Potrebbero piacerti anche
- CWC-BookletF1 15Documento1 paginaCWC-BookletF1 15satnamNessuna valutazione finora
- CWC-BookletF1 17Documento1 paginaCWC-BookletF1 17satnamNessuna valutazione finora
- Automig 80S-G / Tigfil 80S-G: AWS A/SFA 5.28Documento1 paginaAutomig 80S-G / Tigfil 80S-G: AWS A/SFA 5.28Jagannath SahuNessuna valutazione finora
- CWC-BookletF1 12Documento1 paginaCWC-BookletF1 12satnamNessuna valutazione finora
- AUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-ADocumento1 paginaAUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-AsatnamNessuna valutazione finora
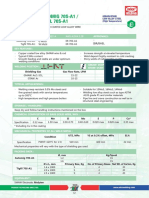
- Automig 70S A1 - Tigfil 70S A1Documento1 paginaAutomig 70S A1 - Tigfil 70S A1Vaibhavi ganganeNessuna valutazione finora
- CWC-BookletF1 24Documento1 paginaCWC-BookletF1 24Jagannath SahuNessuna valutazione finora
- Automig 80s G Tigfil 80s GDocumento1 paginaAutomig 80s G Tigfil 80s Gvijaysvm999Nessuna valutazione finora
- Automig 110S-G / Tigfil 110S-G: AWS A/SFA 5.28Documento1 paginaAutomig 110S-G / Tigfil 110S-G: AWS A/SFA 5.28Jagannath SahuNessuna valutazione finora
- Automig 90S-G / Tigfil 90S-G: Classification: ApprovalsDocumento1 paginaAutomig 90S-G / Tigfil 90S-G: Classification: ApprovalsJagannath SahuNessuna valutazione finora
- AUTOMIG 80S Ni1 - TIGFIL 80S Ni1Documento1 paginaAUTOMIG 80S Ni1 - TIGFIL 80S Ni1Kalyan Chakravathi A GNessuna valutazione finora
- NiCu-7 solid wire for welding nickel-copper alloysDocumento1 paginaNiCu-7 solid wire for welding nickel-copper alloyssatnamNessuna valutazione finora
- Automig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28Documento1 paginaAutomig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28satnamNessuna valutazione finora
- CWC-BookletF1 10Documento1 paginaCWC-BookletF1 10satnamNessuna valutazione finora
- Automig 100S-G / Tigfil 100S-G: AWS A/SFA 5.28Documento1 paginaAutomig 100S-G / Tigfil 100S-G: AWS A/SFA 5.28Jagannath SahuNessuna valutazione finora
- GBTDocumento1 paginaGBTRaviTeja BhamidiNessuna valutazione finora
- Automig 70S-61Documento1 paginaAutomig 70S-61tarun kaushalNessuna valutazione finora
- Automig 70S-6: AWS A/SFA 5.18 Csa W48Documento1 paginaAutomig 70S-6: AWS A/SFA 5.18 Csa W48satnamNessuna valutazione finora
- Tiginox 385: Classification: en Iso 14343-ADocumento1 paginaTiginox 385: Classification: en Iso 14343-AJagannath SahuNessuna valutazione finora
- Automig FC 71 T1Documento1 paginaAutomig FC 71 T1Sushil BhansaliNessuna valutazione finora
- Automig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36Documento1 paginaAutomig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36satnamNessuna valutazione finora
- Automig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48Documento1 paginaAutomig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48satnamNessuna valutazione finora
- MIGINOX 2209 / TIGINOX 2209: Gmaw / Gtaw Duplex Stainless SteelDocumento1 paginaMIGINOX 2209 / TIGINOX 2209: Gmaw / Gtaw Duplex Stainless SteelV U P RaoNessuna valutazione finora
- Miginox 310 / Tiginox 310: Classification: en Iso 14343-ADocumento1 paginaMiginox 310 / Tiginox 310: Classification: en Iso 14343-AJagannath SahuNessuna valutazione finora
- Tigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-ADocumento1 paginaTigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-AsatnamNessuna valutazione finora
- 3dprint AM P22: Material TypeDocumento1 pagina3dprint AM P22: Material TypeKara WhiteNessuna valutazione finora
- Merit S-G: Lincoln Electric China Gmaw Solid WireDocumento2 pagineMerit S-G: Lincoln Electric China Gmaw Solid Wiredev-nullNessuna valutazione finora
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Documento1 paginaTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamNessuna valutazione finora
- Miginox 308lsi: Aws A/Sfa 5.9 EN ISO 14343-ADocumento1 paginaMiginox 308lsi: Aws A/Sfa 5.9 EN ISO 14343-AJagannath SahuNessuna valutazione finora
