Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Failure ModesDocumento34 pagineFailure Modesjhon ortizNessuna valutazione finora
- BCM Block BoardDocumento34 pagineBCM Block BoardNidhi JoshiNessuna valutazione finora
- Flooring PDFDocumento32 pagineFlooring PDFKirti garg100% (1)
- Bearing Importance of LubricationDocumento5 pagineBearing Importance of LubricationgeppaNessuna valutazione finora
- Finite Element Analysis and Improved Design of Large Scale Belt Conveyor DrumsDocumento13 pagineFinite Element Analysis and Improved Design of Large Scale Belt Conveyor Drumsjhon ortizNessuna valutazione finora
- Stainless Steel Welding ProcedureDocumento18 pagineStainless Steel Welding Procedurealfian leoanakNessuna valutazione finora
- A 325 - 14Documento8 pagineA 325 - 14jhon ortizNessuna valutazione finora
- Comprehensive Structural IntegrityDocumento5 pagineComprehensive Structural Integrityjhon ortiz0% (1)
- X52 HidrogenDocumento8 pagineX52 Hidrogenjhon ortizNessuna valutazione finora
- Project Report On The FRP Man HoleDocumento33 pagineProject Report On The FRP Man Holemitesh20281100% (1)
- Paper Pinning RoystonDocumento12 paginePaper Pinning Roystonjhon ortizNessuna valutazione finora
- FatigaDocumento9 pagineFatigajhon ortizNessuna valutazione finora
- KTHR KthoDocumento21 pagineKTHR Kthojhon ortizNessuna valutazione finora
- Din en 13827 (2016) PDFDocumento9 pagineDin en 13827 (2016) PDFjhon ortizNessuna valutazione finora
- Analisis de Falla de Cilindro de GasDocumento15 pagineAnalisis de Falla de Cilindro de Gasjhon ortizNessuna valutazione finora
- International Journal of Pressure Vessels and Piping: Masayuki Kamaya, Hideo MachidaDocumento8 pagineInternational Journal of Pressure Vessels and Piping: Masayuki Kamaya, Hideo Machidajhon ortizNessuna valutazione finora
- Weld Crack Assessments in API X65 Pipeline: Failure Assessment Diagrams With Variations in Representative Mechanical PropertiesDocumento9 pagineWeld Crack Assessments in API X65 Pipeline: Failure Assessment Diagrams With Variations in Representative Mechanical Propertiesjhon ortizNessuna valutazione finora
- Manufacturing Influences On The Fatigue Properties of Quenched and Tempered SAE 4140 SpecimensDocumento6 pagineManufacturing Influences On The Fatigue Properties of Quenched and Tempered SAE 4140 Specimensjhon ortizNessuna valutazione finora
- Analysis of Leak and Break Behavior in A Failure Assessment Diagram For Carbon Steel PipesDocumento8 pagineAnalysis of Leak and Break Behavior in A Failure Assessment Diagram For Carbon Steel Pipesjhon ortizNessuna valutazione finora
- I,, Failure Assessment Diagrams As Applied To A Flaw in The Vicinity of A Stress ConcentrationDocumento4 pagineI,, Failure Assessment Diagrams As Applied To A Flaw in The Vicinity of A Stress Concentrationjhon ortizNessuna valutazione finora
- Elastic-Plastic Fracture Mechanics Assessment of Test Data For Circumferential Cracked PipesDocumento19 pagineElastic-Plastic Fracture Mechanics Assessment of Test Data For Circumferential Cracked Pipesjhon ortizNessuna valutazione finora
- Condition Monitoring of Self Aligning Carrying Idler (SAI) inDocumento6 pagineCondition Monitoring of Self Aligning Carrying Idler (SAI) injhon ortizNessuna valutazione finora
- Kic Calculado A Partir de CVNDocumento172 pagineKic Calculado A Partir de CVNjhon ortizNessuna valutazione finora
- Letter: Ment in AIS1 4140 Low Alloy SteelDocumento5 pagineLetter: Ment in AIS1 4140 Low Alloy Steeljhon ortizNessuna valutazione finora
- 2001 Fatigue Fract Eng Mater StructDocumento15 pagine2001 Fatigue Fract Eng Mater Structjhon ortizNessuna valutazione finora
- Kic Calculado A Partir de CVNDocumento172 pagineKic Calculado A Partir de CVNjhon ortizNessuna valutazione finora
