Potrebbero piacerti anche
- Plastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965Da EverandPlastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965Nessuna valutazione finora
- Zincanode 304: Solvent Borne Inorganic Zinc SilicateDocumento3 pagineZincanode 304: Solvent Borne Inorganic Zinc SilicatelivefreakNessuna valutazione finora
- Zincanode 402: Two Pack Zinc Rich Epoxy PrimerDocumento2 pagineZincanode 402: Two Pack Zinc Rich Epoxy PrimerlivefreakNessuna valutazione finora
- Luxepoxy UHB: Ultra High Build EpoxyDocumento2 pagineLuxepoxy UHB: Ultra High Build EpoxylivefreakNessuna valutazione finora
- Luxepoxy T: Tintable Two Pack Epoxy FinishDocumento2 pagineLuxepoxy T: Tintable Two Pack Epoxy FinishlivefreakNessuna valutazione finora
- Luxafloor ECO: Water Borne Epoxy Floor CoatingDocumento2 pagineLuxafloor ECO: Water Borne Epoxy Floor CoatinglivefreakNessuna valutazione finora
- Duremax Gpe ZP Aug 2018Documento3 pagineDuremax Gpe ZP Aug 2018Biju_PottayilNessuna valutazione finora
- Luxepoxy STL: Solventless Epoxy Tank Lining PC 246Documento2 pagineLuxepoxy STL: Solventless Epoxy Tank Lining PC 246livefreakNessuna valutazione finora
- Luxafloor Rollcoat: High Build High Solids Epoxy Floor CoatingDocumento3 pagineLuxafloor Rollcoat: High Build High Solids Epoxy Floor CoatinglivefreakNessuna valutazione finora
- Durebild HSE: High Build Two Pack Epoxy CoatingDocumento3 pagineDurebild HSE: High Build Two Pack Epoxy CoatinglivefreakNessuna valutazione finora
- Steel Shield 1200Documento2 pagineSteel Shield 1200Moin AltafNessuna valutazione finora
- Duremax GPE: General Purpose Epoxy CoatingDocumento4 pagineDuremax GPE: General Purpose Epoxy CoatinglivefreakNessuna valutazione finora
- Zinc Rich 1p pc102Documento2 pagineZinc Rich 1p pc102livefreakNessuna valutazione finora
- Berger: Product SpecificationsDocumento2 pagineBerger: Product SpecificationsAabhas UpadhyayaNessuna valutazione finora
- Durebild Ste Glass Flake pc239Documento3 pagineDurebild Ste Glass Flake pc239livefreakNessuna valutazione finora
- P3) Water Based Universal PrimerDocumento2 pagineP3) Water Based Universal PrimerBrandon LimNessuna valutazione finora
- Revchem HRC 870Documento3 pagineRevchem HRC 870marciobispoalmeidaNessuna valutazione finora
- Pds Epilux 218 VocDocumento2 paginePds Epilux 218 VocmuthukumarNessuna valutazione finora
- Garlock GSK 3-86 Strainer Gasket 04.2017 en-NADocumento2 pagineGarlock GSK 3-86 Strainer Gasket 04.2017 en-NAAbuhurairah MunshiNessuna valutazione finora
- k2) Luxatherm5200 5219Documento2 paginek2) Luxatherm5200 5219Syed FaridNessuna valutazione finora
- l2) Steelshield1200 3041Documento2 paginel2) Steelshield1200 3041Syed FaridNessuna valutazione finora
- EPILUX 850 SF VOC Jan-2017Documento2 pagineEPILUX 850 SF VOC Jan-2017PraveenNessuna valutazione finora
- Apexior-No 1 Aug 2018Documento2 pagineApexior-No 1 Aug 2018emadsafy20002239Nessuna valutazione finora
- EPIMASTIC 5100-March 2019 Version 2Documento2 pagineEPIMASTIC 5100-March 2019 Version 2PraveenNessuna valutazione finora
- Microsoft Word - L3 - Epilux82Documento2 pagineMicrosoft Word - L3 - Epilux82vitharvanNessuna valutazione finora