- Supabase X Plus 2Documento1 paginaSupabase X Plus 2Michael FortunaNessuna valutazione finora
- Merit S-6: Lincoln Electric China Gmaw Solid WireDocumento2 pagineMerit S-6: Lincoln Electric China Gmaw Solid Wirelovaldes62Nessuna valutazione finora
- AUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalsDocumento1 paginaAUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalssatnamNessuna valutazione finora
- Electrode Booklet F Web 93Documento1 paginaElectrode Booklet F Web 93satnamNessuna valutazione finora
- Midalloy ER80S-B6 Welding Wire Technical BulletinDocumento1 paginaMidalloy ER80S-B6 Welding Wire Technical Bulletinjoel cisnerosNessuna valutazione finora
- Midalloy ER70S B2LDocumento1 paginaMidalloy ER70S B2LNhien ManNessuna valutazione finora
- Midalloy ER70S B2LDocumento1 paginaMidalloy ER70S B2LNhien ManNessuna valutazione finora
- Miginox 309L / Tiginox 309L: Aws A/Sfa 5.9 EN ISO 14343-ADocumento1 paginaMiginox 309L / Tiginox 309L: Aws A/Sfa 5.9 EN ISO 14343-AJagannath SahuNessuna valutazione finora
- CWC-BookletF1 36 PDFDocumento1 paginaCWC-BookletF1 36 PDFJagannath SahuNessuna valutazione finora
- Bronze C86300 SpecificationsDocumento2 pagineBronze C86300 SpecificationsDoss MartinNessuna valutazione finora
- Merit RM-56: Lincoln Electric China Gmaw Solid WireDocumento2 pagineMerit RM-56: Lincoln Electric China Gmaw Solid WirejuanchepeinNessuna valutazione finora
- Automig 4043 - Tigfil 4043Documento1 paginaAutomig 4043 - Tigfil 4043Muhammad Whisnu NugrahaNessuna valutazione finora
- CWC-BookletF1 29 PDFDocumento1 paginaCWC-BookletF1 29 PDFJagannath SahuNessuna valutazione finora
- Alu MN: Description and ApplicationDocumento1 paginaAlu MN: Description and Applicationmohamed AdelNessuna valutazione finora
- T700S Technical Data Sheet PDFDocumento2 pagineT700S Technical Data Sheet PDFjairoNessuna valutazione finora
- Idalloy: C MN Si CR Mo V P S CuDocumento1 paginaIdalloy: C MN Si CR Mo V P S CuiocephNessuna valutazione finora
- Miginox 316lsi: Aws A/Sfa 5.9 EN ISO 14343-ADocumento1 paginaMiginox 316lsi: Aws A/Sfa 5.9 EN ISO 14343-AJagannath SahuNessuna valutazione finora
- Miginox 347 / Tiginox 347: Classification: ApprovalsDocumento1 paginaMiginox 347 / Tiginox 347: Classification: ApprovalsJagannath SahuNessuna valutazione finora
- E 9018-B9 Product-SheetDocumento1 paginaE 9018-B9 Product-SheetjuanNessuna valutazione finora
- Miginox 307: Classification: en Iso 14343-ADocumento1 paginaMiginox 307: Classification: en Iso 14343-AJagannath SahuNessuna valutazione finora
- Er100s GDocumento1 paginaEr100s GAhmed Abdel NabiNessuna valutazione finora
- Special steels - American standards ASTM A193 B7 and B7MDocumento1 paginaSpecial steels - American standards ASTM A193 B7 and B7MNarimane BentyNessuna valutazione finora
- Supabase-X-Plus AdorDocumento1 paginaSupabase-X-Plus AdorJagan TnNessuna valutazione finora
- A95_EX_EDocumento1 paginaA95_EX_Emarceloalves.dsNessuna valutazione finora
- C-Mn Steel Solid Filler Rod for GTAW WeldingDocumento1 paginaC-Mn Steel Solid Filler Rod for GTAW WeldingsatnamNessuna valutazione finora
- TIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48Documento1 paginaTIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48satnamNessuna valutazione finora
- Tiginox 308H: Classification: ApprovalsDocumento1 paginaTiginox 308H: Classification: ApprovalsJagannath SahuNessuna valutazione finora
- AUTOMIG 5356 / TIGFIL 5356: Classification: ApprovalsDocumento1 paginaAUTOMIG 5356 / TIGFIL 5356: Classification: ApprovalssatnamNessuna valutazione finora
- Categorie GMAW-GTAW Massieve Draad Type Applications: C MN Si CR Ni Mo NBDocumento1 paginaCategorie GMAW-GTAW Massieve Draad Type Applications: C MN Si CR Ni Mo NBabhishekNessuna valutazione finora
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDa EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNessuna valutazione finora
