Potrebbero piacerti anche
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Documento1 paginaTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamNessuna valutazione finora
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADocumento1 paginaTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamNessuna valutazione finora
- Tiginox 385: Classification: en Iso 14343-ADocumento1 paginaTiginox 385: Classification: en Iso 14343-AJagannath SahuNessuna valutazione finora
- Tigfil 70s 2Documento1 paginaTigfil 70s 2SureshNessuna valutazione finora
- CWC-BookletF1 24Documento1 paginaCWC-BookletF1 24Jagannath SahuNessuna valutazione finora
- TIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48Documento1 paginaTIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48satnamNessuna valutazione finora
- TIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48Documento1 paginaTIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48satnamNessuna valutazione finora
- Electrode Booklet F Web 24Documento1 paginaElectrode Booklet F Web 24satnamNessuna valutazione finora
- CWC-BookletF1 15Documento1 paginaCWC-BookletF1 15satnamNessuna valutazione finora
- Tenalloy 125: LOW ALLOY STEEL (High Strength)Documento1 paginaTenalloy 125: LOW ALLOY STEEL (High Strength)satnamNessuna valutazione finora
- Automig 80s G Tigfil 80s GDocumento1 paginaAutomig 80s G Tigfil 80s Gvijaysvm999Nessuna valutazione finora
- Nimoten Plus 535: LOW ALLOY STEEL (Nimoten Series)Documento1 paginaNimoten Plus 535: LOW ALLOY STEEL (Nimoten Series)satnamNessuna valutazione finora
- CWC-BookletF1 12Documento1 paginaCWC-BookletF1 12satnamNessuna valutazione finora
- Automig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48Documento1 paginaAutomig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48satnamNessuna valutazione finora
- Automig 100S-G / Tigfil 100S-G: AWS A/SFA 5.28Documento1 paginaAutomig 100S-G / Tigfil 100S-G: AWS A/SFA 5.28Jagannath SahuNessuna valutazione finora
- Automig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36Documento1 paginaAutomig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36satnamNessuna valutazione finora
- Electrode Booklet F Web 93Documento1 paginaElectrode Booklet F Web 93satnamNessuna valutazione finora
- Automig 70S A1 - Tigfil 70S A1Documento1 paginaAutomig 70S A1 - Tigfil 70S A1Vaibhavi ganganeNessuna valutazione finora
- Electrode Booklet F Web 23Documento1 paginaElectrode Booklet F Web 23satnamNessuna valutazione finora
- Automig FC 71 T1Documento1 paginaAutomig FC 71 T1Sushil BhansaliNessuna valutazione finora
- Electrode Booklet F Web 73Documento1 paginaElectrode Booklet F Web 73satnamNessuna valutazione finora
- Automig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28Documento1 paginaAutomig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28satnamNessuna valutazione finora
- Electrode Booklet F Web 85Documento1 paginaElectrode Booklet F Web 85satnamNessuna valutazione finora
- Automig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalsDocumento1 paginaAutomig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalssatnamNessuna valutazione finora
- Automig 110S-G / Tigfil 110S-G: AWS A/SFA 5.28Documento1 paginaAutomig 110S-G / Tigfil 110S-G: AWS A/SFA 5.28Jagannath SahuNessuna valutazione finora
- Tigfil Cuni: Classification: ApprovalsDocumento1 paginaTigfil Cuni: Classification: ApprovalssatnamNessuna valutazione finora
- AUTOMIG 80S Ni1 - TIGFIL 80S Ni1Documento1 paginaAUTOMIG 80S Ni1 - TIGFIL 80S Ni1Kalyan Chakravathi A GNessuna valutazione finora
- Electrode Booklet F Web 13Documento1 paginaElectrode Booklet F Web 13satnamNessuna valutazione finora
