Potrebbero piacerti anche
- AUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-ADocumento1 paginaAUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-AsatnamNessuna valutazione finora
- CWC-BookletF1 12Documento1 paginaCWC-BookletF1 12satnamNessuna valutazione finora
- AUTOMIG 80S Ni1 - TIGFIL 80S Ni1Documento1 paginaAUTOMIG 80S Ni1 - TIGFIL 80S Ni1Kalyan Chakravathi A GNessuna valutazione finora
- Automig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalsDocumento1 paginaAutomig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalssatnamNessuna valutazione finora
- CWC-BookletF1 24Documento1 paginaCWC-BookletF1 24Jagannath SahuNessuna valutazione finora
- Automig 70S A1 - Tigfil 70S A1Documento1 paginaAutomig 70S A1 - Tigfil 70S A1Vaibhavi ganganeNessuna valutazione finora
- Automig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28Documento1 paginaAutomig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28satnamNessuna valutazione finora
- Automig 80s G Tigfil 80s GDocumento1 paginaAutomig 80s G Tigfil 80s Gvijaysvm999Nessuna valutazione finora
- Automig 100S-G / Tigfil 100S-G: AWS A/SFA 5.28Documento1 paginaAutomig 100S-G / Tigfil 100S-G: AWS A/SFA 5.28Jagannath SahuNessuna valutazione finora
- Automig 80S-G / Tigfil 80S-G: AWS A/SFA 5.28Documento1 paginaAutomig 80S-G / Tigfil 80S-G: AWS A/SFA 5.28Jagannath SahuNessuna valutazione finora
- CWC-BookletF1 15Documento1 paginaCWC-BookletF1 15satnamNessuna valutazione finora
- Automig 110S-G / Tigfil 110S-G: AWS A/SFA 5.28Documento1 paginaAutomig 110S-G / Tigfil 110S-G: AWS A/SFA 5.28Jagannath SahuNessuna valutazione finora
- Tiginox 385: Classification: en Iso 14343-ADocumento1 paginaTiginox 385: Classification: en Iso 14343-AJagannath SahuNessuna valutazione finora
- CWC-BookletF1 17Documento1 paginaCWC-BookletF1 17satnamNessuna valutazione finora
- Automig 90S-G / Tigfil 90S-G: Classification: ApprovalsDocumento1 paginaAutomig 90S-G / Tigfil 90S-G: Classification: ApprovalsJagannath SahuNessuna valutazione finora
- Merit S-6: Lincoln Electric China Gmaw Solid WireDocumento2 pagineMerit S-6: Lincoln Electric China Gmaw Solid Wirelovaldes62Nessuna valutazione finora
- Miginox 347 / Tiginox 347: Classification: ApprovalsDocumento1 paginaMiginox 347 / Tiginox 347: Classification: ApprovalsJagannath SahuNessuna valutazione finora
- Miginox 309L / Tiginox 309L: Aws A/Sfa 5.9 EN ISO 14343-ADocumento1 paginaMiginox 309L / Tiginox 309L: Aws A/Sfa 5.9 EN ISO 14343-AJagannath SahuNessuna valutazione finora
- GBTDocumento1 paginaGBTRaviTeja BhamidiNessuna valutazione finora
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Documento1 paginaTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamNessuna valutazione finora
- CWC-BookletF1 36 PDFDocumento1 paginaCWC-BookletF1 36 PDFJagannath SahuNessuna valutazione finora
- TIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48Documento1 paginaTIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48satnamNessuna valutazione finora
- TIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48Documento1 paginaTIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48satnamNessuna valutazione finora
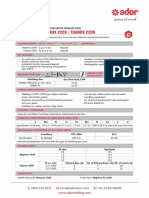
- MIGINOX 2209 / TIGINOX 2209: Gmaw / Gtaw Duplex Stainless SteelDocumento1 paginaMIGINOX 2209 / TIGINOX 2209: Gmaw / Gtaw Duplex Stainless SteelV U P RaoNessuna valutazione finora
- AUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalsDocumento1 paginaAUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalssatnamNessuna valutazione finora
- Miginox 308lsi: Aws A/Sfa 5.9 EN ISO 14343-ADocumento1 paginaMiginox 308lsi: Aws A/Sfa 5.9 EN ISO 14343-AJagannath SahuNessuna valutazione finora