- d2) Epilux218 4267Documento2 pagined2) Epilux218 4267Syed FaridNessuna valutazione finora
- 19.abcolux18hs Content 237Documento3 pagine19.abcolux18hs Content 237MbimbikNessuna valutazione finora
- ROYALPOXY UW 410-tdsDocumento3 pagineROYALPOXY UW 410-tdsSyed FaridNessuna valutazione finora
- Epilux 82: Product DescriptionDocumento2 pagineEpilux 82: Product DescriptionMoin AltafNessuna valutazione finora
- Metalshield Premium Aug 2018Documento2 pagineMetalshield Premium Aug 2018Biju_PottayilNessuna valutazione finora
- Coaltar Epoxy - Epilux5 - 0474Documento2 pagineCoaltar Epoxy - Epilux5 - 0474GautamNessuna valutazione finora
- Luxatherm 6200Documento2 pagineLuxatherm 6200PraveenNessuna valutazione finora
- Epoxy Primer - Epilux610 - 4079Documento2 pagineEpoxy Primer - Epilux610 - 4079GautamNessuna valutazione finora
- Steelshield Ve: Product DescriptionDocumento2 pagineSteelshield Ve: Product DescriptionMoin AltafNessuna valutazione finora
- Pds Zincanode 690 VocDocumento2 paginePds Zincanode 690 VocmuthukumarNessuna valutazione finora
- Epilux 155Documento2 pagineEpilux 155Allana100% (1)
- Durebild STE: Surface Tolerant High Build High Solids Epoxy CoatingDocumento3 pagineDurebild STE: Surface Tolerant High Build High Solids Epoxy CoatinglivefreakNessuna valutazione finora
- Apcotherm Epn 200Documento2 pagineApcotherm Epn 200Moin AltafNessuna valutazione finora
- Berger: Product SpecificationsDocumento2 pagineBerger: Product SpecificationsMuthuKumarNessuna valutazione finora
- Zincanode 620 Voc v1 Jan 2018Documento2 pagineZincanode 620 Voc v1 Jan 2018Moin AltafNessuna valutazione finora
- Apcodur Ehb 500-VocDocumento2 pagineApcodur Ehb 500-VocMoin AltafNessuna valutazione finora
- Pds Zincanode 620 VocDocumento2 paginePds Zincanode 620 VocmuthukumarNessuna valutazione finora
- Berger: Product SpecificationsDocumento2 pagineBerger: Product SpecificationsAabhas UpadhyayaNessuna valutazione finora
- Luxaprime1300 Alkyd Zinc Chromate PrimerDocumento2 pagineLuxaprime1300 Alkyd Zinc Chromate PrimerGurdeep Sungh AroraNessuna valutazione finora
- Luxaprime1200 Alkyd QD PrimerDocumento2 pagineLuxaprime1200 Alkyd QD PrimerGurdeep Sungh AroraNessuna valutazione finora
- Epilux 218: Product DescriptionDocumento2 pagineEpilux 218: Product DescriptionMoin AltafNessuna valutazione finora
- Steel Shield 1100Documento3 pagineSteel Shield 1100Moin AltafNessuna valutazione finora
- Epilux 800Documento2 pagineEpilux 800anandNessuna valutazione finora
- g9) Berger Apcofine 905 - 8096Documento2 pagineg9) Berger Apcofine 905 - 8096Wasek SarkerNessuna valutazione finora
- Berger: Product SpecificationsDocumento2 pagineBerger: Product SpecificationsAabhas UpadhyayaNessuna valutazione finora
- Pds Luxol 1000 VocDocumento2 paginePds Luxol 1000 VocmuthukumarNessuna valutazione finora
- Epilux 155Documento2 pagineEpilux 155Tejinder KumarNessuna valutazione finora
- b3) Zincanode685 4586Documento2 pagineb3) Zincanode685 4586Syed FaridNessuna valutazione finora
- Fosroc Renderoc LA: Constructive SolutionsDocumento2 pagineFosroc Renderoc LA: Constructive SolutionsshahidNessuna valutazione finora
- Epilux 78Documento2 pagineEpilux 78MuthuKumar100% (1)
- E3) Epimastic5100 4292Documento2 pagineE3) Epimastic5100 4292Syed FaridNessuna valutazione finora
