Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Singly Reinforced Concrete Beam Design ExampleDocumento16 pagineSingly Reinforced Concrete Beam Design Exampleyamen0% (1)
- Excavation Works: 1. Excavation: A. Column FootingDocumento43 pagineExcavation Works: 1. Excavation: A. Column FootingMichael Christ IcagoyNessuna valutazione finora
- Hume Doors Frontier Barn Door SystemsDocumento16 pagineHume Doors Frontier Barn Door SystemsedmondschanNessuna valutazione finora
- Mostafavi Ecological UrbanismDocumento12 pagineMostafavi Ecological UrbanismIlse López GoveaNessuna valutazione finora
- Door and Windows ScheduleDocumento1 paginaDoor and Windows ScheduleKoreenNessuna valutazione finora
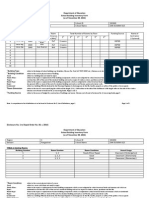
- School Building Inventory FormDocumento4 pagineSchool Building Inventory FormGloriaGambot100% (1)
- Handbook of Road Safety MeasuresDocumento1.137 pagineHandbook of Road Safety MeasuresZuniAsih78% (9)
- Maple Terrace E-Brochure PDFDocumento18 pagineMaple Terrace E-Brochure PDFouguewayNessuna valutazione finora
- Soil AbsrtractDocumento2 pagineSoil Absrtractpyay kanung kyawNessuna valutazione finora
- Soil AbsrtractDocumento2 pagineSoil Absrtractpyay kanung kyawNessuna valutazione finora
- Working Party On Road Traffic Safety (Sixty-Seventh Session) New Delhi, (4 - 6) December 2013Documento36 pagineWorking Party On Road Traffic Safety (Sixty-Seventh Session) New Delhi, (4 - 6) December 2013pyay kanung kyawNessuna valutazione finora
- What Is Prestressed ConcreteDocumento3 pagineWhat Is Prestressed Concretepyay kanung kyawNessuna valutazione finora
- Bridge of Wars The Story of The Bailey BridgeDocumento2 pagineBridge of Wars The Story of The Bailey Bridgepyay kanung kyawNessuna valutazione finora
- Building EstimationDocumento1 paginaBuilding Estimationpyay kanung kyawNessuna valutazione finora
- ZZDocumento1 paginaZZpyay kanung kyawNessuna valutazione finora
- Introduction and Statement of The Problem: Chapter - IDocumento38 pagineIntroduction and Statement of The Problem: Chapter - Ipyay kanung kyawNessuna valutazione finora
- Original Method-Model PDFDocumento1 paginaOriginal Method-Model PDFpyay kanung kyawNessuna valutazione finora
- 09 ParkingDocumento47 pagine09 ParkingHarun SabljakovićNessuna valutazione finora
- 4est B1G502 PDFDocumento38 pagine4est B1G502 PDFpyay kanung kyawNessuna valutazione finora
- Introduction and Statement of The Problem: Chapter - IDocumento38 pagineIntroduction and Statement of The Problem: Chapter - Ipyay kanung kyawNessuna valutazione finora
- Original Method-Model PDFDocumento1 paginaOriginal Method-Model PDFpyay kanung kyawNessuna valutazione finora
- Original Method-Model PDFDocumento1 paginaOriginal Method-Model PDFpyay kanung kyawNessuna valutazione finora
- Original Plan PDFDocumento1 paginaOriginal Plan PDFpyay kanung kyawNessuna valutazione finora
- Perhitungan GudangDocumento20 paginePerhitungan GudangDeniNessuna valutazione finora
- Flexible Gabion Wall'S Key Role On R61: Geotechnical Engineering Gravity Retaining Walls Ntafufu, Port ST Johns, E. CapeDocumento2 pagineFlexible Gabion Wall'S Key Role On R61: Geotechnical Engineering Gravity Retaining Walls Ntafufu, Port ST Johns, E. Capevinay rodeNessuna valutazione finora
