Potrebbero piacerti anche
- Mit PDFDocumento62 pagineMit PDFFernando RosalesNessuna valutazione finora
- Norma EsclerometroDocumento4 pagineNorma EsclerometroManuel Aliaga TorresNessuna valutazione finora
- Guide To Concrete Repair (2015)Documento376 pagineGuide To Concrete Repair (2015)Fernando EscriváNessuna valutazione finora
- Alkali Reactivity of Aggregate C 1260 PDFDocumento5 pagineAlkali Reactivity of Aggregate C 1260 PDFAndrew PiNessuna valutazione finora
- Life-365 - v2.2.3 - Users - Manual (1) - 26-53Documento28 pagineLife-365 - v2.2.3 - Users - Manual (1) - 26-53Fernando RosalesNessuna valutazione finora
- STANDARD SPECIFICATIONS For HIGHWAY BRIDGESDocumento0 pagineSTANDARD SPECIFICATIONS For HIGHWAY BRIDGESتوان امتياس سامسدينNessuna valutazione finora
- 1 s2.0 S1877705817303119 Main PDFDocumento9 pagine1 s2.0 S1877705817303119 Main PDFFernando RosalesNessuna valutazione finora
- One (1) Year Standard Limited WarrantyDocumento8 pagineOne (1) Year Standard Limited WarrantymarcoNessuna valutazione finora
- Guide To Concrete Repair (2015)Documento376 pagineGuide To Concrete Repair (2015)Fernando EscriváNessuna valutazione finora
- ACI invoice for online concrete repair subscriptionDocumento1 paginaACI invoice for online concrete repair subscriptionFernando RosalesNessuna valutazione finora
- Lista Cloruros ASTM C1556Documento6 pagineLista Cloruros ASTM C1556Fernando RosalesNessuna valutazione finora
- 5 Life-365™ Background Information: End of Service LifeDocumento23 pagine5 Life-365™ Background Information: End of Service LifeFernando RosalesNessuna valutazione finora
- 110 m49 PDFDocumento10 pagine110 m49 PDFFernando RosalesNessuna valutazione finora
- Life-365 - v2.2.3 - Users - Manual (1) - 66-88Documento12 pagineLife-365 - v2.2.3 - Users - Manual (1) - 66-88Fernando RosalesNessuna valutazione finora
- Materials: Variation in Compressive Strength of Concrete Aross Thickness of Placed LayerDocumento14 pagineMaterials: Variation in Compressive Strength of Concrete Aross Thickness of Placed LayerFernando RosalesNessuna valutazione finora
- Concrete Made With Recycled Glass Aggregates: Mechanical PerformanceDocumento11 pagineConcrete Made With Recycled Glass Aggregates: Mechanical PerformanceFernando RosalesNessuna valutazione finora
- Experimental Study and Analytical Modeling On Fatigue Properties of Pervious Concrete Made With Natural and Recycled AggregatesDocumento13 pagineExperimental Study and Analytical Modeling On Fatigue Properties of Pervious Concrete Made With Natural and Recycled AggregatesFernando RosalesNessuna valutazione finora
- ACI Manuals and Standards ListDocumento20 pagineACI Manuals and Standards ListVELOCIRAPTORANessuna valutazione finora
- Glass ConcreteDocumento6 pagineGlass ConcreteFernando RosalesNessuna valutazione finora
- 2019 Technical Committee ApplicationDocumento2 pagine2019 Technical Committee ApplicationFernando RosalesNessuna valutazione finora
- Sarja Extenedlimitstatedesign MS43 2010Documento12 pagineSarja Extenedlimitstatedesign MS43 2010Fernando RosalesNessuna valutazione finora
- Life-365 - v2.2.3 - Users - Manual (1) - 26-53Documento28 pagineLife-365 - v2.2.3 - Users - Manual (1) - 26-53Fernando RosalesNessuna valutazione finora
- Calibration of Force-Measuring Instruments For Verifying The Force Indication of Testing MachinesDocumento12 pagineCalibration of Force-Measuring Instruments For Verifying The Force Indication of Testing MachinesFernando RosalesNessuna valutazione finora
- 1434534567Documento4 pagine1434534567Ivan AlanizNessuna valutazione finora
- Life-365 - v2.2.3 - Users - Manual (1) - 66-88Documento12 pagineLife-365 - v2.2.3 - Users - Manual (1) - 66-88Fernando RosalesNessuna valutazione finora
- Lista Cloruros ASTM C1556Documento1 paginaLista Cloruros ASTM C1556Fernando RosalesNessuna valutazione finora
- Lista Cloruros ASTM C1556Documento6 pagineLista Cloruros ASTM C1556Fernando RosalesNessuna valutazione finora
- Life-365 Service Life Prediction Model Version 2.0Documento2 pagineLife-365 Service Life Prediction Model Version 2.0Fernando RosalesNessuna valutazione finora