- Galvit EZ P40.01: Previous Suitable CoatDocumento2 pagineGalvit EZ P40.01: Previous Suitable CoatDamian RoweNessuna valutazione finora
- Apcoline 4100Documento2 pagineApcoline 4100Moin AltafNessuna valutazione finora
- KCC DataSheet LT313ENGDocumento2 pagineKCC DataSheet LT313ENGNasir AnsariNessuna valutazione finora
- Luxepoxy STL: Solventless Epoxy Tank Lining PC 246Documento2 pagineLuxepoxy STL: Solventless Epoxy Tank Lining PC 246livefreakNessuna valutazione finora
- Luxafloor Rollcoat: High Build High Solids Epoxy Floor CoatingDocumento3 pagineLuxafloor Rollcoat: High Build High Solids Epoxy Floor CoatinglivefreakNessuna valutazione finora
- Zinc Rich 1p pc102Documento2 pagineZinc Rich 1p pc102livefreakNessuna valutazione finora
- Ceilcote 2000 Flakeline+ds+engDocumento4 pagineCeilcote 2000 Flakeline+ds+englivefreakNessuna valutazione finora
- Durebild Ste Glass Flake pc239Documento3 pagineDurebild Ste Glass Flake pc239livefreakNessuna valutazione finora
- Ceilcote 140 Flakeline+ds+engDocumento4 pagineCeilcote 140 Flakeline+ds+englivefreakNessuna valutazione finora
- Ceilcote 180 Flakeline+ds+engDocumento4 pagineCeilcote 180 Flakeline+ds+englivefreakNessuna valutazione finora
- Ceilcote 222GF Flakeline+ds+engDocumento4 pagineCeilcote 222GF Flakeline+ds+englivefreakNessuna valutazione finora
- Durebild STE: Surface Tolerant High Build High Solids Epoxy CoatingDocumento3 pagineDurebild STE: Surface Tolerant High Build High Solids Epoxy CoatinglivefreakNessuna valutazione finora
- Ceilcote 505 Coroline+ds+engDocumento4 pagineCeilcote 505 Coroline+ds+englivefreakNessuna valutazione finora
- Ceilcote 64 Lining: Description ApplicationDocumento3 pagineCeilcote 64 Lining: Description ApplicationlivefreakNessuna valutazione finora
- Ceilcote 6640 Ceilcrete+ds+engDocumento4 pagineCeilcote 6640 Ceilcrete+ds+englivefreakNessuna valutazione finora
- Ceilcote 262 Flakeline+ds+engDocumento2 pagineCeilcote 262 Flakeline+ds+englivefreakNessuna valutazione finora
- Ceilcote 242AR Flakeline+ds+engDocumento4 pagineCeilcote 242AR Flakeline+ds+englivefreakNessuna valutazione finora
- Duremax GPE: General Purpose Epoxy CoatingDocumento4 pagineDuremax GPE: General Purpose Epoxy CoatinglivefreakNessuna valutazione finora
- Interline 984Documento4 pagineInterline 984livefreakNessuna valutazione finora
- Durebild HSE: High Build Two Pack Epoxy CoatingDocumento3 pagineDurebild HSE: High Build Two Pack Epoxy CoatinglivefreakNessuna valutazione finora
- Guia Laboratorio Refrigeración-2020Documento84 pagineGuia Laboratorio Refrigeración-2020soniaNessuna valutazione finora
- Jis C 8156-2017, EngDocumento32 pagineJis C 8156-2017, Eng7620383tlNessuna valutazione finora
- Amniotic Fluid DisordersDocumento16 pagineAmniotic Fluid DisordersLytiana Williams100% (2)
- Oseco Elfab BioPharmaceuticalDocumento3 pagineOseco Elfab BioPharmaceuticalAdverNessuna valutazione finora
- 5219-PRP Support Tool CounsellingDocumento10 pagine5219-PRP Support Tool CounsellingRodhi AnshariNessuna valutazione finora
- Complete Denture TechniquesDocumento6 pagineComplete Denture TechniquesJohn Hyunuk ChoNessuna valutazione finora
