTwin Screw Vs Centrifugal & Reciprocating ArticlecaratorresmNessuna valutazione finora
- Area Expansion Problems and SolutionsDocumento1 paginaArea Expansion Problems and SolutionsBasic Physics100% (1)
- Vertical Pumps: Section Page #Documento22 pagineVertical Pumps: Section Page #kara_25Nessuna valutazione finora
- Troubleshooting Centrifugal Pumps-2Documento3 pagineTroubleshooting Centrifugal Pumps-2vignesh guru100% (1)
- Industrial Automation and Robotics Assignment-1Documento21 pagineIndustrial Automation and Robotics Assignment-1punreetNessuna valutazione finora
- PumpsDocumento106 paginePumpscarloNessuna valutazione finora
- PD Pump Systems: Service ManualDocumento46 paginePD Pump Systems: Service ManualJorge HuertaNessuna valutazione finora
- GEOTHERMAL DIRECT USE - Well PumpsDocumento29 pagineGEOTHERMAL DIRECT USE - Well PumpsDinda NovitaNessuna valutazione finora
- Chapter - 1. Introduction and Scope of Work: 1.1 Introduction To Axial-Piston PumpsDocumento8 pagineChapter - 1. Introduction and Scope of Work: 1.1 Introduction To Axial-Piston PumpsChandra SekaranNessuna valutazione finora
- Idle To Submersible Pump Insta: Iwi AtionDocumento2 pagineIdle To Submersible Pump Insta: Iwi Ationrajain135Nessuna valutazione finora
- Study and Troubleshooting of Alum Dosing PumpDocumento22 pagineStudy and Troubleshooting of Alum Dosing PumpShyam HambardeNessuna valutazione finora
- Boiler Feed PumpDocumento12 pagineBoiler Feed PumpFirdaus Syifaan PratamaNessuna valutazione finora
- PTP 07.1 HandoutDocumento25 paginePTP 07.1 HandoutJayNessuna valutazione finora
- AVN Pump Traing RijekaDocumento75 pagineAVN Pump Traing Rijekatruong sanh NguyenNessuna valutazione finora
- Basic Applied Chemistry-IDocumento17 pagineBasic Applied Chemistry-ISania ShehzadiNessuna valutazione finora
- Understand MultistagepumpDocumento8 pagineUnderstand MultistagepumpRizalzi BachtiarNessuna valutazione finora
- Sucker Rod Pumps Bombeo MecanicoDocumento10 pagineSucker Rod Pumps Bombeo MecanicoGabriel José Gonzalez Granela100% (1)
- Manual BOOK AR SERIESDocumento4 pagineManual BOOK AR SERIESchandra atmaNessuna valutazione finora
- Installation, Operation, Maintenance, and RepairDocumento2 pagineInstallation, Operation, Maintenance, and Repair최승원Nessuna valutazione finora
- Parte 3 Capitulo 19-RcaDocumento8 pagineParte 3 Capitulo 19-Rcaingdimitriospino_110Nessuna valutazione finora
- Pitfalls of Pump Piping DesignDocumento5 paginePitfalls of Pump Piping DesignViệt Đặng XuânNessuna valutazione finora
- I and o C Series Pumps 1 1Documento15 pagineI and o C Series Pumps 1 1Luis Alberto Sanchez MansillaNessuna valutazione finora
- Pitfalls of Pump Piping Design - AMARINEDocumento6 paginePitfalls of Pump Piping Design - AMARINEamadan64Nessuna valutazione finora
- Turbine Bypass ValvesDocumento6 pagineTurbine Bypass ValvesadehriyaNessuna valutazione finora
- Class IV Dec21Documento15 pagineClass IV Dec21Qaiser khanNessuna valutazione finora
- Artificial-Lift RapportDocumento32 pagineArtificial-Lift RapportFakher JemliNessuna valutazione finora
- CE PumpsDocumento65 pagineCE PumpssarojNessuna valutazione finora
- Ansi Api?: Which Process Pump Is Right For Your Application?Documento6 pagineAnsi Api?: Which Process Pump Is Right For Your Application?Anonymous u2FhhHVpmNessuna valutazione finora
- WWJArticle20 VTP Part1May03Documento5 pagineWWJArticle20 VTP Part1May03Tarık DikbasanNessuna valutazione finora
- Pump Troubleshooting: SUBJECT: The Pump Works For A While and Then Loses Suction 10-12Documento3 paginePump Troubleshooting: SUBJECT: The Pump Works For A While and Then Loses Suction 10-12rahulNessuna valutazione finora
- Frequently Asked Questions: Lecture 7 To 9 Hydraulic PumpsDocumento5 pagineFrequently Asked Questions: Lecture 7 To 9 Hydraulic PumpsJatadhara GSNessuna valutazione finora
- Shallow Well Jet Pumps: PrimingDocumento2 pagineShallow Well Jet Pumps: PrimingShahjad AlamNessuna valutazione finora
- Types of Pump Casings (In Centrifugal Pumps & Others) + Pros & ConsDocumento10 pagineTypes of Pump Casings (In Centrifugal Pumps & Others) + Pros & ConssarojNessuna valutazione finora
- Hydraulic Turbines PDFDocumento12 pagineHydraulic Turbines PDFHyoungyoon John MoonNessuna valutazione finora
