Potrebbero piacerti anche
- Piping Class PDFDocumento45 paginePiping Class PDFOscar Tapia100% (3)
- Estandares para Tuberia (Normas)Documento3 pagineEstandares para Tuberia (Normas)Winsy Johan Diaz VanegasNessuna valutazione finora
- 6.1. PIPING (Simbología I)Documento93 pagine6.1. PIPING (Simbología I)Wilfredo Porco Estrada100% (2)
- Fittings de Acero InoxidableDocumento4 pagineFittings de Acero InoxidableCésar H. IsidroNessuna valutazione finora
- Ne 0505 PDFDocumento21 pagineNe 0505 PDFzejuanNessuna valutazione finora
- Listado de Normas PFIDocumento24 pagineListado de Normas PFIdarthamtaroNessuna valutazione finora
- Piping ClassDocumento45 paginePiping ClassHJ100% (6)
- Aislamiento y Sus Aplicaciones EquipoDocumento32 pagineAislamiento y Sus Aplicaciones EquipoWUILIANNYSNessuna valutazione finora
- Curso Tuberias Asme Parte 1Documento9 pagineCurso Tuberias Asme Parte 1Guillermo Cordero100% (3)
- Tecnología Ore SortingDocumento37 pagineTecnología Ore SortingJhonatanfaim Uncp88% (8)
- Tuberias IndustrialesDocumento17 pagineTuberias Industrialescarlos magoNessuna valutazione finora
- Normas ANSI B16 para Las Tolerancias de EspesoDocumento7 pagineNormas ANSI B16 para Las Tolerancias de EspesoPedraza Raul JoseNessuna valutazione finora
- Sistemas de TuberiasDocumento44 pagineSistemas de TuberiasCarlos_29Nessuna valutazione finora
- 04 - Cambio Total de Tubos en Un Haz de IntercambiadorDocumento6 pagine04 - Cambio Total de Tubos en Un Haz de IntercambiadorEdwin Dario Becerra MedinaNessuna valutazione finora
- EC-N-52.00-07 Aislamiento de Equipos Frio PDFDocumento21 pagineEC-N-52.00-07 Aislamiento de Equipos Frio PDFHugo Miranda LunaNessuna valutazione finora
- Guia para Supervisor TuberiasDocumento4 pagineGuia para Supervisor Tuberiasrodolfo1cruz-4100% (1)
- Unidad 1 Del Manual de Tuberias (TUBERIA) PDFDocumento20 pagineUnidad 1 Del Manual de Tuberias (TUBERIA) PDFfckseiko_34250% (2)
- Hoja de Datos de Seguridad-Azul de Metileno Solución Acuosa 0,01 A 1%-784-HycelDocumento5 pagineHoja de Datos de Seguridad-Azul de Metileno Solución Acuosa 0,01 A 1%-784-HycelJose LopezNessuna valutazione finora
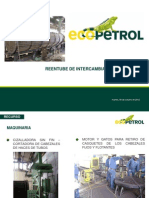
- Reentube de Intercambiadores de Calor EcopetrolDocumento38 pagineReentube de Intercambiadores de Calor EcopetrolEdgar Coavas Pérez0% (1)
- Perdidas en Accesorios, Libro de CraneDocumento9 paginePerdidas en Accesorios, Libro de CranefacundenNessuna valutazione finora
- Introduccion Al Analisis de Esfuerzos de Tuberia-Rev - 1Documento69 pagineIntroduccion Al Analisis de Esfuerzos de Tuberia-Rev - 1gnipip3825100% (3)
- Normas APIDocumento11 pagineNormas APIDhym HumarNessuna valutazione finora
- Propiedades de Los MineralesDocumento20 paginePropiedades de Los MineralesYackeline Salazar Bazán100% (1)
- tr1 Esmerilado de TuberiasDocumento4 paginetr1 Esmerilado de Tuberiasjhon aguilar hidalgoNessuna valutazione finora
- Válvulas. Selección, Uso y Mantenimiento. CRANEDocumento285 pagineVálvulas. Selección, Uso y Mantenimiento. CRANEPaula RiveraNessuna valutazione finora
- Tubería 01-1Documento31 pagineTubería 01-1Elvis Saavedra PonceNessuna valutazione finora
- Catalogo Tuberia Fibra de VidrioDocumento22 pagineCatalogo Tuberia Fibra de VidrioSantoplanNessuna valutazione finora
- Soldadura en Tanques y Recipienbtes A Presion Segun Codigo ASMEDocumento62 pagineSoldadura en Tanques y Recipienbtes A Presion Segun Codigo ASMEtotumas100% (1)
- 8526-LT-001-E-signed-R0 Piping Class PDFDocumento300 pagine8526-LT-001-E-signed-R0 Piping Class PDFKathia Espinoza RojasNessuna valutazione finora
- Hornos IndustrialesDocumento43 pagineHornos IndustrialesJhonatanPeñaPerea100% (1)
- ¿Cómo Se Interpreta Un Isométrico?Documento11 pagine¿Cómo Se Interpreta Un Isométrico?jonpuebla100% (2)
