Potrebbero piacerti anche
- Surat Textile MillsDocumento3 pagineSurat Textile MillsShyam J VyasNessuna valutazione finora
- Waldorf Curriculum ChartDocumento1 paginaWaldorf Curriculum Chartplanetalingua2020100% (1)
- FSW Friction Stir Welding PaperDocumento6 pagineFSW Friction Stir Welding PaperAckson gondoNessuna valutazione finora
- Shrivastava 2015Documento9 pagineShrivastava 2015mounir0607Nessuna valutazione finora
- Friction Stir Welding FSW ProcessDocumento6 pagineFriction Stir Welding FSW ProcessEdwinNessuna valutazione finora
- Advances in Friction Welding Process A ReviewDocumento26 pagineAdvances in Friction Welding Process A ReviewDr.K.BALAMURUGANNessuna valutazione finora
- Friction Based Welding Technology For Aluminium (July 2002) - TWI (BACKING NEEDED)Documento11 pagineFriction Based Welding Technology For Aluminium (July 2002) - TWI (BACKING NEEDED)Amar DJEDIDNessuna valutazione finora
- Friction Stir Welding - Process and Its Variables: A ReviewDocumento8 pagineFriction Stir Welding - Process and Its Variables: A ReviewMulyanto MulyonoNessuna valutazione finora
- Frictional Stir WeldingDocumento12 pagineFrictional Stir Weldingmicmech100% (2)
- Friction WeldingDocumento21 pagineFriction WeldingAbhilash COCNessuna valutazione finora
- Tribology International: Christopher FlemingDocumento15 pagineTribology International: Christopher FlemingHande ÇetinNessuna valutazione finora
- Welding Parameter Selection and Short Fatigue Crack Growth of Dissimilar Aluminum Alloy Friction Stir Welded JointDocumento9 pagineWelding Parameter Selection and Short Fatigue Crack Growth of Dissimilar Aluminum Alloy Friction Stir Welded Jointforough bashtinNessuna valutazione finora
- Study of Friction WeldingDocumento49 pagineStudy of Friction Weldingouterrace100% (1)
- The Friction Stir Welding of Small-Diameter Pipe: An Experimental and Numerical Proof of Concept For Automation and ManufacturingDocumento16 pagineThe Friction Stir Welding of Small-Diameter Pipe: An Experimental and Numerical Proof of Concept For Automation and ManufacturingShahbazAhmadNessuna valutazione finora
- Effect of Weld Parameters On Residual Stress, Hardness and Microstructure of DissimilarDocumento11 pagineEffect of Weld Parameters On Residual Stress, Hardness and Microstructure of DissimilarGabriel AguirreNessuna valutazione finora
- A Mesh-Free Solid-Mechanics ApproachDocumento26 pagineA Mesh-Free Solid-Mechanics ApproachMustafa YildizNessuna valutazione finora
- Seminar ReportDocumento15 pagineSeminar Reportchitran duttaNessuna valutazione finora
- 1-11 Other Welding Processes - Electro Slag, Rotary FrictionDocumento24 pagine1-11 Other Welding Processes - Electro Slag, Rotary FrictionSolomonNessuna valutazione finora
- Sapa Friction Stir WeldingDocumento6 pagineSapa Friction Stir WeldingvikramvasuNessuna valutazione finora
- Friction Stir Welding of Aluminum 7075 AlloysDocumento28 pagineFriction Stir Welding of Aluminum 7075 AlloysIJRASETPublicationsNessuna valutazione finora
- Rotary Friction Welding of Aluminium Using Lathe: Keywords: AbstractDocumento8 pagineRotary Friction Welding of Aluminium Using Lathe: Keywords: AbstractAditya UNessuna valutazione finora
- Mechanical and Microstructural Behaviour of 2024-7075 Aluminium Alloy Sheets Joined by Friction Stir WeldingDocumento7 pagineMechanical and Microstructural Behaviour of 2024-7075 Aluminium Alloy Sheets Joined by Friction Stir WeldingMed BENYASSSINENessuna valutazione finora
- Multishell TechnologyDocumento6 pagineMultishell TechnologyBabai DasNessuna valutazione finora