- Automig FC 71 T1Documento1 paginaAutomig FC 71 T1Sushil BhansaliNessuna valutazione finora
- Miginox 310 / Tiginox 310: Classification: en Iso 14343-ADocumento1 paginaMiginox 310 / Tiginox 310: Classification: en Iso 14343-AJagannath SahuNessuna valutazione finora
- Supabase X Plus 2Documento1 paginaSupabase X Plus 2Michael FortunaNessuna valutazione finora
- Automig 4043 - Tigfil 4043Documento1 paginaAutomig 4043 - Tigfil 4043Muhammad Whisnu NugrahaNessuna valutazione finora
- Tigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-ADocumento1 paginaTigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-AsatnamNessuna valutazione finora
- Miginox 347si: Aws A/Sfa 5.9 EN ISO 14343-ADocumento1 paginaMiginox 347si: Aws A/Sfa 5.9 EN ISO 14343-AJagannath SahuNessuna valutazione finora
- Miginox 307: Classification: en Iso 14343-ADocumento1 paginaMiginox 307: Classification: en Iso 14343-AJagannath SahuNessuna valutazione finora
- Miginox 316lsi: Aws A/Sfa 5.9 EN ISO 14343-ADocumento1 paginaMiginox 316lsi: Aws A/Sfa 5.9 EN ISO 14343-AJagannath SahuNessuna valutazione finora
- Bronze C86300 SpecificationsDocumento2 pagineBronze C86300 SpecificationsDoss MartinNessuna valutazione finora
- AUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalsDocumento1 paginaAUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalssatnamNessuna valutazione finora
- Automig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36Documento1 paginaAutomig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36satnamNessuna valutazione finora
- Primacore MW 71Documento2 paginePrimacore MW 71rjan7peNessuna valutazione finora
- Tigfil Cuni: Classification: ApprovalsDocumento1 paginaTigfil Cuni: Classification: ApprovalssatnamNessuna valutazione finora
- ARCAP - Grades and PropertiesDocumento7 pagineARCAP - Grades and PropertiesEminent RishNessuna valutazione finora
- X Bond: Welding Electrode For Structural Welding ApplicationDocumento1 paginaX Bond: Welding Electrode For Structural Welding ApplicationAmit ChapagainNessuna valutazione finora
- CWC-BookletF1 29 PDFDocumento1 paginaCWC-BookletF1 29 PDFJagannath SahuNessuna valutazione finora
- POLYTUNG-NICRBWC DatasheetDocumento1 paginaPOLYTUNG-NICRBWC Datasheetrajeevkv4Nessuna valutazione finora
- T700S Technical Data Sheet PDFDocumento2 pagineT700S Technical Data Sheet PDFjairoNessuna valutazione finora
- Merit S-G: Lincoln Electric China Gmaw Solid WireDocumento2 pagineMerit S-G: Lincoln Electric China Gmaw Solid Wiredev-nullNessuna valutazione finora
- Wb88Shr M.M.A. Welding Electrode: Welding@wballoys - Co.ukDocumento1 paginaWb88Shr M.M.A. Welding Electrode: Welding@wballoys - Co.uklathasri78Nessuna valutazione finora
- Wb9009E M.M.A. Welding Electrode: Bs en 14700-2005: Efe2Documento1 paginaWb9009E M.M.A. Welding Electrode: Bs en 14700-2005: Efe2lathasri78Nessuna valutazione finora
- Tiginox 308H: Classification: ApprovalsDocumento1 paginaTiginox 308H: Classification: ApprovalsJagannath SahuNessuna valutazione finora
- Automig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48Documento1 paginaAutomig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48satnamNessuna valutazione finora
- Merit RM-56: Lincoln Electric China Gmaw Solid WireDocumento2 pagineMerit RM-56: Lincoln Electric China Gmaw Solid WirejuanchepeinNessuna valutazione finora
- Automig 70S-6: AWS A/SFA 5.18 Csa W48Documento1 paginaAutomig 70S-6: AWS A/SFA 5.18 Csa W48satnamNessuna valutazione finora
- Automig 70S-61Documento1 paginaAutomig 70S-61tarun kaushalNessuna valutazione finora
- Stainless SteelDocumento1 paginaStainless SteelSadashiva sahoo100% (1)
- CWC-BookletF1 10Documento1 paginaCWC-BookletF1 10satnamNessuna valutazione finora