- Pdd-101786-203722-Lay-206-Rev - 2Documento3 paginePdd-101786-203722-Lay-206-Rev - 2A ZamanNessuna valutazione finora
- Data Daftar Kesetaraan Ijazah Perguruan Tinggi Luar NegeriDocumento1.439 pagineData Daftar Kesetaraan Ijazah Perguruan Tinggi Luar NegeriPrabowoNessuna valutazione finora
- Article Avril 2020 SFPDocumento25 pagineArticle Avril 2020 SFPsalifsyNessuna valutazione finora
- Sequence of Work in ConstructionDocumento29 pagineSequence of Work in ConstructionJim Bryan RazNessuna valutazione finora
- Construction of Road, Purok 2, Daang Tesda, Barangay San Francisco, Bulakan, BulacanDocumento11 pagineConstruction of Road, Purok 2, Daang Tesda, Barangay San Francisco, Bulakan, BulacanJopheth RelucioNessuna valutazione finora
- Pavement Materials and Construction (PM&C)Documento21 paginePavement Materials and Construction (PM&C)Rakshith SNessuna valutazione finora
- Balakrishna Vitaldas DoshiDocumento31 pagineBalakrishna Vitaldas DoshiPunniyaNessuna valutazione finora
- DAIKEN Global Brochure FullDocumento68 pagineDAIKEN Global Brochure FullIqbal Rasyid NasutionNessuna valutazione finora
- Is Yapi PQ Dec 2016Documento143 pagineIs Yapi PQ Dec 2016United Construction Est. TechnicalNessuna valutazione finora
- Village Neighborhood Mixed Use Design StandardsDocumento48 pagineVillage Neighborhood Mixed Use Design StandardsAtef NusairNessuna valutazione finora
- English Descriptive Text About Raja AmpatDocumento2 pagineEnglish Descriptive Text About Raja AmpatNikma NurafifahNessuna valutazione finora
- Lec 6 - Codes of Practice PDFDocumento17 pagineLec 6 - Codes of Practice PDFAjay YadavNessuna valutazione finora
- DSR2002Documento261 pagineDSR2002Digvijay SinghNessuna valutazione finora
- GEC 06. ArchitectureDocumento27 pagineGEC 06. ArchitectureErica BalibadoNessuna valutazione finora
- Masters - Brief Rev01 - Low PDFDocumento6 pagineMasters - Brief Rev01 - Low PDFJack GillbanksNessuna valutazione finora
- Zentrum Für Kunst Und Medientechnologie (ZKM) : Centre For Art and Media TechnologyDocumento3 pagineZentrum Für Kunst Und Medientechnologie (ZKM) : Centre For Art and Media TechnologyMaria Victoria Colangelo FADU - UBANessuna valutazione finora
- Perspective 1: Land Use & Zoning Land Use & ZoningDocumento1 paginaPerspective 1: Land Use & Zoning Land Use & Zoningsoe.earlvincevalerosoNessuna valutazione finora
- Cantilever MRL - Gearless-01Documento1 paginaCantilever MRL - Gearless-01Nagarajan S100% (1)
- Regulations: Concerning Apartment Design Group 2Documento27 pagineRegulations: Concerning Apartment Design Group 2Sunidhi VermaNessuna valutazione finora
- Arc1411: Arc Interior Architectural Interior Basic Concepts and Idea of Locating Utility Elements in Relation To Interior DesignDocumento10 pagineArc1411: Arc Interior Architectural Interior Basic Concepts and Idea of Locating Utility Elements in Relation To Interior DesignZoeNessuna valutazione finora
- Pile Estimate Excel FileDocumento3 paginePile Estimate Excel FileShakil AhamedNessuna valutazione finora
- Rule 13: Electrical and Mechanical RegulationsDocumento5 pagineRule 13: Electrical and Mechanical RegulationsFrank Louie MendozaNessuna valutazione finora