- Fundamentals of Friction Stir Welding, Its Application, and AdvancementsDocumento50 pagineFundamentals of Friction Stir Welding, Its Application, and Advancementsjose ramirez cruzNessuna valutazione finora
- Vibration Welding 2009Documento11 pagineVibration Welding 2009Rodrigo ToasaNessuna valutazione finora
- 3Documento27 pagine3SURESH KUMAR APNessuna valutazione finora
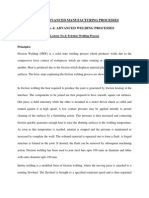
- Course: Advanced Manufacturing Processes Module No. 4: Advanced Welding ProcessesDocumento7 pagineCourse: Advanced Manufacturing Processes Module No. 4: Advanced Welding ProcessesAditya SharmaNessuna valutazione finora
- Research Progress of Bobbin Tool Friction Stir Welding of Aluminum Alloys - A ReviewDocumento17 pagineResearch Progress of Bobbin Tool Friction Stir Welding of Aluminum Alloys - A ReviewDavid AzadNessuna valutazione finora
- JMR&T-2023 Final PaperDocumento20 pagineJMR&T-2023 Final PaperUroš TrdanNessuna valutazione finora
- Composite Refractory MaterialsDocumento8 pagineComposite Refractory MaterialsMatija BušićNessuna valutazione finora
- RM01 - 23 Case Study Friction Stir WeldingDocumento49 pagineRM01 - 23 Case Study Friction Stir WeldingAnonymous cgcKzFtXNessuna valutazione finora
- Influence of Process Parameters On Microstructure and Mechanical Properties in AA2024-T3 Friction Stir WeldingDocumento10 pagineInfluence of Process Parameters On Microstructure and Mechanical Properties in AA2024-T3 Friction Stir WeldingYazid HelalNessuna valutazione finora
- Thomas, Johnson, Wiesner - 2003 - Friction Stir Welding-Recent Developments in Tool and Process Technologies-AnnotatedDocumento6 pagineThomas, Johnson, Wiesner - 2003 - Friction Stir Welding-Recent Developments in Tool and Process Technologies-AnnotatedAHMED SAMIR ALEMDARNessuna valutazione finora
- A Review of Conical Tool Feature VariatiDocumento4 pagineA Review of Conical Tool Feature Variatiالسيد ابراهيم عبدالعزيز عبداللهNessuna valutazione finora
- Friction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderDocumento13 pagineFriction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderSripriyan K 100507Nessuna valutazione finora
- Research Paper FSWDocumento10 pagineResearch Paper FSWsahith palikaNessuna valutazione finora
- Project BookDocumento45 pagineProject Booksravankumar8634Nessuna valutazione finora
- ADVANCE WELDING OooDocumento5 pagineADVANCE WELDING OooAshish SharmaNessuna valutazione finora
- Low Cost Friction Stir Welding of Aluminium NanocoDocumento9 pagineLow Cost Friction Stir Welding of Aluminium NanocoMuhammad Umer Farooq AwanNessuna valutazione finora
- Friction Stir Welding Technologyfor Marine ApplicationsDocumento9 pagineFriction Stir Welding Technologyfor Marine ApplicationsDavid AzadNessuna valutazione finora
- Microstructure and Micro-Hardness Analysis of Friction Stir Welded Bi-Layered Laminated Aluminum SheetsDocumento8 pagineMicrostructure and Micro-Hardness Analysis of Friction Stir Welded Bi-Layered Laminated Aluminum SheetsMangesh LingampalleNessuna valutazione finora
- FSW 1Documento8 pagineFSW 1mariaantonyvargheesmichaeljoelNessuna valutazione finora
- A Critical Review of Friction Stir Welding Process: January 2015Documento19 pagineA Critical Review of Friction Stir Welding Process: January 2015Anis dakhlaouiNessuna valutazione finora
- Murshid Imam-2017Documento22 pagineMurshid Imam-2017Shine KunnathNessuna valutazione finora
- 1 s2.0 S1526612518312866 MainDocumento11 pagine1 s2.0 S1526612518312866 MainBilay CernaNessuna valutazione finora
