Potrebbero piacerti anche
- Theory of Metal Cutting - NumericalsDocumento2 pagineTheory of Metal Cutting - Numericalspmagrawal100% (1)
- 114 PDFDocumento73 pagine114 PDFMonu SharmaNessuna valutazione finora
- Theory of Metal Cutting Numericals PDFDocumento2 pagineTheory of Metal Cutting Numericals PDFsanjayNessuna valutazione finora
- Force Power in Metal CuttingDocumento7 pagineForce Power in Metal CuttingRavinder AntilNessuna valutazione finora
- 2.2 Force, Power in Metal Cutting Q&A For StudentDocumento7 pagine2.2 Force, Power in Metal Cutting Q&A For StudentnikhilbathamNessuna valutazione finora
- Deber 1Documento15 pagineDeber 1jmgavilanes0% (1)
- ManengDocumento88 pagineManengArvind MeenaNessuna valutazione finora
- TA202 AssignmentsDocumento1 paginaTA202 AssignmentsBrajesh kumarNessuna valutazione finora
- Production Part 2Documento31 pagineProduction Part 2Somu SinghNessuna valutazione finora
- Tutorial - Metal Removal ProcessDocumento2 pagineTutorial - Metal Removal ProcessbananaNessuna valutazione finora
- CH 20Documento11 pagineCH 20Hamood ur Rehman SheikhNessuna valutazione finora
- Assignment-1 (MEN-301) Mechanics of Metal CuttingDocumento1 paginaAssignment-1 (MEN-301) Mechanics of Metal Cuttingbt19107101 Sidharth MahajanNessuna valutazione finora
- Home Cmplab HTML Bbs Data Pds0085 1Documento9 pagineHome Cmplab HTML Bbs Data Pds0085 1呂昕儒Nessuna valutazione finora
- Metal Cutting QuestionsDocumento65 pagineMetal Cutting QuestionsPratik DhandeNessuna valutazione finora
- Assignment: Q.N.1. in A Turning Operation, It Was Observed That The Tool Life Was 150 Minutes When The CuttingDocumento7 pagineAssignment: Q.N.1. in A Turning Operation, It Was Observed That The Tool Life Was 150 Minutes When The CuttingAnkesh KapilNessuna valutazione finora
- 103 Manufacturing Engineering PDFDocumento73 pagine103 Manufacturing Engineering PDFSushil Kumar Singh100% (1)
- Homework Solution p3Documento10 pagineHomework Solution p3Petro ManNessuna valutazione finora
- Question Bank For Machining and MetrologyDocumento7 pagineQuestion Bank For Machining and MetrologyAbhisheak DineshNessuna valutazione finora
- Slip TestDocumento3 pagineSlip TestSaravanan MathiNessuna valutazione finora
- ME 338 Manufacturing Processes II HW#1Documento3 pagineME 338 Manufacturing Processes II HW#1jambu99Nessuna valutazione finora
- Ch-2 Force & Power in Metal CuttingDocumento43 pagineCh-2 Force & Power in Metal CuttingNimish JoshiNessuna valutazione finora
- Lect 8Documento13 pagineLect 8shashankmay18Nessuna valutazione finora
- Gate Solved Paper - Me: Manufacturing EngineeringDocumento72 pagineGate Solved Paper - Me: Manufacturing EngineeringVHemendra NaiduNessuna valutazione finora
- Manufacturing EngineeringDocumento72 pagineManufacturing EngineeringAnirban PalNessuna valutazione finora
- Production Test PaperDocumento9 pagineProduction Test Paperfaheemhaider21Nessuna valutazione finora
- Assignment No1Documento2 pagineAssignment No1Thakur Kali DassNessuna valutazione finora
- Material Removal Process (Metal Machining Process) : Theory of Metal CuttingDocumento129 pagineMaterial Removal Process (Metal Machining Process) : Theory of Metal CuttingIjanSahrudinNessuna valutazione finora
- EMMU 7244-Machine Tool Vibrations and Cutting Dynamics-Exam July 2016Documento4 pagineEMMU 7244-Machine Tool Vibrations and Cutting Dynamics-Exam July 2016Charles OndiekiNessuna valutazione finora
