Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- United States Patent (10) Patent No.: US 8,360,390 B2Documento9 pagineUnited States Patent (10) Patent No.: US 8,360,390 B2Vansala GanesanNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
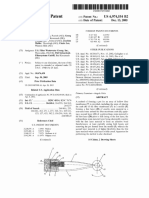
- United States Patent (10) Patent No.: US 7.460,350 B2: Talbot Et Al. (45) Date of Patent: Dec. 2, 2008Documento27 pagineUnited States Patent (10) Patent No.: US 7.460,350 B2: Talbot Et Al. (45) Date of Patent: Dec. 2, 2008Vansala GanesanNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- United States Patent: Ledgerwood Et Al. Jun. 14, 2016Documento16 pagineUnited States Patent: Ledgerwood Et Al. Jun. 14, 2016Vansala GanesanNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- US20190027305A1Documento52 pagineUS20190027305A1Vansala GanesanNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- US7897234Documento6 pagineUS7897234Vansala GanesanNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
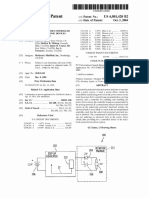
- United States Patent: (10) Patent No.: US 6,974,554 B2Documento8 pagineUnited States Patent: (10) Patent No.: US 6,974,554 B2Vansala GanesanNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- United States Patent: (12) (10) Patent No.: US 7,183,661 B2 Bogner Et Al. (45) Date of Patent: Feb. 27, 2007Documento7 pagineUnited States Patent: (12) (10) Patent No.: US 7,183,661 B2 Bogner Et Al. (45) Date of Patent: Feb. 27, 2007Vansala GanesanNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- IIII: United States PatentDocumento9 pagineIIII: United States PatentVansala GanesanNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- United States Patent (10) Patent No.: US 7,208,943 B2: Godoy Et Al. (45) Date of Patent: Apr. 24, 2007Documento15 pagineUnited States Patent (10) Patent No.: US 7,208,943 B2: Godoy Et Al. (45) Date of Patent: Apr. 24, 2007Vansala GanesanNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- US6801420Documento27 pagineUS6801420Vansala GanesanNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- United States Patent (10) Patent No.: US 6,702,561 B2Documento11 pagineUnited States Patent (10) Patent No.: US 6,702,561 B2Vansala GanesanNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- United States Patent: Rubinsztajn Et Al. Oct. 14, 2003Documento14 pagineUnited States Patent: Rubinsztajn Et Al. Oct. 14, 2003Vansala GanesanNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- United States Patent (10) Patent No.: US 6,685,832 B2: Mahendran Et Al. (45) Date of Patent: Feb. 3, 2004Documento31 pagineUnited States Patent (10) Patent No.: US 6,685,832 B2: Mahendran Et Al. (45) Date of Patent: Feb. 3, 2004Vansala GanesanNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- United States Patent: (10) Patent No.: (45) Date of PatentDocumento15 pagineUnited States Patent: (10) Patent No.: (45) Date of PatentVansala GanesanNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- United States Patent (10) Patent No.: US 6,611,186 B2Documento12 pagineUnited States Patent (10) Patent No.: US 6,611,186 B2Vansala GanesanNessuna valutazione finora
- United States Patent (19) 11 Patent Number: 6,113,782Documento22 pagineUnited States Patent (19) 11 Patent Number: 6,113,782Vansala GanesanNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- United States Patent: Zy 2X ZZZZZZZZDocumento8 pagineUnited States Patent: Zy 2X ZZZZZZZZVansala GanesanNessuna valutazione finora
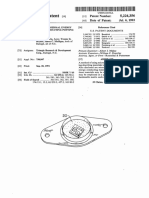