- Weld Like a Pro: Beginning to Advanced TechniquesDa EverandWeld Like a Pro: Beginning to Advanced TechniquesValutazione: 4.5 su 5 stelle4.5/5 (6)
- Automig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36Documento1 paginaAutomig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36satnamNessuna valutazione finora
- GMAW Solid Wire for Welding Copper AlloysDocumento1 paginaGMAW Solid Wire for Welding Copper AlloyssatnamNessuna valutazione finora
- CWC-BookletF1 59Documento1 paginaCWC-BookletF1 59satnamNessuna valutazione finora
- AUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalsDocumento1 paginaAUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalssatnamNessuna valutazione finora
- AUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalsDocumento1 paginaAUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalssatnamNessuna valutazione finora
- GTAW TIGFIL CuNi solid filler rod for welding copper nickel alloysDocumento1 paginaGTAW TIGFIL CuNi solid filler rod for welding copper nickel alloyssatnamNessuna valutazione finora
- AUTOMIG 5356 / TIGFIL 5356: Classification: ApprovalsDocumento1 paginaAUTOMIG 5356 / TIGFIL 5356: Classification: ApprovalssatnamNessuna valutazione finora
- NiCu-7 solid wire for welding nickel-copper alloysDocumento1 paginaNiCu-7 solid wire for welding nickel-copper alloyssatnamNessuna valutazione finora
- Automig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalsDocumento1 paginaAutomig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalssatnamNessuna valutazione finora
- GMAW GTAW MIGINOX 347Si STAINLESS STEELDocumento1 paginaGMAW GTAW MIGINOX 347Si STAINLESS STEELJagannath SahuNessuna valutazione finora
- GMAW/GTAW Welding of Aluminium Alloys with ER1100 WireDocumento1 paginaGMAW/GTAW Welding of Aluminium Alloys with ER1100 WiresatnamNessuna valutazione finora
- Automig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28Documento1 paginaAutomig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28satnamNessuna valutazione finora
- CWC-BookletF1 38 PDFDocumento1 paginaCWC-BookletF1 38 PDFsatnamNessuna valutazione finora
- Tiginox 385: Classification: en Iso 14343-ADocumento1 paginaTiginox 385: Classification: en Iso 14343-AJagannath SahuNessuna valutazione finora
- CWC-BookletF1 36 PDFDocumento1 paginaCWC-BookletF1 36 PDFJagannath SahuNessuna valutazione finora
- CWC-BookletF1 9Documento1 paginaCWC-BookletF1 9satnamNessuna valutazione finora
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Documento1 paginaTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamNessuna valutazione finora
- TIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48Documento1 paginaTIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48satnamNessuna valutazione finora
- CWC-BookletF1 9Documento1 paginaCWC-BookletF1 9satnamNessuna valutazione finora
- Tigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-ADocumento1 paginaTigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-AsatnamNessuna valutazione finora
- Automig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48Documento1 paginaAutomig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48satnamNessuna valutazione finora
- CWC-BookletF1 10Documento1 paginaCWC-BookletF1 10satnamNessuna valutazione finora
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADocumento1 paginaTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamNessuna valutazione finora
- Automig 70S-6: AWS A/SFA 5.18 Csa W48Documento1 paginaAutomig 70S-6: AWS A/SFA 5.18 Csa W48satnamNessuna valutazione finora
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADocumento1 paginaTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamNessuna valutazione finora
- Drama Club Funding RequestDocumento6 pagineDrama Club Funding RequestkesiaoprandiNessuna valutazione finora
- Mrunal Handout 4 CSP20Documento50 pagineMrunal Handout 4 CSP20Margesh PatelNessuna valutazione finora
- Social Media Planning GuideDocumento112 pagineSocial Media Planning GuideCristian Ticu100% (4)
