Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Solutions in Structural: ExpertDocumento8 pagineSolutions in Structural: ExpertInternet ExploringNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Stainless SteelDocumento10 pagineStainless SteelInternet ExploringNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- Concrete Renovations India PVTDocumento8 pagineConcrete Renovations India PVTInternet ExploringNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Intergranular CorrosionDocumento18 pagineIntergranular CorrosionInternet ExploringNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Company DescriptionDocumento2 pagineCompany DescriptionInternet ExploringNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Stainless SteelDocumento10 pagineStainless SteelInternet ExploringNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Intergranular CorrosionDocumento18 pagineIntergranular CorrosionInternet ExploringNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Inked Lives - Tattoos Identity and PowerDocumento88 pagineInked Lives - Tattoos Identity and Powerךו ני אלNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Philosophy and The Hitchhiker's: Guide To The GalaxyDocumento4 paginePhilosophy and The Hitchhiker's: Guide To The GalaxyAggelou MayaNessuna valutazione finora
- Modulein FLMidtermDocumento15 pagineModulein FLMidtermKryzelle Angela OnianaNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- MOVIE4UDocumento10 pagineMOVIE4USGNessuna valutazione finora
- Building Thinking Skills® - Level 1Documento10 pagineBuilding Thinking Skills® - Level 1NelaAlamos50% (8)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Final Draft of Academic WritingDocumento4 pagineFinal Draft of Academic Writingvwandah0Nessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Snowunner Editor GuideDocumento280 pagineSnowunner Editor GuideMighty HazmatNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- CH 4Documento21 pagineCH 4Amir HussainNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Epp Ict Diagnostic Test ResultDocumento4 pagineEpp Ict Diagnostic Test ResultGuia Marie Diaz BriginoNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- 27.4 MATHS Number-and-Place-Value-Workbook PDFDocumento34 pagine27.4 MATHS Number-and-Place-Value-Workbook PDFdddenisadNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- AnglesDocumento21 pagineAnglesDavid ReesNessuna valutazione finora
- Limits Algebraically PDFDocumento13 pagineLimits Algebraically PDFann urbinaNessuna valutazione finora
- Department of Education: Republic of The PhilippinesDocumento7 pagineDepartment of Education: Republic of The PhilippinesCristeta ToqueroNessuna valutazione finora
- Sustainable Development - CBSE Project Report Social Science Class 10Documento6 pagineSustainable Development - CBSE Project Report Social Science Class 10how toNessuna valutazione finora
- There Is No A.I. - The New YorkerDocumento8 pagineThere Is No A.I. - The New YorkerNoam NorkhatNessuna valutazione finora
- UntitledDocumento3 pagineUntitledLynlyn ChuchuNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Stripline 41 HoDocumento2 pagineStripline 41 Howaheed babarNessuna valutazione finora
- Pointers in Grade 6.Documento4 paginePointers in Grade 6.Jobert SimoyNessuna valutazione finora
- Prof Ed 13 - Episode 1Documento6 pagineProf Ed 13 - Episode 1Apelacion L. VirgilynNessuna valutazione finora
- Chromatography QDocumento6 pagineChromatography QKareem Amr Mohamed Abdelrahman IbrahimNessuna valutazione finora
- Syllabus Mas291 Fall2021Documento18 pagineSyllabus Mas291 Fall2021Triết VũNessuna valutazione finora
- Nature and Scope of EconomicsDocumento6 pagineNature and Scope of EconomicsRenu AgrawalNessuna valutazione finora
- Positive Effects of Technology Reading Comprehension Exercises - 93071Documento2 paginePositive Effects of Technology Reading Comprehension Exercises - 93071andreiNessuna valutazione finora
- HISTORY OF MEDICINEDocumento2 pagineHISTORY OF MEDICINEMonsour SalazarNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- WW1Documento4 pagineWW1BellaNessuna valutazione finora
- Determine The Magnitude of Statistical Variates at Some Future Point of TimeDocumento1 paginaDetermine The Magnitude of Statistical Variates at Some Future Point of TimeJulie Ann MalayNessuna valutazione finora
- Assignment BDocumento10 pagineAssignment BVenus BoacNessuna valutazione finora
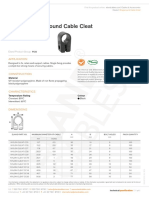
- Wraparound Cable CleatDocumento1 paginaWraparound Cable Cleatsaghaee.rezaNessuna valutazione finora
- Year Master Students:: Lesson Plan ObjectivesDocumento3 pagineYear Master Students:: Lesson Plan Objectivessoufiane yemlahiNessuna valutazione finora
- Magnetic Fields of Electric CurrentsDocumento24 pagineMagnetic Fields of Electric Currents李安逸Nessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)