- Problem Sheet Metal Machining and Cutting Conditions 2016Documento3 pagineProblem Sheet Metal Machining and Cutting Conditions 2016Muhammad imranNessuna valutazione finora
- Tutorial For Topic 2 - SolutionDocumento4 pagineTutorial For Topic 2 - SolutionmarceNessuna valutazione finora
- Tutorial For Topic 2 - SolutionDocumento4 pagineTutorial For Topic 2 - Solutionmurwanashyaka augustin100% (1)
- Tool Life NumericalsDocumento2 pagineTool Life Numericalspmagrawal75% (4)
- Cos Tan Here Is The Chip T 1 Si Hickness Ratio. N: R R R WDocumento1 paginaCos Tan Here Is The Chip T 1 Si Hickness Ratio. N: R R R WpmagrawalNessuna valutazione finora
- Home Work No 3Documento2 pagineHome Work No 3HarishNessuna valutazione finora
- CH 20Documento12 pagineCH 20onlydlonly100% (8)
- Tutorial Sheet: 1 Manufacturing Science and Technology-IIDocumento2 pagineTutorial Sheet: 1 Manufacturing Science and Technology-IIDeepam ShyamNessuna valutazione finora
- Mechanical Engineering DepartmentDocumento2 pagineMechanical Engineering DepartmentArjit Goswami100% (1)
- Assignment 6Documento5 pagineAssignment 6Anonymous G6QkwTykKNessuna valutazione finora
- Tutorial 3 Bulk DeformationDocumento2 pagineTutorial 3 Bulk DeformationSawai PariharNessuna valutazione finora
- Machining Principles & Machine ToolsDocumento16 pagineMachining Principles & Machine Toolssantosh sivarNessuna valutazione finora
- Ch2 MachiningDocumento134 pagineCh2 MachiningSaifAdamz'sNessuna valutazione finora
- MC&TDDocumento4 pagineMC&TDGopal Krishan0% (1)
- Solution: (a) N = v/πD = 70,000 mm/80 = 279 rev/minDocumento11 pagineSolution: (a) N = v/πD = 70,000 mm/80 = 279 rev/minwoihoNessuna valutazione finora
- Solution To Taylors Tool Life ProblemsDocumento1 paginaSolution To Taylors Tool Life Problems19G133 VASANTH B100% (1)
- (,) 100 100 50 / Min MM: Visit Us At: WWW - Nodia.co - inDocumento1 pagina(,) 100 100 50 / Min MM: Visit Us At: WWW - Nodia.co - inSameerChauhanNessuna valutazione finora
- 3.1 Metal RemovalDocumento40 pagine3.1 Metal RemovalMichael Kearney50% (2)
- Question Bank (PPII)Documento7 pagineQuestion Bank (PPII)Udaiyar BarathadhithyaNessuna valutazione finora
- Tutorial (Individuals) Dateline: 15/12/2011 at 5.00 PMDocumento2 pagineTutorial (Individuals) Dateline: 15/12/2011 at 5.00 PMrandyooiNessuna valutazione finora
- CAT I - EMMU 7241 - Machine Tool Vibrations and Cutting DynamicsDocumento2 pagineCAT I - EMMU 7241 - Machine Tool Vibrations and Cutting DynamicsCharles OndiekiNessuna valutazione finora
- Gia Cong CokhiDocumento55 pagineGia Cong CokhitranngNessuna valutazione finora
- ME 338 Manufacturing Processes II HW#2Documento2 pagineME 338 Manufacturing Processes II HW#2Anonymous 2xjDjAcZNessuna valutazione finora
- Forming QuestionsDocumento3 pagineForming QuestionsSarath Philip Mathew VenkadathNessuna valutazione finora
- CH2 Machining PDFDocumento129 pagineCH2 Machining PDFIzzah 'AtirahNessuna valutazione finora
- Material Properties and Metal FormingDocumento5 pagineMaterial Properties and Metal FormingSaikat BanerjeeNessuna valutazione finora
- Module 5Documento69 pagineModule 5Gangadhar TallaNessuna valutazione finora
- 3 Materials Requirement PlanningDocumento22 pagine3 Materials Requirement PlanningGangadhar TallaNessuna valutazione finora
- Lec 10 and 11Documento63 pagineLec 10 and 11Gangadhar TallaNessuna valutazione finora
- 1 IntroductionDocumento26 pagine1 IntroductionGangadhar TallaNessuna valutazione finora
- Module 1Documento52 pagineModule 1Gangadhar TallaNessuna valutazione finora
