Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- PowertrainCatalog Ford PDFDocumento222 paginePowertrainCatalog Ford PDFJorge Moreno100% (1)
- c-130 SystemsDocumento145 paginec-130 SystemsDwight Daigle88% (8)
- AeroTorque FMEA White Paper FinalDocumento20 pagineAeroTorque FMEA White Paper FinalBruno RibeiroNessuna valutazione finora
- ConveyingDocumento77 pagineConveyingJackNessuna valutazione finora
- Volvo Oil Training Program - Module 7Documento10 pagineVolvo Oil Training Program - Module 7Mohamed Ahmed HassaninNessuna valutazione finora
- Data Sheet Wind Turbine SWT 3-6-120Documento3 pagineData Sheet Wind Turbine SWT 3-6-120ermarmonNessuna valutazione finora
- Jimny-Brochure 4 PDFDocumento12 pagineJimny-Brochure 4 PDFNargo Malingo100% (1)
- X PRODEM - Class 4 PDFDocumento12 pagineX PRODEM - Class 4 PDFBruno RibeiroNessuna valutazione finora
- Failure Mode and Effect Analysis of Journal BearingDocumento7 pagineFailure Mode and Effect Analysis of Journal BearingBruno RibeiroNessuna valutazione finora
- IpDocumento1 paginaIpBruno RibeiroNessuna valutazione finora
- IpDocumento1 paginaIpBruno RibeiroNessuna valutazione finora
- X PRODEM - Class 3 PDFDocumento7 pagineX PRODEM - Class 3 PDFBruno RibeiroNessuna valutazione finora
- IpDocumento1 paginaIpBruno RibeiroNessuna valutazione finora
- BIG Gears: High Standards, High ProfitsDocumento9 pagineBIG Gears: High Standards, High ProfitsBruno RibeiroNessuna valutazione finora
- Chap 4Documento162 pagineChap 4Liju DanielNessuna valutazione finora
- X PRODEM - Class 2 PDFDocumento23 pagineX PRODEM - Class 2 PDFBruno RibeiroNessuna valutazione finora
- SADEF-Standard Building Profiles 2 PDFDocumento15 pagineSADEF-Standard Building Profiles 2 PDFBruno RibeiroNessuna valutazione finora
- Chap 3 FEA For Nonlinear Elastic Problems: Nam-Ho KimDocumento137 pagineChap 3 FEA For Nonlinear Elastic Problems: Nam-Ho KimBruno RibeiroNessuna valutazione finora
- Chap 5 Finite Element Analysis of Contact Problem: Nam-Ho KimDocumento78 pagineChap 5 Finite Element Analysis of Contact Problem: Nam-Ho KimAvik BanerjeeNessuna valutazione finora
- Studying The Load Carrying Capacity of Spur Gear - 2013 - Mechanism and Machine PDFDocumento13 pagineStudying The Load Carrying Capacity of Spur Gear - 2013 - Mechanism and Machine PDFBruno RibeiroNessuna valutazione finora
- A Comprehensive (SI) Units Package: SiunitxDocumento60 pagineA Comprehensive (SI) Units Package: SiunitxBruno RibeiroNessuna valutazione finora
- Vibration Analysis of Rotary Machines Using Machine Learning TechniquesDocumento6 pagineVibration Analysis of Rotary Machines Using Machine Learning TechniquesBruno RibeiroNessuna valutazione finora
- Machine Learning For Predictive Maintenance: A Multiple Classifier ApproachDocumento9 pagineMachine Learning For Predictive Maintenance: A Multiple Classifier ApproachBruno RibeiroNessuna valutazione finora
- Studying The Load Carrying Capacity of Spur Gear - 2013 - Mechanism and Machine PDFDocumento13 pagineStudying The Load Carrying Capacity of Spur Gear - 2013 - Mechanism and Machine PDFBruno RibeiroNessuna valutazione finora
- Gearboxes or ReducersDocumento5 pagineGearboxes or ReducersBruno RibeiroNessuna valutazione finora
- How To Know If An Inspection Is Technically Feasible PDFDocumento6 pagineHow To Know If An Inspection Is Technically Feasible PDFBruno RibeiroNessuna valutazione finora
- Eaton Internormen Conditon Monitoring Systems Small PDFDocumento16 pagineEaton Internormen Conditon Monitoring Systems Small PDFBruno RibeiroNessuna valutazione finora