- Level 9 - Unit 34Documento7 pagineLevel 9 - Unit 34Javier RiquelmeNessuna valutazione finora
- CA02 ParchamentoJVMDocumento6 pagineCA02 ParchamentoJVMJohnrey ParchamentoNessuna valutazione finora
- Industrial SpecialtiesDocumento103 pagineIndustrial SpecialtiesRahul ThekkiniakathNessuna valutazione finora
- Human Evolution SE Skull Analysis GizmoDocumento9 pagineHuman Evolution SE Skull Analysis GizmoTamia WashingtonNessuna valutazione finora
- CEB 3103 Geotechnical Engineering I: Soil Water and Water FlowDocumento39 pagineCEB 3103 Geotechnical Engineering I: Soil Water and Water FlowKia MahiksinhoNessuna valutazione finora
- CHAPTER 5 - STATES OF MATTER (S) Edit20152016Documento12 pagineCHAPTER 5 - STATES OF MATTER (S) Edit20152016PAKK20622P Syarifah Nor Izzah binti Syed Abd HamidNessuna valutazione finora
- Resume Rough DraftDocumento1 paginaResume Rough Draftapi-392972673Nessuna valutazione finora
- Narrative Pathophysiology of PregnancyDocumento2 pagineNarrative Pathophysiology of PregnancyMarvin ChulyaoNessuna valutazione finora
- Network Access Control Quiz3 PDFDocumento2 pagineNetwork Access Control Quiz3 PDFDaljeet SinghNessuna valutazione finora
- 2 Avaliação Edros 2023 - 7º Ano - ProvaDocumento32 pagine2 Avaliação Edros 2023 - 7º Ano - Provaleandro costaNessuna valutazione finora
- ICT ContactCenterServices 9 Q1 LAS3 FINALDocumento10 pagineICT ContactCenterServices 9 Q1 LAS3 FINALRomnia Grace DivinagraciaNessuna valutazione finora
- All About 304 Steel (Properties, Strength, and Uses)Documento7 pagineAll About 304 Steel (Properties, Strength, and Uses)ZebNessuna valutazione finora
- File3 PDFDocumento119 pagineFile3 PDFikkemijnnaam0% (1)
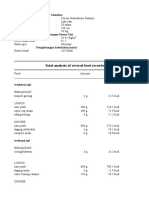
- Tugas Gizi Caesar Nurhadiono RDocumento2 pagineTugas Gizi Caesar Nurhadiono RCaesar 'nche' NurhadionoNessuna valutazione finora
- API Filter Press - Test ProcedureDocumento8 pagineAPI Filter Press - Test ProcedureLONG LASTNessuna valutazione finora
- February 2023 PROGRAM OF THE MPLEDocumento8 pagineFebruary 2023 PROGRAM OF THE MPLEDale Iverson LacastreNessuna valutazione finora
- WEEK 3 LAB EXERCISE - Cell Structures and Functions - UY-OCODocumento4 pagineWEEK 3 LAB EXERCISE - Cell Structures and Functions - UY-OCOBianca LouiseNessuna valutazione finora
- NICUDocumento15 pagineNICUkavyarkrnagarNessuna valutazione finora
- Rekapan Belanja JKNDocumento5 pagineRekapan Belanja JKNAPOTEK PUSKESMAS MALEBERNessuna valutazione finora
- Cardiac PacemakerDocumento25 pagineCardiac PacemakerDhvij KmlNessuna valutazione finora
- Raffles Hotel Jakarta Pricelist 2020Documento2 pagineRaffles Hotel Jakarta Pricelist 2020kielachela aaNessuna valutazione finora
- CSF LeaksDocumento3 pagineCSF LeaksDrTarek Mahmoud Abo KammerNessuna valutazione finora
- Profile of RespondentsDocumento36 pagineProfile of RespondentsPratibha SharmaNessuna valutazione finora
- Final Plant Diversity Lab ReportDocumento6 pagineFinal Plant Diversity Lab Reportapi-508660724Nessuna valutazione finora
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseDa EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseValutazione: 3.5 su 5 stelle3.5/5 (69)