- 10.1016@0009 25096780187 8Documento11 pagine10.1016@0009 25096780187 8kara_25Nessuna valutazione finora
- Crowe 1975Documento6 pagineCrowe 1975kara_25Nessuna valutazione finora
- 1.6 A Personal NoteDocumento1 pagina1.6 A Personal Notekara_25Nessuna valutazione finora
- 1.4.7 A Permit To Work Dangerously?: 1.5 Quality of MaintenanceDocumento1 pagina1.4.7 A Permit To Work Dangerously?: 1.5 Quality of Maintenancekara_25Nessuna valutazione finora
- 1.2.1 The Need For Tagging: 1.2 IdentificationDocumento1 pagina1.2.1 The Need For Tagging: 1.2 Identificationkara_25Nessuna valutazione finora
- 1.1.2 Isolations Removed Too Soon: 1.1 IsolationDocumento1 pagina1.1.2 Isolations Removed Too Soon: 1.1 Isolationkara_25Nessuna valutazione finora
- Banlga Text To Bangla Sign Language Parvez For ConferenceDocumento6 pagineBanlga Text To Bangla Sign Language Parvez For ConferenceDr. Muhammad Aminur RahamanNessuna valutazione finora
- Long Term Evolution: Author: Badal MishraDocumento19 pagineLong Term Evolution: Author: Badal Mishrabadal mishraNessuna valutazione finora
- Napa 1069 Oil FilterDocumento1 paginaNapa 1069 Oil Filterkman548Nessuna valutazione finora
- 5 ITE403 Whitman Ch04 W4C2Documento32 pagine5 ITE403 Whitman Ch04 W4C2namo nrtNessuna valutazione finora
- Emerson Automation Solutions Process Systems and Solutions Product Support GuidelineDocumento6 pagineEmerson Automation Solutions Process Systems and Solutions Product Support Guidelineandres garciaNessuna valutazione finora
- Doppler Fetal Huntleigh PDFDocumento48 pagineDoppler Fetal Huntleigh PDFMary Yohanna Cruz GuerreroNessuna valutazione finora
- Section 8 Structured Text (ST)Documento66 pagineSection 8 Structured Text (ST)cnmengineeringNessuna valutazione finora
- ASV Proton ELIC Users Guide PDFDocumento54 pagineASV Proton ELIC Users Guide PDFErt Gg75% (4)
- S. Loganathan, P. Balaji-2020Documento8 pagineS. Loganathan, P. Balaji-2020Mayang SandyNessuna valutazione finora
- Number and Operations in Base Ten: Place Value, Greater Than, Less Than, Equal To, Compare, RoundDocumento26 pagineNumber and Operations in Base Ten: Place Value, Greater Than, Less Than, Equal To, Compare, RoundMultivirtual Call CentersNessuna valutazione finora
- 23-24 AP PC Q3 # 2 PSET STUDENT Due Mar 7,8Documento14 pagine23-24 AP PC Q3 # 2 PSET STUDENT Due Mar 7,8reemfallaha08Nessuna valutazione finora
- Informative EssayDocumento5 pagineInformative EssayTrishia May ReyesNessuna valutazione finora
- Saumya Mani Tripathi: Education SkillsDocumento1 paginaSaumya Mani Tripathi: Education SkillsShivam Mani Tripathi x-c 11Nessuna valutazione finora
- Tds Total Fluidmatic LV MV Tcs 202111 enDocumento2 pagineTds Total Fluidmatic LV MV Tcs 202111 enMartín BaezaNessuna valutazione finora
- Jesd204c Primer Part1Documento3 pagineJesd204c Primer Part1Pronadeep BoraNessuna valutazione finora
- Koop Demo - Ogc API FeaturesDocumento19 pagineKoop Demo - Ogc API FeaturesdodeyNessuna valutazione finora
- Nuevo Documento de TextoDocumento1 paginaNuevo Documento de TextoGuillermo Cabrera ContreraNessuna valutazione finora
- Data Base Security and Privacy Question BankDocumento46 pagineData Base Security and Privacy Question Bankalgatesgiri100% (1)
- ACOS 4.1.4-GR1-P10 Release Notes: For A10 Thunder Series 19 June 2022Documento258 pagineACOS 4.1.4-GR1-P10 Release Notes: For A10 Thunder Series 19 June 2022Nguyen AnhNessuna valutazione finora
- AAU On Tele BirrDocumento72 pagineAAU On Tele BirrNatinael AbebeNessuna valutazione finora
- Group 3 - SRM Project ReportDocumento10 pagineGroup 3 - SRM Project ReportAkash IyappanNessuna valutazione finora
- The Journal of The Experimental Analysis of Behavior at FiftyDocumento15 pagineThe Journal of The Experimental Analysis of Behavior at FiftyNatália MarquesNessuna valutazione finora
- Human Activity RecognitionDocumento10 pagineHuman Activity RecognitionSita Putra TejaNessuna valutazione finora
- 5.6 KeyDocumento2 pagine5.6 KeyjuniaNessuna valutazione finora
- Esdi PrintoutDocumento15 pagineEsdi Printoutnagaranivo2003Nessuna valutazione finora
- Internship Report-066Documento25 pagineInternship Report-066Salman KhanNessuna valutazione finora
- 47 - Renuka C - Bamboo Assignment 2Documento14 pagine47 - Renuka C - Bamboo Assignment 2Renuka ChalikwarNessuna valutazione finora