- BIG Gears: High Standards, High ProfitsDocumento9 pagineBIG Gears: High Standards, High ProfitsBruno RibeiroNessuna valutazione finora
- PDFDocumento428 paginePDFBruno Ribeiro100% (2)
- Viscosity Macropitting PDFDocumento1 paginaViscosity Macropitting PDFBruno RibeiroNessuna valutazione finora
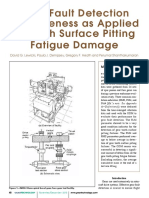
- Lewicki PDFDocumento12 pagineLewicki PDFRuchira Chanda InduNessuna valutazione finora
- Lubrication: Viscosity and MacropittingDocumento1 paginaLubrication: Viscosity and MacropittingBruno RibeiroNessuna valutazione finora
- Lewicki PDFDocumento12 pagineLewicki PDFRuchira Chanda InduNessuna valutazione finora
- Micro Pitting Fatigue Lives of Lubricated Point Cont - 2013 - International Jour PDFDocumento10 pagineMicro Pitting Fatigue Lives of Lubricated Point Cont - 2013 - International Jour PDFBruno RibeiroNessuna valutazione finora
- K P A Chaitanya - ResumeDocumento4 pagineK P A Chaitanya - ResumeChaitanya Kotha100% (1)
- Diagnostico y Overhaul A41 A40d Toyota TransmisionDocumento66 pagineDiagnostico y Overhaul A41 A40d Toyota TransmisionWillian Jose Navarro ZepedaNessuna valutazione finora
- 2008 - 7 - 4 4L30E PumpDocumento4 pagine2008 - 7 - 4 4L30E PumpJon Rodriguez100% (1)
- CBLM FinalDocumento33 pagineCBLM FinalBamex Dingcong100% (5)
- Failure Modes and Fault SignaturesDocumento18 pagineFailure Modes and Fault SignaturesmghgolNessuna valutazione finora
- Shop Manual - Mega 300V - Tier I y II PDFDocumento650 pagineShop Manual - Mega 300V - Tier I y II PDFJose Luis Poma M100% (4)
- 11 Tdi T100B SpecDocumento4 pagine11 Tdi T100B Specsancsa_74Nessuna valutazione finora
- Gearless TransmissionDocumento51 pagineGearless TransmissionSid Max83% (6)
- Manuel Manto 785C InglesDocumento104 pagineManuel Manto 785C Inglesciprian quispe challco100% (1)
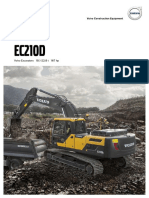
- Brochure EC210D T3 EN A8 20048851 A 2015.10 PDFDocumento20 pagineBrochure EC210D T3 EN A8 20048851 A 2015.10 PDFLU YONessuna valutazione finora
- Maxon GP 32 ADocumento2 pagineMaxon GP 32 AElectromateNessuna valutazione finora
- Model Solar Car DesignDocumento21 pagineModel Solar Car DesignSemih HürmeydanNessuna valutazione finora
- Project DetailsDocumento38 pagineProject DetailsRamji RaoNessuna valutazione finora
- Leonardo Cross Belt Sorter For AirportDocumento4 pagineLeonardo Cross Belt Sorter For AirportraptorNessuna valutazione finora
- NuVinci CVT WhitepaperRev10Documento9 pagineNuVinci CVT WhitepaperRev10neil rideoutNessuna valutazione finora
- 416e TRX SimpleDocumento18 pagine416e TRX SimpleLeopoldo Del CampoNessuna valutazione finora
- Aluminium Ship BuildingDocumento36 pagineAluminium Ship BuildingAkisnaval10 SurveyorNessuna valutazione finora
- CPPDocumento25 pagineCPPullasaaithalNessuna valutazione finora
- Pioneer Automotive - Powertrain FRC-2011Documento744 paginePioneer Automotive - Powertrain FRC-2011scribdfourmeNessuna valutazione finora
- Research Report On Electric CarsDocumento25 pagineResearch Report On Electric Carssyeda ume rubabNessuna valutazione finora
- 2518TM BsiiiDocumento707 pagine2518TM Bsiiipadmanabank_1100% (1)
- Peugeot 307Documento5 paginePeugeot 307BogdanBalea50% (2)
- Belt and Chain Bucket ElevatorDocumento12 pagineBelt and Chain Bucket Elevatorhinojosa07406875% (4)
- LG958L Training Material: Chapter V Drive AxleDocumento36 pagineLG958L Training Material: Chapter V Drive AxleGeorge Jhonson100% (1)