- United States Patent (19) : Heyke Et Al. Feb. 23, 1993Documento4 pagineUnited States Patent (19) : Heyke Et Al. Feb. 23, 1993Vansala GanesanNessuna valutazione finora
- United States Patent 19: May 7, 1981 (Del Fed. Rep. of Germany. 3118130Documento4 pagineUnited States Patent 19: May 7, 1981 (Del Fed. Rep. of Germany. 3118130Vansala GanesanNessuna valutazione finora
- United States Patent (19) 11) Patent Number: 5,224,356: Bryant James C. Mulligan, Both of 3. - SE 5ta. IIDocumento7 pagineUnited States Patent (19) 11) Patent Number: 5,224,356: Bryant James C. Mulligan, Both of 3. - SE 5ta. IIVansala GanesanNessuna valutazione finora
- United States Patent (19) : EaringDocumento7 pagineUnited States Patent (19) : EaringVansala GanesanNessuna valutazione finora
- US3747037Documento13 pagineUS3747037Vansala GanesanNessuna valutazione finora
- United States Patent (19) : Molthop 11) 4,389,363Documento6 pagineUnited States Patent (19) : Molthop 11) 4,389,363Vansala GanesanNessuna valutazione finora
- United States Patent (19) 11 Patent Number: 4,738,892: Canova (45) Date of Patent: Apr. 19, 1988Documento5 pagineUnited States Patent (19) 11 Patent Number: 4,738,892: Canova (45) Date of Patent: Apr. 19, 1988Vansala GanesanNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- United States Patent (19) : 11 Patent Number: 4,479,990 45 Date of Patent: Oct. 30, 1984Documento7 pagineUnited States Patent (19) : 11 Patent Number: 4,479,990 45 Date of Patent: Oct. 30, 1984Vansala GanesanNessuna valutazione finora
- United States Patent (19) : Brady (45) Aug. 28, 1973Documento4 pagineUnited States Patent (19) : Brady (45) Aug. 28, 1973Vansala GanesanNessuna valutazione finora
- US3929717Documento4 pagineUS3929717Vansala GanesanNessuna valutazione finora
- United States Patent (191: Fujimoto (11) 4,190,411Documento7 pagineUnited States Patent (191: Fujimoto (11) 4,190,411Vansala GanesanNessuna valutazione finora
- United States Patent (19) : Owens Et AlDocumento5 pagineUnited States Patent (19) : Owens Et AlVansala GanesanNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- United States Patent: (45) June 6, 1972Documento7 pagineUnited States Patent: (45) June 6, 1972Vansala GanesanNessuna valutazione finora
- DS4B - (1988) Physical Constants of Hydrocarbon and Non-Hydrocarbon CompoundsDocumento216 pagineDS4B - (1988) Physical Constants of Hydrocarbon and Non-Hydrocarbon CompoundsJacques Strappe0% (1)
- Aoac 969.23Documento1 paginaAoac 969.23Christian MartinezNessuna valutazione finora
- Technological Advancements in The Drying of Fruits and Vegetables: A ReviewDocumento14 pagineTechnological Advancements in The Drying of Fruits and Vegetables: A ReviewMaria MadanNessuna valutazione finora
- Biokimia Sistem Hematologi EnglishDocumento46 pagineBiokimia Sistem Hematologi EnglishIrham KhairiNessuna valutazione finora
- Theoretical Analysis On Heat and Mass Transfer in A Direct Evaporative CoolerDocumento5 pagineTheoretical Analysis On Heat and Mass Transfer in A Direct Evaporative CoolermariemNessuna valutazione finora
- Safety Data Sheet Crodasinic Ls30: 1. Identification of The Substance/Preparation and of The Company/UndertakingDocumento5 pagineSafety Data Sheet Crodasinic Ls30: 1. Identification of The Substance/Preparation and of The Company/UndertakingrafaeldelperuNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Simply Clean - Reverse Osmosis (RO) System For High-Quality WaterDocumento2 pagineSimply Clean - Reverse Osmosis (RO) System For High-Quality WaterWattsNessuna valutazione finora
- Types of Chemical ReactionsDocumento36 pagineTypes of Chemical ReactionsAira Villarin100% (3)