- Edegel Tanque Diesel Procedimiento Pintado Exterior Rev 1 0604 LeDocumento8 pagineEdegel Tanque Diesel Procedimiento Pintado Exterior Rev 1 0604 LeManuel Ruben Espinoza CarranzaNessuna valutazione finora
- Código Asme para Tuberías A PresiónDocumento76 pagineCódigo Asme para Tuberías A PresiónAndrea Rengifo100% (4)
- Presentacion Del Curso Tubero 2018Documento11 paginePresentacion Del Curso Tubero 2018Betty SantiagoNessuna valutazione finora
- Máquina de Ensayos Universales (MTS Test System 810)Documento15 pagineMáquina de Ensayos Universales (MTS Test System 810)MADNESSBlackSoul0% (1)
- Elaboracion de Isometricos de TuberiaDocumento36 pagineElaboracion de Isometricos de TuberiaAnonymous aWhfXq2bY75% (4)
- Normas Astm Acero Cemento ConcretoDocumento20 pagineNormas Astm Acero Cemento ConcretoJennifer VillarrealNessuna valutazione finora
- Accesorios de TuberíasDocumento16 pagineAccesorios de TuberíasLuz Marina Gomez OrihuelaNessuna valutazione finora
- Intalaciones de Agua Potable NB 689Documento1 paginaIntalaciones de Agua Potable NB 689Ibnorca OruroNessuna valutazione finora
- Dimensiones de TuberiasDocumento89 pagineDimensiones de TuberiasAlejandra PinedaNessuna valutazione finora
- Hormigones RefractariosDocumento3 pagineHormigones RefractariosFernando Marquez100% (1)
- Partidas en Obra GruesaDocumento2 paginePartidas en Obra GruesaEliberto ValenzuelaNessuna valutazione finora
- Mantenimiento Mayor A Intercambiadores Crudo. CrudoDocumento2 pagineMantenimiento Mayor A Intercambiadores Crudo. Crudodiana garcia gonnzalezNessuna valutazione finora
- J.A. PikotecDocumento5 pagineJ.A. PikotecIldefonso FloresNessuna valutazione finora
- Informe Tecnico BridasDocumento13 pagineInforme Tecnico BridasHéctor RLNessuna valutazione finora
- Contenido Del Código ASME y de La Normas Del TEMADocumento2 pagineContenido Del Código ASME y de La Normas Del TEMAFrancisco LarioNessuna valutazione finora
- Preguntas Frecuentes de Válvulas de SeguridadDocumento5 paginePreguntas Frecuentes de Válvulas de SeguridadsumsolcaggNessuna valutazione finora
- Accesorios de Tuberías.Documento37 pagineAccesorios de Tuberías.ricardobarortNessuna valutazione finora
- Cuestionario Armador D TuberiaDocumento13 pagineCuestionario Armador D TuberiaJose Miguel GarciaNessuna valutazione finora
- Juntas DieléctricasDocumento3 pagineJuntas DieléctricasALAAN89Nessuna valutazione finora
- Traceado Con VaporDocumento8 pagineTraceado Con Vaporcsantander1100% (1)
- Pemex 4 315 07 98 PDFDocumento22 paginePemex 4 315 07 98 PDFwebs.usuarioNessuna valutazione finora
- Aplicaciones Refractarios en CalderasDocumento8 pagineAplicaciones Refractarios en CalderasJosem RamírezNessuna valutazione finora
- Syllabus Resistencia de MaterialesDocumento6 pagineSyllabus Resistencia de MaterialesDaniela UrbinaNessuna valutazione finora
- Diseño de Calentador de Agua Con Vapor deDocumento10 pagineDiseño de Calentador de Agua Con Vapor deNattaly Valero GonzalezNessuna valutazione finora
- IsometricosDocumento6 pagineIsometricosraissaNessuna valutazione finora
- Disco de Ruptura IDocumento10 pagineDisco de Ruptura IGasersithoOnneNessuna valutazione finora
- SISTEMA Cip Terminado EjemplosDocumento80 pagineSISTEMA Cip Terminado EjemplosCoa Noa IsaacNessuna valutazione finora
- Boquillas y AccesoriosDocumento20 pagineBoquillas y AccesoriosGustavo SanabriaNessuna valutazione finora
- Tuberias IndustrialesDocumento13 pagineTuberias IndustrialesAleman Medina JonathanNessuna valutazione finora
- Generalidades Tuberias y AccesoriosDocumento14 pagineGeneralidades Tuberias y Accesorioszepol051Nessuna valutazione finora
- MODULO 1 Rev 1 - PresentaciónDocumento132 pagineMODULO 1 Rev 1 - PresentaciónWanda LopezNessuna valutazione finora