- Adtya SynopsisDocumento27 pagineAdtya SynopsisCH 09 Dileep KumarNessuna valutazione finora
- Effect of Rotary Friction Welding Parameters On The Different Alloy's Joint Strength: A ReviewDocumento17 pagineEffect of Rotary Friction Welding Parameters On The Different Alloy's Joint Strength: A ReviewInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Full TextDocumento1 paginaFull Textgv_ngt70Nessuna valutazione finora
- Manufacturing Engineering and Technology 7Th Edition Kalpakjian Solutions Manual Full Chapter PDFDocumento33 pagineManufacturing Engineering and Technology 7Th Edition Kalpakjian Solutions Manual Full Chapter PDFpottpotlacew8mf1t100% (13)
- Hot Gas WeldingDocumento9 pagineHot Gas WeldingВасил СавовскиNessuna valutazione finora
- The National Institute of EngineeringDocumento22 pagineThe National Institute of EngineeringSanjay KmrNessuna valutazione finora
- Friction Stir Welding of Aluminium AlloysDocumento46 pagineFriction Stir Welding of Aluminium AlloysBhupender LawaNessuna valutazione finora
- Friction Stir Extrusion of AlDocumento7 pagineFriction Stir Extrusion of AlMartin DuarteNessuna valutazione finora
- Experimental Investigation and Analysis of Welding Distortion For Prediction and Better Reduction TechniquesDocumento4 pagineExperimental Investigation and Analysis of Welding Distortion For Prediction and Better Reduction Techniqueskosarayu2007Nessuna valutazione finora
- Review On FSWDocumento18 pagineReview On FSWbvnareshNessuna valutazione finora
- Guillo 2016Documento3 pagineGuillo 2016Julen Urrutia GarciaNessuna valutazione finora
- Vibration Welding of Thermoplastics. Part I: Phenomenology of The Welding ProcessDocumento10 pagineVibration Welding of Thermoplastics. Part I: Phenomenology of The Welding ProcessUriel PeñaNessuna valutazione finora
- IMRFSWGCamDocumento48 pagineIMRFSWGCamAHMED SAMIR ALEMDARNessuna valutazione finora
- A Critical Review On Friction Stir Based ProcessesDocumento9 pagineA Critical Review On Friction Stir Based ProcessesrrrrrNessuna valutazione finora
- Various Parameter Effects On Friction SDocumento7 pagineVarious Parameter Effects On Friction SmanishcguptaNessuna valutazione finora
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysDa EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNessuna valutazione finora
- High Strain Rate Mechanics of Polymers: A ReviewDocumento18 pagineHigh Strain Rate Mechanics of Polymers: A ReviewRodrigo ToasaNessuna valutazione finora
- Benad2019 Article ActiveControlOfFrictionByTransDocumento12 pagineBenad2019 Article ActiveControlOfFrictionByTransRodrigo ToasaNessuna valutazione finora
- Experimental Results of The TribolDocumento11 pagineExperimental Results of The TribolRodrigo ToasaNessuna valutazione finora
- Shtrikman 2010Documento8 pagineShtrikman 2010Rodrigo ToasaNessuna valutazione finora
- Constitutive Modeling For Mechanical Behavior of PMMA Microcellular FoamsDocumento8 pagineConstitutive Modeling For Mechanical Behavior of PMMA Microcellular FoamsRodrigo ToasaNessuna valutazione finora
- Ultrasonic Welding 2009Documento21 pagineUltrasonic Welding 2009Rodrigo Toasa100% (1)
- Vibration Welding 2009Documento11 pagineVibration Welding 2009Rodrigo ToasaNessuna valutazione finora
- Soldadura de Plasticos Por RadiofrecuenciaDocumento7 pagineSoldadura de Plasticos Por RadiofrecuenciaRodrigo ToasaNessuna valutazione finora
- Steps For Copyright ApplicationDocumento7 pagineSteps For Copyright ApplicationLeah MedenillaNessuna valutazione finora