- Supabase-X-Plus AdorDocumento1 paginaSupabase-X-Plus AdorJagan TnNessuna valutazione finora
- Nimoten: LOW ALLOY STEEL (Nimoten Series)Documento1 paginaNimoten: LOW ALLOY STEEL (Nimoten Series)satnamNessuna valutazione finora
- Electrode Booklet F Web 20Documento1 paginaElectrode Booklet F Web 20satnamNessuna valutazione finora
- Automig 80S-G / Tigfil 80S-G: AWS A/SFA 5.28Documento1 paginaAutomig 80S-G / Tigfil 80S-G: AWS A/SFA 5.28Jagannath SahuNessuna valutazione finora
- Raffmetal: UNI EN 1676 and 1706Documento2 pagineRaffmetal: UNI EN 1676 and 1706Martin DuarteNessuna valutazione finora
- AUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-ADocumento1 paginaAUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-AsatnamNessuna valutazione finora
- Electrode Booklet F Web 22Documento1 paginaElectrode Booklet F Web 22satnamNessuna valutazione finora
- Electrode Booklet F Web 21Documento1 paginaElectrode Booklet F Web 21satnamNessuna valutazione finora
- Automig 90S-G / Tigfil 90S-G: Classification: ApprovalsDocumento1 paginaAutomig 90S-G / Tigfil 90S-G: Classification: ApprovalsJagannath SahuNessuna valutazione finora
- X Bond: Welding Electrode For Structural Welding ApplicationDocumento1 paginaX Bond: Welding Electrode For Structural Welding ApplicationAmit ChapagainNessuna valutazione finora
- Nicalloy Mo-12: NON FERROUS (Ni Alloys)Documento1 paginaNicalloy Mo-12: NON FERROUS (Ni Alloys)krupesh patelNessuna valutazione finora
- Ador - Auto Mig 720 E71t1Documento1 paginaAdor - Auto Mig 720 E71t1RaviTeja BhamidiNessuna valutazione finora
- A.S.T.M. B584-09a: WWW - Okendo.mxDocumento4 pagineA.S.T.M. B584-09a: WWW - Okendo.mxShariq KhanNessuna valutazione finora
- CWC-BookletF1 9Documento1 paginaCWC-BookletF1 9satnamNessuna valutazione finora
- CWC-BookletF1 9Documento1 paginaCWC-BookletF1 9satnamNessuna valutazione finora
- Celwel - 60 (Adore Electrodes)Documento1 paginaCelwel - 60 (Adore Electrodes)Harish KandollaNessuna valutazione finora
- CWC-BookletF1 17Documento1 paginaCWC-BookletF1 17satnamNessuna valutazione finora
- Raffmetal: UNI EN 1676 and 1706Documento2 pagineRaffmetal: UNI EN 1676 and 1706Raj RajeshNessuna valutazione finora
- Copper Cu-Dhp / Sf-Cu: Page 1/2Documento2 pagineCopper Cu-Dhp / Sf-Cu: Page 1/2gemilanglpNessuna valutazione finora
- Tenalloy Z PlusDocumento1 paginaTenalloy Z Plushemal ChauhanNessuna valutazione finora
- Metalbond: Mild Steel General Purpose (MSGP)Documento1 paginaMetalbond: Mild Steel General Purpose (MSGP)satnamNessuna valutazione finora
- Bohler Fox N CM 2 KBDocumento1 paginaBohler Fox N CM 2 KBkamals55Nessuna valutazione finora
- Domex 650 MC Hot Rolled, Extra High Strength, Cold Forming SteelDocumento2 pagineDomex 650 MC Hot Rolled, Extra High Strength, Cold Forming SteelHugo RodriguezNessuna valutazione finora
- Ador Welding Cromoten D For c5 & f5 WeldingDocumento1 paginaAdor Welding Cromoten D For c5 & f5 WeldingShar MathewNessuna valutazione finora
- Miginox 310 / Tiginox 310: Classification: en Iso 14343-ADocumento1 paginaMiginox 310 / Tiginox 310: Classification: en Iso 14343-AJagannath SahuNessuna valutazione finora
- Cu ZN 15 TombacDocumento2 pagineCu ZN 15 TombacPetrus UngureanuNessuna valutazione finora
- Electrode Booklet F Web 97Documento1 paginaElectrode Booklet F Web 97satnamNessuna valutazione finora
- Raffmetal: UNI EN 1676 and 1706Documento2 pagineRaffmetal: UNI EN 1676 and 1706Hareth MRAIDINessuna valutazione finora
- Tiginox 308H: Classification: ApprovalsDocumento1 paginaTiginox 308H: Classification: ApprovalsJagannath SahuNessuna valutazione finora