- Social Media Marketing To Customer EngagementDocumento27 pagineSocial Media Marketing To Customer EngagementEarly Joy BorjaNessuna valutazione finora
- Astm 455 PDFDocumento2 pagineAstm 455 PDFJOSEPH REFUERZONessuna valutazione finora
- SCM Unit-3Documento15 pagineSCM Unit-3Aashish Singh IINessuna valutazione finora
- Casio G-Shock O-Ring Gbx-100 Gbx-100ki Gbx-100ns Gbx-100ns Case Back Gasket EbayDocumento1 paginaCasio G-Shock O-Ring Gbx-100 Gbx-100ki Gbx-100ns Gbx-100ns Case Back Gasket EbayJason 07Nessuna valutazione finora
- Logistics and Spply ChainDocumento74 pagineLogistics and Spply ChainJosiah GrannumNessuna valutazione finora
- Sample Portfolio As RPL EvidenceDocumento33 pagineSample Portfolio As RPL Evidenceapi-23985385750% (2)
- Chigozie David Sunday 1518525449 20230213070845Documento12 pagineChigozie David Sunday 1518525449 20230213070845Sunday DavidNessuna valutazione finora
- An Overview of Human Resource Management: MoneyDocumento191 pagineAn Overview of Human Resource Management: Moneymelkamu endaleNessuna valutazione finora
- eCWT Content MappingDocumento4 pagineeCWT Content MappingMary Florence BaltazarNessuna valutazione finora
- Modular Construction Method StatementDocumento46 pagineModular Construction Method StatementEverson BenckNessuna valutazione finora
- Unit 1 CH 1 & 2 SAHAS Pamphlet EditedDocumento39 pagineUnit 1 CH 1 & 2 SAHAS Pamphlet EditedDhrumil DesaiNessuna valutazione finora
- Ifrs Edition: Prepared by Coby Harmon University of California, Santa Barbara Westmont CollegeDocumento79 pagineIfrs Edition: Prepared by Coby Harmon University of California, Santa Barbara Westmont CollegeJhoni LieNessuna valutazione finora
- IOA Constitution AmendedDocumento37 pagineIOA Constitution AmendedDr. Sanjay ChaturvediNessuna valutazione finora
- ISO Quality Manual FinalDocumento49 pagineISO Quality Manual FinalRubina KhatunNessuna valutazione finora
- M. Carole Jordal, RNFA Honored As A Professional of The Year For 2020 by Strathmore's Who's Who Worldwide PublicationDocumento2 pagineM. Carole Jordal, RNFA Honored As A Professional of The Year For 2020 by Strathmore's Who's Who Worldwide PublicationPR.comNessuna valutazione finora
- Richard Pizzey Archive Cra 19 PDFDocumento17 pagineRichard Pizzey Archive Cra 19 PDFnancy2handsorNessuna valutazione finora
- Financial Regulation PGXgeOhDocumento384 pagineFinancial Regulation PGXgeOhlibardobenavidesNessuna valutazione finora
- Six Ways To Enhance Your Integrated Business Planning With AnalyticsDocumento6 pagineSix Ways To Enhance Your Integrated Business Planning With AnalyticsrindergalNessuna valutazione finora
- Ifrs 9 PresentationDocumento26 pagineIfrs 9 PresentationJean Damascene HakizimanaNessuna valutazione finora
- Microsoft General - EBCM - Business Continuity and Disaster Recovery Plan Validation Report (2022 Apr-June)Documento8 pagineMicrosoft General - EBCM - Business Continuity and Disaster Recovery Plan Validation Report (2022 Apr-June)Sammy DomínguezNessuna valutazione finora
- Smart Buildings Get Smarter Case StudyDocumento7 pagineSmart Buildings Get Smarter Case StudyBIDgirls Common Mail IDNessuna valutazione finora
- CV HabeebDocumento3 pagineCV Habeebkpvijay7Nessuna valutazione finora
- 01 Erptree - ComDocumento12 pagine01 Erptree - Comarun devaNessuna valutazione finora
- 01 - EN - Why Invest in Tribe - Accor Global Development - FEB2020Documento66 pagine01 - EN - Why Invest in Tribe - Accor Global Development - FEB2020Ivan DidiNessuna valutazione finora
- Module 4 - Housekeeping (Occupational Safety)Documento20 pagineModule 4 - Housekeeping (Occupational Safety)Sam100% (1)
- Modular Conventional Private RefineriesDocumento8 pagineModular Conventional Private RefineriesDear Lakes AyoNessuna valutazione finora
- Organization and Management E-Book PDFDocumento4 pagineOrganization and Management E-Book PDFDomingo ManzoNessuna valutazione finora