- Laboratory Assignment 6: Q1. Draw The SECTIONAL FRONT VIEW of The Object Below. DO NOT DIMENSIONDocumento2 pagineLaboratory Assignment 6: Q1. Draw The SECTIONAL FRONT VIEW of The Object Below. DO NOT DIMENSIONGangadhar TallaNessuna valutazione finora
- Module 2Documento35 pagineModule 2Gangadhar TallaNessuna valutazione finora
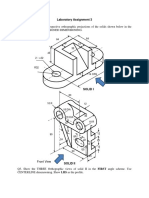
- Engineering Drawing-Lab03Documento1 paginaEngineering Drawing-Lab03Gangadhar TallaNessuna valutazione finora
- IES-CONV-Mechanical Engineering-1986 PDFDocumento6 pagineIES-CONV-Mechanical Engineering-1986 PDFGanesh GPNessuna valutazione finora
- Engineering Drawing-Lab05Documento2 pagineEngineering Drawing-Lab05Gangadhar TallaNessuna valutazione finora
- Engineering Drawing-Lab08Documento1 paginaEngineering Drawing-Lab08Gangadhar TallaNessuna valutazione finora
- Engineering Drawing-Lab04Documento1 paginaEngineering Drawing-Lab04Gangadhar TallaNessuna valutazione finora
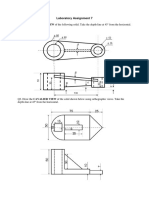
- Laboratory Assignment 7: Q1. Draw The CABINET VIEW of The Following Solid. Take The Depth-Line at 45 From The HorizontalDocumento2 pagineLaboratory Assignment 7: Q1. Draw The CABINET VIEW of The Following Solid. Take The Depth-Line at 45 From The HorizontalGangadhar TallaNessuna valutazione finora
- Mechanical Engineering IIT Kanpur: Anupam SaxenaDocumento2 pagineMechanical Engineering IIT Kanpur: Anupam SaxenaGangadhar TallaNessuna valutazione finora
- Laboratory Assignment 2: 30 4 Faces AT R30 30 oDocumento1 paginaLaboratory Assignment 2: 30 4 Faces AT R30 30 oGangadhar TallaNessuna valutazione finora
- Engineering Drawing03Documento3 pagineEngineering Drawing03Gangadhar TallaNessuna valutazione finora
- Engineering Drawing02 PDFDocumento1 paginaEngineering Drawing02 PDFGangadhar TallaNessuna valutazione finora
- IES CONV Mechanical Engineering 1987Documento7 pagineIES CONV Mechanical Engineering 1987GURURAJ CNessuna valutazione finora
- Engineering Drawing01 PDFDocumento1 paginaEngineering Drawing01 PDFGangadhar TallaNessuna valutazione finora
- IES CONV Mechanical Engineering 1989Documento5 pagineIES CONV Mechanical Engineering 1989ChandanKumarSinghNessuna valutazione finora
- IES CONV Mechanical Engineering 1988Documento7 pagineIES CONV Mechanical Engineering 1988GURURAJ CNessuna valutazione finora
- Engineering Drawing04 PDFDocumento1 paginaEngineering Drawing04 PDFGangadhar TallaNessuna valutazione finora
- IES CONV Mechanical Engineering 1985Documento8 pagineIES CONV Mechanical Engineering 1985coolpawan10Nessuna valutazione finora
- Sheet Metal Forming: MIT 2.008xDocumento48 pagineSheet Metal Forming: MIT 2.008xGangadhar TallaNessuna valutazione finora
- Castingslides 161115034827 PDFDocumento67 pagineCastingslides 161115034827 PDFGangadhar TallaNessuna valutazione finora
- MTech AM SylaabusDocumento57 pagineMTech AM SylaabusJustin TurnerNessuna valutazione finora
- MTech CimDocumento114 pagineMTech CimGangadhar TallaNessuna valutazione finora
- MTech MSEDDocumento104 pagineMTech MSEDGangadhar TallaNessuna valutazione finora
- MTech MEDocumento110 pagineMTech MEGangadhar TallaNessuna valutazione finora
- 2008xmachining Compressed 161102023930Documento104 pagine2008xmachining Compressed 161102023930Iwan GantengNessuna valutazione finora
- Rockschool Popular Music Theory Syllabus 2015 18Documento33 pagineRockschool Popular Music Theory Syllabus 2015 18Archit AnandNessuna valutazione finora
- A2 QuestionsDocumento2 pagineA2 QuestionsJisu Elsa JacobNessuna valutazione finora