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDa EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNessuna valutazione finora
- CWC-BookletF1 59Documento1 paginaCWC-BookletF1 59satnamNessuna valutazione finora
- Automig Cusn-A: Classification: Aws A/Sfa 5.7Documento1 paginaAutomig Cusn-A: Classification: Aws A/Sfa 5.7satnamNessuna valutazione finora
- AUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalsDocumento1 paginaAUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalssatnamNessuna valutazione finora
- AUTOMIG 5356 / TIGFIL 5356: Classification: ApprovalsDocumento1 paginaAUTOMIG 5356 / TIGFIL 5356: Classification: ApprovalssatnamNessuna valutazione finora
- Tigfil Cuni: Classification: ApprovalsDocumento1 paginaTigfil Cuni: Classification: ApprovalssatnamNessuna valutazione finora
- Automig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36Documento1 paginaAutomig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36satnamNessuna valutazione finora
- AUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalsDocumento1 paginaAUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalssatnamNessuna valutazione finora
- AUTOMIG 1100: Classification: Aws A/Sfa 5.10Documento1 paginaAUTOMIG 1100: Classification: Aws A/Sfa 5.10satnamNessuna valutazione finora
- Miginox 347si: Aws A/Sfa 5.9 EN ISO 14343-ADocumento1 paginaMiginox 347si: Aws A/Sfa 5.9 EN ISO 14343-AJagannath SahuNessuna valutazione finora
- CWC-BookletF1 36 PDFDocumento1 paginaCWC-BookletF1 36 PDFJagannath SahuNessuna valutazione finora
- Automig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060Documento1 paginaAutomig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060satnamNessuna valutazione finora
- CWC-BookletF1 38 PDFDocumento1 paginaCWC-BookletF1 38 PDFsatnamNessuna valutazione finora
- Automig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28Documento1 paginaAutomig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28satnamNessuna valutazione finora
- CWC-BookletF1 12Documento1 paginaCWC-BookletF1 12satnamNessuna valutazione finora
- AUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-ADocumento1 paginaAUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-AsatnamNessuna valutazione finora
- CWC-BookletF1 17Documento1 paginaCWC-BookletF1 17satnamNessuna valutazione finora
- CWC-BookletF1 9Documento1 paginaCWC-BookletF1 9satnamNessuna valutazione finora
- Automig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalsDocumento1 paginaAutomig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalssatnamNessuna valutazione finora
- CWC-BookletF1 15Documento1 paginaCWC-BookletF1 15satnamNessuna valutazione finora
- Automig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48Documento1 paginaAutomig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48satnamNessuna valutazione finora
- Automig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalsDocumento1 paginaAutomig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalssatnamNessuna valutazione finora
- CWC-BookletF1 10Documento1 paginaCWC-BookletF1 10satnamNessuna valutazione finora
- TIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48Documento1 paginaTIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48satnamNessuna valutazione finora
- CWC-BookletF1 9Documento1 paginaCWC-BookletF1 9satnamNessuna valutazione finora
- Automig 70S-6: AWS A/SFA 5.18 Csa W48Documento1 paginaAutomig 70S-6: AWS A/SFA 5.18 Csa W48satnamNessuna valutazione finora
- John Collier, Malcolm Collier Visual Anthropology Photography As A Research Method 1986Documento135 pagineJohn Collier, Malcolm Collier Visual Anthropology Photography As A Research Method 1986Paul Alexandru ChirilăNessuna valutazione finora