- Knowledge, Attitude and Practice of Non-Allied Health Sciences Students of Southwestern University Phinma During The Covid-19 PandemicDocumento81 pagineKnowledge, Attitude and Practice of Non-Allied Health Sciences Students of Southwestern University Phinma During The Covid-19 Pandemicgeorgemayhew1030Nessuna valutazione finora
- Comparing ODS RTF in Batch Using VBA and SASDocumento8 pagineComparing ODS RTF in Batch Using VBA and SASseafish1976Nessuna valutazione finora
- Bus Organization of 8085 MicroprocessorDocumento6 pagineBus Organization of 8085 MicroprocessorsrikrishnathotaNessuna valutazione finora
- Did Angels Have WingsDocumento14 pagineDid Angels Have WingsArnaldo Esteves HofileñaNessuna valutazione finora
- 1 3 Quest-Answer 2014Documento8 pagine1 3 Quest-Answer 2014api-246595728Nessuna valutazione finora
- Law - Midterm ExamDocumento2 pagineLaw - Midterm ExamJulian Mernando vlogsNessuna valutazione finora
- SOLO FrameworkDocumento12 pagineSOLO FrameworkMaureen Leafeiiel Salahid100% (2)
- Governance Whitepaper 3Documento29 pagineGovernance Whitepaper 3Geraldo Geraldo Jr.Nessuna valutazione finora
- PDF - Unpacking LRC and LIC Calculations For PC InsurersDocumento14 paginePDF - Unpacking LRC and LIC Calculations For PC Insurersnod32_1206Nessuna valutazione finora
- Listening Fill in The Gaps and ExercisesDocumento4 pagineListening Fill in The Gaps and ExercisesAdriano CamargoNessuna valutazione finora
- 1 Intro To Society, Community and EducationDocumento29 pagine1 Intro To Society, Community and EducationMaria Michelle A. Helar100% (1)
- A Mercy Guided StudyDocumento23 pagineA Mercy Guided StudyAnas HudsonNessuna valutazione finora
- Honey ProcessingDocumento5 pagineHoney Processingvenkatrao_gvNessuna valutazione finora
- IAB Digital Ad Operations Certification Study Guide August 2017Documento48 pagineIAB Digital Ad Operations Certification Study Guide August 2017vinayakrishnaNessuna valutazione finora
- Judges Kings ProphetsDocumento60 pagineJudges Kings ProphetsKim John BolardeNessuna valutazione finora
- Sleep and Dreams PDFDocumento16 pagineSleep and Dreams PDFMarina Los100% (1)
- Use Reuse and Salvage Guidelines For Measurements of Crankshafts (1202)Documento7 pagineUse Reuse and Salvage Guidelines For Measurements of Crankshafts (1202)TASHKEELNessuna valutazione finora
- Alankit Assignments LTD.: Project Report ONDocumento84 pagineAlankit Assignments LTD.: Project Report ONmannuNessuna valutazione finora
- Mythologia: PrologueDocumento14 pagineMythologia: ProloguecentrifugalstoriesNessuna valutazione finora
- CO-PO MappingDocumento6 pagineCO-PO MappingArun Kumar100% (1)
- Mbtruck Accessories BrochureDocumento69 pagineMbtruck Accessories BrochureJoel AgbekponouNessuna valutazione finora
- Didhard Muduni Mparo and 8 Others Vs The GRN of Namibia and 6 OthersDocumento20 pagineDidhard Muduni Mparo and 8 Others Vs The GRN of Namibia and 6 OthersAndré Le RouxNessuna valutazione finora
- Maratua Island Survey ReportDocumento8 pagineMaratua Island Survey ReportJoko TrisyantoNessuna valutazione finora
- Linux Command Enigma2Documento3 pagineLinux Command Enigma2Hassan Mody TotaNessuna valutazione finora
- Living in IT Era OutputDocumento6 pagineLiving in IT Era OutputDanica Rose SaludarNessuna valutazione finora
- Title: Daily Visit Report: SDL Mini - Project Academic Year 2020-21 Group ID:GB6Documento2 pagineTitle: Daily Visit Report: SDL Mini - Project Academic Year 2020-21 Group ID:GB6Arjuna JppNessuna valutazione finora
- Types of Vegetation in Western EuropeDocumento12 pagineTypes of Vegetation in Western EuropeChemutai EzekielNessuna valutazione finora