- Gaggenau DF 291-760Documento1 paginaGaggenau DF 291-760PurcellMurrayNessuna valutazione finora
- Bipolar Junction Transistor ModelsDocumento21 pagineBipolar Junction Transistor ModelsecedepttNessuna valutazione finora
- Mds Ti-Alloy Ta15 0720 enDocumento3 pagineMds Ti-Alloy Ta15 0720 enshahin_723Nessuna valutazione finora
- Problem in Traffic Flow Theory: Speed-Density Relationships: Lnu LNK Q U KDocumento10 pagineProblem in Traffic Flow Theory: Speed-Density Relationships: Lnu LNK Q U KRomel DecenillaNessuna valutazione finora
- Abstract of Talk by Dr. Nitin Oke For National Conference RLTDocumento2 pagineAbstract of Talk by Dr. Nitin Oke For National Conference RLTnitinNessuna valutazione finora
- 12 Physics Exemplar PDFDocumento130 pagine12 Physics Exemplar PDFPRATIM SADHU100% (1)
- Arduino - Wikipedia PDFDocumento70 pagineArduino - Wikipedia PDFJheremy BayonetaNessuna valutazione finora
- 02 Sub-Surface Exploration 01Documento24 pagine02 Sub-Surface Exploration 01kabir AhmedNessuna valutazione finora
- KOPP TransmittersDocumento32 pagineKOPP TransmittersMike BrendNessuna valutazione finora
- 03 VEX SpotDocumento2 pagine03 VEX SpottemamNessuna valutazione finora
- Changeling - The Dreaming 20th Anniversary Edition 9Documento1 paginaChangeling - The Dreaming 20th Anniversary Edition 9André Vieira0% (1)
- PHP Question AnswerDocumento20 paginePHP Question AnswerManish SharmaNessuna valutazione finora
- Ap T240 13Documento92 pagineAp T240 13mehdiNessuna valutazione finora
- MMM - Unit 1Documento133 pagineMMM - Unit 1Ahmed Raza MokashiNessuna valutazione finora
- A Quick Tutorial On RSLogix Emulator 5000Documento9 pagineA Quick Tutorial On RSLogix Emulator 5000slavezerorjNessuna valutazione finora
- Bsi 2 A. 175, Alumminium Aloy Bolts Nov 1962 PDFDocumento15 pagineBsi 2 A. 175, Alumminium Aloy Bolts Nov 1962 PDFengr_usman04Nessuna valutazione finora
- Introduction To Shadowgraph and Schlieren Imaging: RIT Scholar WorksDocumento59 pagineIntroduction To Shadowgraph and Schlieren Imaging: RIT Scholar WorksAnmar HamidNessuna valutazione finora
- ProNest 2012 Data SheetDocumento2 pagineProNest 2012 Data Sheetalejandro777_eNessuna valutazione finora
- Grade9 Physics PDFDocumento2 pagineGrade9 Physics PDFRajNessuna valutazione finora
- The ParagraphDocumento4 pagineThe Paragraphapi-238710927Nessuna valutazione finora
- This Study Resource Was: EvaluateDocumento2 pagineThis Study Resource Was: EvaluateMary angel PerjesNessuna valutazione finora
- ME361 - Manufacturing Science Technology: Measurements and MetrologyDocumento20 pagineME361 - Manufacturing Science Technology: Measurements and MetrologyKartikeyaNessuna valutazione finora
- Medium Voltage Swgr9Documento3 pagineMedium Voltage Swgr9kjfensNessuna valutazione finora
- TEK SAP 08 SodtwareArch ShowfilesDocumento42 pagineTEK SAP 08 SodtwareArch Showfilesapi-3759021Nessuna valutazione finora
- Calibar Plate3Documento10 pagineCalibar Plate3Gerald FernandezNessuna valutazione finora
- Geomechanics: Figure 1 Geomechanics in Oil & Gas Industry (Source: Geomechanics Engineering)Documento2 pagineGeomechanics: Figure 1 Geomechanics in Oil & Gas Industry (Source: Geomechanics Engineering)ابوالحروف العربي ابوالحروفNessuna valutazione finora
- QuesTeksFerriumC61C64andC6 PDFDocumento23 pagineQuesTeksFerriumC61C64andC6 PDFEmily MillerNessuna valutazione finora
- Decision Analysis: Learning ObjectivesDocumento30 pagineDecision Analysis: Learning ObjectivesMorgan AfrizalNessuna valutazione finora