- Secret by Youssef AfkirineDocumento2 pagineSecret by Youssef AfkirineKhadija AfkirineNessuna valutazione finora
- It Law Question and AnswersDocumento2 pagineIt Law Question and AnswersJb SadikNessuna valutazione finora
- GreenBiz Baseline Survey 2023Documento6 pagineGreenBiz Baseline Survey 2023Maina KanyottuNessuna valutazione finora
- Science 7 Heat and Temperature Unit Test NameDocumento6 pagineScience 7 Heat and Temperature Unit Test Nameapi-273897319100% (6)
- Lessons From Crane RunwaysDocumento5 pagineLessons From Crane Runwaysdicktracy11Nessuna valutazione finora
- Audit Implications of EDI Auditing Procedure StudyDocumento98 pagineAudit Implications of EDI Auditing Procedure StudymounaNessuna valutazione finora
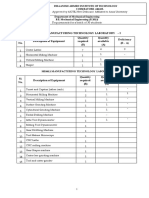
- Nil Report EP LabDocumento6 pagineNil Report EP LabCHANDRAPRAKASHNessuna valutazione finora
- ESA-ESTL-TM-0065 01 - New Cage Designs - Ball Riding CagesDocumento44 pagineESA-ESTL-TM-0065 01 - New Cage Designs - Ball Riding CagesAnonymous lEX5U51wOANessuna valutazione finora
- AMS User ManualDocumento20 pagineAMS User ManualAndújar Báez CésarNessuna valutazione finora
- 2) Final Proposal TemplateDocumento21 pagine2) Final Proposal TemplateAmicable YcotNessuna valutazione finora
- 31 1 141 5 Electronics MathDocumento398 pagine31 1 141 5 Electronics MathEric RuethNessuna valutazione finora
- 201 0722 QPDocumento4 pagine201 0722 QPAsyiqin MohdNessuna valutazione finora
- Hands On - Docker Coreos - Docker - Kubernetes Deployment With ForemanDocumento14 pagineHands On - Docker Coreos - Docker - Kubernetes Deployment With ForemanpepeqfNessuna valutazione finora
- Cgma ProgramsDocumento22 pagineCgma ProgramsKunal RanaNessuna valutazione finora
- Fritz 1970Documento7 pagineFritz 1970Tanmay JainNessuna valutazione finora
- 61 PN16 PN10Documento1 pagina61 PN16 PN10Vishant AsolkarNessuna valutazione finora
- Z-45/25 Z-45/25J DC and Bi-Energy: Serial Number RangeDocumento160 pagineZ-45/25 Z-45/25J DC and Bi-Energy: Serial Number RangeСвятослав ВороновNessuna valutazione finora
- MakeAnimated PowerPoint Slide by PowerPoint SchoolDocumento7 pagineMakeAnimated PowerPoint Slide by PowerPoint SchoolDee BrarNessuna valutazione finora
- Generator Set: Prime PowerDocumento4 pagineGenerator Set: Prime PowerEmerzon HMNessuna valutazione finora
- Mini Catalogue Rev - 1 - 3 PDFDocumento14 pagineMini Catalogue Rev - 1 - 3 PDFmei lestianaNessuna valutazione finora
- The Ultimate AR3D Guide For E-Commerce, SayduckDocumento24 pagineThe Ultimate AR3D Guide For E-Commerce, SayduckKings BangaloreNessuna valutazione finora
- ZIEHL-ABEGG - FN045-VDA.4I.V7P1 - 175771 - EN - 2019-01-11 Station OneDocumento10 pagineZIEHL-ABEGG - FN045-VDA.4I.V7P1 - 175771 - EN - 2019-01-11 Station OneLuiz CarlosNessuna valutazione finora
- Motor Size SelectionDocumento4 pagineMotor Size SelectionArnoah RamirezNessuna valutazione finora
- Heat Exchangers Hydrostatic Test ProcedureDocumento1 paginaHeat Exchangers Hydrostatic Test Procedureqaisarabbas900288% (17)
- Ecology of Pa by Atty. OdilonDocumento48 pagineEcology of Pa by Atty. OdilonLeedmo ClaverNessuna valutazione finora
- GPC Browser GuideDocumento11 pagineGPC Browser GuideAmr RizkNessuna valutazione finora
- Rehan Overseas - Just Another WordPress SiteDocumento1 paginaRehan Overseas - Just Another WordPress SiteRaunaq SinghNessuna valutazione finora
- ICON Tutorial 2017Documento160 pagineICON Tutorial 2017zstos vmNessuna valutazione finora
- Logrolling A ClientDocumento1 paginaLogrolling A ClientJanice LucasNessuna valutazione finora