- PDS - Bohler N ER 70 S-2 NACE PDFDocumento1 paginaPDS - Bohler N ER 70 S-2 NACE PDFwesley59Nessuna valutazione finora
- Aluminium-Welding: Course Book GBDocumento58 pagineAluminium-Welding: Course Book GBlilux519Nessuna valutazione finora
- Sheet Coil & Plate Alloy 6061Documento2 pagineSheet Coil & Plate Alloy 6061Sarat SrinivasNessuna valutazione finora
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantDa EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantValutazione: 3.5 su 5 stelle3.5/5 (3)
- Tigfil Cuni: Classification: ApprovalsDocumento1 paginaTigfil Cuni: Classification: ApprovalssatnamNessuna valutazione finora
- Automig Cusn-A: Classification: Aws A/Sfa 5.7Documento1 paginaAutomig Cusn-A: Classification: Aws A/Sfa 5.7satnamNessuna valutazione finora
- Automig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36Documento1 paginaAutomig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36satnamNessuna valutazione finora
- AUTOMIG 1100: Classification: Aws A/Sfa 5.10Documento1 paginaAUTOMIG 1100: Classification: Aws A/Sfa 5.10satnamNessuna valutazione finora
- AUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalsDocumento1 paginaAUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalssatnamNessuna valutazione finora
- CWC-BookletF1 59Documento1 paginaCWC-BookletF1 59satnamNessuna valutazione finora
- AUTOMIG 5356 / TIGFIL 5356: Classification: ApprovalsDocumento1 paginaAUTOMIG 5356 / TIGFIL 5356: Classification: ApprovalssatnamNessuna valutazione finora
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Documento1 paginaTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamNessuna valutazione finora
- AUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalsDocumento1 paginaAUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalssatnamNessuna valutazione finora
- CWC-BookletF1 17Documento1 paginaCWC-BookletF1 17satnamNessuna valutazione finora
- CWC-BookletF1 15Documento1 paginaCWC-BookletF1 15satnamNessuna valutazione finora
- Automig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28Documento1 paginaAutomig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28satnamNessuna valutazione finora
- Tiginox 385: Classification: en Iso 14343-ADocumento1 paginaTiginox 385: Classification: en Iso 14343-AJagannath SahuNessuna valutazione finora
- CWC-BookletF1 9Documento1 paginaCWC-BookletF1 9satnamNessuna valutazione finora
- Automig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48Documento1 paginaAutomig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48satnamNessuna valutazione finora
- CWC-BookletF1 10Documento1 paginaCWC-BookletF1 10satnamNessuna valutazione finora
- Tigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-ADocumento1 paginaTigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-AsatnamNessuna valutazione finora
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADocumento1 paginaTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamNessuna valutazione finora
- Automig 70S-6: AWS A/SFA 5.18 Csa W48Documento1 paginaAutomig 70S-6: AWS A/SFA 5.18 Csa W48satnamNessuna valutazione finora
- CWC-BookletF1 2Documento1 paginaCWC-BookletF1 2satnamNessuna valutazione finora
- TIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48Documento1 paginaTIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48satnamNessuna valutazione finora
- CWC-BookletF1 5Documento1 paginaCWC-BookletF1 5satnamNessuna valutazione finora
- CWC-BookletF1 3Documento1 paginaCWC-BookletF1 3satnamNessuna valutazione finora
- CWC-BookletF1 9Documento1 paginaCWC-BookletF1 9satnamNessuna valutazione finora
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADocumento1 paginaTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamNessuna valutazione finora