- When You Find Out the World Is Against You: And Other Funny Memories About Awful MomentsDa EverandWhen You Find Out the World Is Against You: And Other Funny Memories About Awful MomentsValutazione: 3.5 su 5 stelle3.5/5 (13)
- Alex & Me: How a Scientist and a Parrot Discovered a Hidden World of Animal Intelligence—and Formed a Deep Bond in the ProcessDa EverandAlex & Me: How a Scientist and a Parrot Discovered a Hidden World of Animal Intelligence—and Formed a Deep Bond in the ProcessNessuna valutazione finora
- Spoiled Rotten America: Outrages of Everyday LifeDa EverandSpoiled Rotten America: Outrages of Everyday LifeValutazione: 3 su 5 stelle3/5 (19)
- The Ancestor's Tale: A Pilgrimage to the Dawn of EvolutionDa EverandThe Ancestor's Tale: A Pilgrimage to the Dawn of EvolutionValutazione: 4 su 5 stelle4/5 (812)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingDa EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingValutazione: 3.5 su 5 stelle3.5/5 (35)
- The Lives of Bees: The Untold Story of the Honey Bee in the WildDa EverandThe Lives of Bees: The Untold Story of the Honey Bee in the WildValutazione: 4.5 su 5 stelle4.5/5 (44)
- Fire Season: Field Notes from a Wilderness LookoutDa EverandFire Season: Field Notes from a Wilderness LookoutValutazione: 4 su 5 stelle4/5 (142)
- The Rise and Fall of the Dinosaurs: A New History of a Lost WorldDa EverandThe Rise and Fall of the Dinosaurs: A New History of a Lost WorldValutazione: 4 su 5 stelle4/5 (596)
- The Revolutionary Genius of Plants: A New Understanding of Plant Intelligence and BehaviorDa EverandThe Revolutionary Genius of Plants: A New Understanding of Plant Intelligence and BehaviorValutazione: 4.5 su 5 stelle4.5/5 (137)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingDa EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingValutazione: 5 su 5 stelle5/5 (5)
- The Other End of the Leash: Why We Do What We Do Around DogsDa EverandThe Other End of the Leash: Why We Do What We Do Around DogsValutazione: 5 su 5 stelle5/5 (65)
- The Hawk's Way: Encounters with Fierce BeautyDa EverandThe Hawk's Way: Encounters with Fierce BeautyValutazione: 4.5 su 5 stelle4.5/5 (19)
- Darwin's Doubt: The Explosive Origin of Animal Life and the Case for Intelligent DesignDa EverandDarwin's Doubt: The Explosive Origin of Animal Life and the Case for Intelligent DesignValutazione: 4 su 5 stelle4/5 (19)
- World of Wonders: In Praise of Fireflies, Whale Sharks, and Other AstonishmentsDa EverandWorld of Wonders: In Praise of Fireflies, Whale Sharks, and Other AstonishmentsValutazione: 4 su 5 stelle4/5 (223)
- Wayfinding: The Science and Mystery of How Humans Navigate the WorldDa EverandWayfinding: The Science and Mystery of How Humans Navigate the WorldValutazione: 4.5 su 5 stelle4.5/5 (18)
- When the Sahara Was Green: How Our Greatest Desert Came to BeDa EverandWhen the Sahara Was Green: How Our Greatest Desert Came to BeValutazione: 4.5 su 5 stelle4.5/5 (6)
- Come Back, Como: Winning the Heart of a Reluctant DogDa EverandCome Back, Como: Winning the Heart of a Reluctant DogValutazione: 3.5 su 5 stelle3.5/5 (10)
- The Mind of Plants: Narratives of Vegetal IntelligenceDa EverandThe Mind of Plants: Narratives of Vegetal IntelligenceValutazione: 4.5 su 5 stelle4.5/5 (11)