- 2001 Eng Ana Bound ElementDocumento7 pagine2001 Eng Ana Bound Elementjhon ortizNessuna valutazione finora
- 2005 Comp Method Appl Mech EngDocumento22 pagine2005 Comp Method Appl Mech Engjhon ortizNessuna valutazione finora
- VNT Brochure NewDocumento5 pagineVNT Brochure Newda vin ciNessuna valutazione finora
- TDS Paht CF15Documento2 pagineTDS Paht CF15Felipe TeixeiraNessuna valutazione finora
- Five Star GroutDocumento2 pagineFive Star GroutCHIMA ikechukwuNessuna valutazione finora
- Chapter-3 Behaviour of Composite Deck: 3.1 GeneralDocumento11 pagineChapter-3 Behaviour of Composite Deck: 3.1 GeneralraviciviltNessuna valutazione finora
- ASTM5528Documento13 pagineASTM5528Rogério JuniorNessuna valutazione finora
- Serilux enDocumento1 paginaSerilux enMagdaGładkowskaNessuna valutazione finora
- Sae J403 Uns G10050Documento1 paginaSae J403 Uns G10050Shrikar KuradeNessuna valutazione finora
- Development in Paper Machine Clothing To Meet Growing NeedsDocumento4 pagineDevelopment in Paper Machine Clothing To Meet Growing NeedsLev BNessuna valutazione finora
- Formwork and Surface Finish For StructuresDocumento5 pagineFormwork and Surface Finish For StructuresSailesh BudhathokiNessuna valutazione finora
- Altar Estimate 2Documento2 pagineAltar Estimate 2Kris PalNessuna valutazione finora
- Summary of Changes Csa b137 Series 17 2015 11 Update 2017 PDFDocumento20 pagineSummary of Changes Csa b137 Series 17 2015 11 Update 2017 PDFTitus FelixNessuna valutazione finora
- SiCare Silicone Product Brochure - Version 2023Documento26 pagineSiCare Silicone Product Brochure - Version 2023IsabellaNessuna valutazione finora
- Yarn Engineering. Yehi A Elmogahzy PDFDocumento10 pagineYarn Engineering. Yehi A Elmogahzy PDFAhmad BabiNessuna valutazione finora
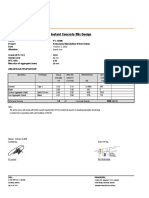
- Instant Concrete Mix Design: AcknowledgeDocumento1 paginaInstant Concrete Mix Design: AcknowledgeJoel Alfonso ManurungNessuna valutazione finora
- Clay Lump and Fariable Particle in AggDocumento2 pagineClay Lump and Fariable Particle in AggNanang SuryanaNessuna valutazione finora
- Solid State - DPP 01 - DPP-01 - Solid State - (Chemistry) - Accelerate 2.0 - Sikander Sir - SandeepDocumento2 pagineSolid State - DPP 01 - DPP-01 - Solid State - (Chemistry) - Accelerate 2.0 - Sikander Sir - Sandeepsneha duttaNessuna valutazione finora
- Technical Specification For ACSR Conductor, 24F OPGWDocumento3 pagineTechnical Specification For ACSR Conductor, 24F OPGWMd MohsinNessuna valutazione finora
- Aerospace Material Specification: AMS5875™ Rev. DDocumento7 pagineAerospace Material Specification: AMS5875™ Rev. DMohammad LavasaniNessuna valutazione finora
- 950mm - EDF 70mm: Model: 10/2020Documento29 pagine950mm - EDF 70mm: Model: 10/2020Fikri NakhlaNessuna valutazione finora
- Concrete Construction Article PDF - Hot Weather Affects Fresh ConcreteDocumento2 pagineConcrete Construction Article PDF - Hot Weather Affects Fresh ConcreteyazedNessuna valutazione finora
- Staining and Color Change of Single-Or Multicomponent Joint SealantsDocumento2 pagineStaining and Color Change of Single-Or Multicomponent Joint Sealantssales.kendy1010Nessuna valutazione finora
- Anabond 652c Heat Sink Compound Thermally ConductiveDocumento2 pagineAnabond 652c Heat Sink Compound Thermally ConductiveRohit MahaleNessuna valutazione finora
- EVA Test PropeetiesDocumento37 pagineEVA Test Propeetiessimon sembiringNessuna valutazione finora
- 4 - Shrinking SleeveDocumento1 pagina4 - Shrinking SleevephilippetzafitNessuna valutazione finora
- ACI 209 (2015b-11) Denver Draft Minutes PDFDocumento57 pagineACI 209 (2015b-11) Denver Draft Minutes PDFhormilopezNessuna valutazione finora