- CWC-BookletF1 4Documento1 paginaCWC-BookletF1 4satnamNessuna valutazione finora
- CWC-BookletF1 1Documento1 paginaCWC-BookletF1 1satnamNessuna valutazione finora
- MIG MAG - Series-Brochure KOLARCDocumento16 pagineMIG MAG - Series-Brochure KOLARCDarko NikolovskiNessuna valutazione finora
- 165 Gmaw Zug Asme (Imam Mustofa 3g) WPQDocumento4 pagine165 Gmaw Zug Asme (Imam Mustofa 3g) WPQMuhammad Fitransyah Syamsuar PutraNessuna valutazione finora
- The Australian Welding Guide PDFDocumento220 pagineThe Australian Welding Guide PDFThành Nguyễn XuânNessuna valutazione finora
- Migmatic 271/273/333/383: June 2005 Effective With Serial Number 210 344Documento44 pagineMigmatic 271/273/333/383: June 2005 Effective With Serial Number 210 344fuclaNessuna valutazione finora
- MIG Flow Rate ChartDocumento4 pagineMIG Flow Rate ChartdhanendrapardhiNessuna valutazione finora
- Welding Processes: EN358 - Ship StructuresDocumento27 pagineWelding Processes: EN358 - Ship Structuressuri345Nessuna valutazione finora
- T-SS-SA-1166 - 120414 - Welding Process Control Procedure (SG2425-CST-007) Rev.0Documento110 pagineT-SS-SA-1166 - 120414 - Welding Process Control Procedure (SG2425-CST-007) Rev.0Akansha SharmaNessuna valutazione finora
- TransTig 1750 Puls PDFDocumento88 pagineTransTig 1750 Puls PDFDallas WilsonNessuna valutazione finora
- UTP Chemical GBDocumento12 pagineUTP Chemical GBajaychackotecsoNessuna valutazione finora
- Welding TechnologyDocumento77 pagineWelding TechnologySrinivasadarshan A M100% (1)
- IP23 - Procedure For Welder Performance QualificationDocumento25 pagineIP23 - Procedure For Welder Performance QualificationsajiNessuna valutazione finora
- Design of Welded Connections - Lincoln ElectricDocumento234 pagineDesign of Welded Connections - Lincoln Electrickyletgerber100% (3)
- Welding 3&4 REV21Documento40 pagineWelding 3&4 REV21Muhd Shabeeb ANessuna valutazione finora
- WPS AWS D1.1 WeldNote MetricDocumento1 paginaWPS AWS D1.1 WeldNote MetricGoutham RathinamNessuna valutazione finora
- ELECTREX General CatalogueDocumento52 pagineELECTREX General CatalogueO TottaNessuna valutazione finora
- Steel Penstocks and Tunnel Liners PDFDocumento114 pagineSteel Penstocks and Tunnel Liners PDFFrancisco Jose Camacho Amaya100% (1)
- INDUSTRIAL ELECTRONICS - EdgeDocumento212 pagineINDUSTRIAL ELECTRONICS - EdgeReynald John PastranaNessuna valutazione finora
- Fundamentals of WeldingsDocumento96 pagineFundamentals of WeldingsBurag HamparyanNessuna valutazione finora
- WeldingDocumento556 pagineWeldingluisbmwm691% (11)
- Welding Terms & DefinitionsDocumento42 pagineWelding Terms & DefinitionsDamotharan S100% (1)
- Metal-Cored: Gmaw-CDocumento16 pagineMetal-Cored: Gmaw-CChandrajeet ShelkeNessuna valutazione finora
- CatalogDocumento44 pagineCataloglangtu2011Nessuna valutazione finora
- Chapter 4. Welding Welding Safety HazardsDocumento52 pagineChapter 4. Welding Welding Safety HazardsKefene GurmessaNessuna valutazione finora
- Industrial Training Report PDFDocumento71 pagineIndustrial Training Report PDFNitin KumarNessuna valutazione finora
- Fixed AutomationDocumento3 pagineFixed AutomationAnan AghbarNessuna valutazione finora
- Question and AnswerDocumento32 pagineQuestion and AnswervasuNessuna valutazione finora
- Jetline BrochureDocumento8 pagineJetline BrochureKauane FeliniNessuna valutazione finora
- MAQUINA DE SOLDAR Traiblazer Pro 350 D PDFDocumento84 pagineMAQUINA DE SOLDAR Traiblazer Pro 350 D PDFVictor HerreraNessuna valutazione finora
- Welding 10Documento64 pagineWelding 10Ammar Izzy0% (1)
- KEI-PL-2102T 0 - Flowline Carbon Steel SpecDocumento41 pagineKEI-PL-2102T 0 - Flowline Carbon Steel Specajaykg100% (1)