- 5 Life-365™ Background Information: End of Service LifeDocumento23 pagine5 Life-365™ Background Information: End of Service LifeFernando RosalesNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5782)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Remedial Introduction To OrganicDocumento3 pagineRemedial Introduction To OrganickrisnuNessuna valutazione finora
- SPE-2559-PA Shale Control With Balanced Activity ObmDocumento8 pagineSPE-2559-PA Shale Control With Balanced Activity ObmWilliam RocaNessuna valutazione finora
- Introduction To EOR ProcessesDocumento9 pagineIntroduction To EOR Processesعلي التميميNessuna valutazione finora
- Synthesis Chapter 5Documento2 pagineSynthesis Chapter 5Aldren CastroNessuna valutazione finora
- Ethylene-Vinyl Acetate (EVA) Polymers With A Vinyl Acetate Content of 10-15 MoleDocumento1 paginaEthylene-Vinyl Acetate (EVA) Polymers With A Vinyl Acetate Content of 10-15 MoleGłfghh GhklNessuna valutazione finora
- Daicel PP: Properties PG2N1Documento1 paginaDaicel PP: Properties PG2N1Chentouf MohammedNessuna valutazione finora
- Stainless Steels & Nickel AlloysDocumento108 pagineStainless Steels & Nickel AlloysAhmad Aloudah50% (8)
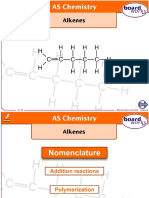
- AlkenesDocumento34 pagineAlkenesAbdallah AlyNessuna valutazione finora
- Concept Map BotanyDocumento1 paginaConcept Map BotanyCindy AlvarezNessuna valutazione finora
- Cement AdditivesDocumento166 pagineCement AdditivesMehdi Norouzi100% (2)
- Lab Report 5 Phd124Documento10 pagineLab Report 5 Phd124NUR ALYA BATRISYIA ZUKMINessuna valutazione finora
- 28Ls-Le - High Performance Flat Gasket: Conforming To Vdi 2290 Also at Lowest Gasket LoadsDocumento2 pagine28Ls-Le - High Performance Flat Gasket: Conforming To Vdi 2290 Also at Lowest Gasket LoadsHiroaki HamadaNessuna valutazione finora
- Basic Boiler Construction GuideDocumento8 pagineBasic Boiler Construction GuideIonescu FlorinNessuna valutazione finora
- Tolonate 20100311Documento12 pagineTolonate 20100311Alejandro MejíaNessuna valutazione finora
- VinylCorp - 8 17 17Documento116 pagineVinylCorp - 8 17 17bicoboNessuna valutazione finora
- Proper Brazing Procedure: The 6 Key StepsDocumento8 pagineProper Brazing Procedure: The 6 Key StepsQuek Keng LengNessuna valutazione finora
- Heriot-Watt University Department of Petroleum Engineering: Course:-28117 Class: - 289033bDocumento39 pagineHeriot-Watt University Department of Petroleum Engineering: Course:-28117 Class: - 289033bali100% (1)
- Chapter Two Production Methods of Ethyl Benzene 2.1 GeneralDocumento13 pagineChapter Two Production Methods of Ethyl Benzene 2.1 Generalنزار الدهاميNessuna valutazione finora
- Butterfly Valve Ebro-ArmaturenDocumento4 pagineButterfly Valve Ebro-ArmaturenRandy SihombingNessuna valutazione finora
- Processing and Performance Additives For PlasticsDocumento13 pagineProcessing and Performance Additives For PlasticsJoselyn GaliciaNessuna valutazione finora
- An Assay of SO3 Through Gravimetric Analysis in A Soluble SulfateDocumento12 pagineAn Assay of SO3 Through Gravimetric Analysis in A Soluble SulfateJovel Arne Arquero YadaoNessuna valutazione finora
- The Impact of Biodiesel Fuel On EthanolDocumento11 pagineThe Impact of Biodiesel Fuel On EthanolLetso JamesNessuna valutazione finora
- Lab 9-Measurement of Filtrate Loss and Mud Cake Thickness of Drilling Mud Sample Using Dead Weight Hydraulic Filter Press Considering API Standard.Documento17 pagineLab 9-Measurement of Filtrate Loss and Mud Cake Thickness of Drilling Mud Sample Using Dead Weight Hydraulic Filter Press Considering API Standard.Sunny BbaNessuna valutazione finora
- Chemistry Practical 2022 - XIIDocumento21 pagineChemistry Practical 2022 - XIIAayanurNessuna valutazione finora
- Process DesignDocumento89 pagineProcess DesignOsas E Egho100% (1)
- Cortem Group - The Materials Suitable For Hazardous AreasDocumento24 pagineCortem Group - The Materials Suitable For Hazardous AreasMPhamNessuna valutazione finora
- Cream LabDocumento2 pagineCream LabEman AzizNessuna valutazione finora
- Error in AnalysisDocumento10 pagineError in AnalysisMohamed Babiker Suliman100% (1)
- Fundamentals of SemiconductorDocumento12 pagineFundamentals of SemiconductorCliff Sotto OmayanNessuna valutazione finora
- Charles' Law and the Ideal Gas Law ExperimentDocumento7 pagineCharles' Law and the Ideal Gas Law ExperimentshirzNessuna valutazione finora