- Gokul RefinaryDocumento32 pagineGokul RefinaryJAYKISHAN JOSHINessuna valutazione finora
- 2-Heptanol MSDS: Section 1: Chemical Product and Company IdentificationDocumento5 pagine2-Heptanol MSDS: Section 1: Chemical Product and Company Identificationa d e eNessuna valutazione finora
- Plant Pathology Fst3Documento19 paginePlant Pathology Fst3Alishba SherazNessuna valutazione finora
- Lecture 2 Non Ideal FlowDocumento35 pagineLecture 2 Non Ideal FlowRobinson ANessuna valutazione finora
- Aisi 316Documento4 pagineAisi 316Aliakbar SaifeeNessuna valutazione finora
- TKC BiodataDocumento39 pagineTKC Biodataevie manullang0% (1)
- CONDUX Classifier Mill CSM Ceramic eDocumento2 pagineCONDUX Classifier Mill CSM Ceramic emapalptsNessuna valutazione finora
- Extruded Heat Sink DesignDocumento3 pagineExtruded Heat Sink DesignSiveshwar BongulaNessuna valutazione finora
- What Is Polymer Chemistry?Documento8 pagineWhat Is Polymer Chemistry?ハジャ 咲良Nessuna valutazione finora
- Nitocote AC: Weather Resistant Flexible Acrylic CoatingDocumento2 pagineNitocote AC: Weather Resistant Flexible Acrylic CoatingWahlee SatuNessuna valutazione finora
- Material PropertiesDocumento42 pagineMaterial PropertiesDr_M_Soliman100% (2)
- AP Biology Lab 1Documento10 pagineAP Biology Lab 1Abby Loneker0% (1)
- PhastDocumento36 paginePhastNilambar Bariha100% (1)
- Biavaibility Green TeaDocumento10 pagineBiavaibility Green TeaSari RamadhaniNessuna valutazione finora
- NanoSteel Technology Overview - Lincoln PDFDocumento74 pagineNanoSteel Technology Overview - Lincoln PDFrajeevkrishna10Nessuna valutazione finora
- Lactic Acid Production From Glycerol Using CaO As Solid Base CatalystDocumento8 pagineLactic Acid Production From Glycerol Using CaO As Solid Base CatalystlarguedasNessuna valutazione finora
- Calc-Relative Humidity PDFDocumento1 paginaCalc-Relative Humidity PDFSufian SarwarNessuna valutazione finora
- Oil-Dri Catalog v.17Documento24 pagineOil-Dri Catalog v.17Jelly TepskincareNessuna valutazione finora
- Assignment 1Documento2 pagineAssignment 1Sakshi Gupta0% (1)
- POME ApplicationsDocumento9 paginePOME Applicationsaffeena100% (1)
- Measurement of Fluorescence Quantum YieldsDocumento4 pagineMeasurement of Fluorescence Quantum YieldsChaudhary Mandeep Singh Dalal100% (1)
- Is 1570Documento164 pagineIs 1570Sumit Shyamal63% (8)
- ICH Quality Guidelines: An Implementation GuideDa EverandICH Quality Guidelines: An Implementation GuideAndrew TeasdaleNessuna valutazione finora
- The Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactDa EverandThe Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactValutazione: 5 su 5 stelle5/5 (5)
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincDa EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincValutazione: 3.5 su 5 stelle3.5/5 (137)
- AP® Chemistry Crash Course, For the 2020 Exam, Book + Online: Get a Higher Score in Less TimeDa EverandAP® Chemistry Crash Course, For the 2020 Exam, Book + Online: Get a Higher Score in Less TimeValutazione: 5 su 5 stelle5/5 (1)
- The Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsDa EverandThe Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsValutazione: 5 su 5 stelle5/5 (3)
- Chemistry for Breakfast: The Amazing Science of Everyday LifeDa EverandChemistry for Breakfast: The Amazing Science of Everyday LifeValutazione: 4.5 su 5 stelle4.5/5 (90)
- Chemistry for Breakfast: The Amazing Science of Everyday LifeDa EverandChemistry for Breakfast: The Amazing Science of Everyday LifeValutazione: 4.5 su 5 stelle4.5/5 (14)