- Tuberias y Accesorios (Codos, Valvulas y BridasDocumento14 pagineTuberias y Accesorios (Codos, Valvulas y BridasAlan MendizabalNessuna valutazione finora
- Materiales IndustrialesDocumento47 pagineMateriales IndustrialesSteve FrancoNessuna valutazione finora
- Comentarios Importantes Generales, MECANICA-PIPINGDocumento8 pagineComentarios Importantes Generales, MECANICA-PIPINGFlavio DíazNessuna valutazione finora
- Cronograma ValorizadoDocumento18 pagineCronograma ValorizadoKathia Espinoza RojasNessuna valutazione finora
- Actividad - e ActividadDocumento3 pagineActividad - e ActividadKathia Espinoza RojasNessuna valutazione finora
- Duraciones FijasDocumento3 pagineDuraciones FijasKathia Espinoza RojasNessuna valutazione finora
- Clases de CañeriasDocumento44 pagineClases de CañeriasKathia Espinoza RojasNessuna valutazione finora
- Itau E-Et-7050.30-1230-200-Dhm-001 D PDFDocumento25 pagineItau E-Et-7050.30-1230-200-Dhm-001 D PDFKathia Espinoza RojasNessuna valutazione finora
- Perfil Del Docente Del Siglo XX. - PDFDocumento1 paginaPerfil Del Docente Del Siglo XX. - PDFKathia Espinoza RojasNessuna valutazione finora
- Anexo C - PG-3I3-00112 Rombo Identificación NFPA 704Documento8 pagineAnexo C - PG-3I3-00112 Rombo Identificación NFPA 704Kathia Espinoza RojasNessuna valutazione finora
- 08872-00-090-ES-0001 - (Req Qaqc para Sub) Rev 2Documento24 pagine08872-00-090-ES-0001 - (Req Qaqc para Sub) Rev 2Kathia Espinoza RojasNessuna valutazione finora
- AmoladorasDocumento27 pagineAmoladorasKathia Espinoza RojasNessuna valutazione finora
- Dosificacion EL VINAL IP 40 MINETTI - Aditivo - CarapariDocumento10 pagineDosificacion EL VINAL IP 40 MINETTI - Aditivo - CarapariKathia Espinoza RojasNessuna valutazione finora
- Anexo D Estructura de MDDocumento43 pagineAnexo D Estructura de MDKathia Espinoza Rojas0% (1)
- Grado 7 ° Guia # 2Documento5 pagineGrado 7 ° Guia # 2SaraSofiaVelezNessuna valutazione finora
- Cmi215.2020 - Guia TTDocumento7 pagineCmi215.2020 - Guia TTGabrielNessuna valutazione finora
- ALUMBREDocumento31 pagineALUMBREjacqueline ayalaNessuna valutazione finora
- ProblemasDocumento2 pagineProblemasRolando Torres Pacheco0% (1)
- Apuntes Elementos de MaquinasDocumento10 pagineApuntes Elementos de MaquinasHanny GonzalezNessuna valutazione finora
- Haro Orozco Liseth Veronica IP1Documento39 pagineHaro Orozco Liseth Veronica IP1Dann LiuNessuna valutazione finora
- Practica Acidez de CationesDocumento9 paginePractica Acidez de CationesAfrika RojasNessuna valutazione finora
- MATERIALDEESTUDIOPARTEVIIDiap485-600Documento58 pagineMATERIALDEESTUDIOPARTEVIIDiap485-600Johan CrispinNessuna valutazione finora
- Manipulación Segura Cierre y Apertura de Cilindros de GasDocumento1 paginaManipulación Segura Cierre y Apertura de Cilindros de GasCarolina PereiraNessuna valutazione finora
- Presentación de Poliesteres y PoliimidasDocumento55 paginePresentación de Poliesteres y PoliimidasDavid MendozaNessuna valutazione finora
- Estructura CristalinaDocumento29 pagineEstructura CristalinaMarco G. Tene NarvaezNessuna valutazione finora
- Laboratorio Ley de OhmDocumento35 pagineLaboratorio Ley de OhmGiancarlos Diaz Vivanco100% (2)
- ET Instalaciones Electricas El AgustinoDocumento61 pagineET Instalaciones Electricas El AgustinoCesar OrtizNessuna valutazione finora
- Qui MicaDocumento86 pagineQui Micaماداي علي بارثولوميو0% (1)
- Tacos Metal FischerDocumento140 pagineTacos Metal FischerLeonardoMoralesNessuna valutazione finora
- Concreto Ligero 4070Documento11 pagineConcreto Ligero 4070Cristian Frans XemoxNessuna valutazione finora
- Hoja Seguridad Placo k89 PDFDocumento6 pagineHoja Seguridad Placo k89 PDFJoseRomeroNessuna valutazione finora
- 3,4,7Documento3 pagine3,4,7Bastida Torres Chistopher IrvinNessuna valutazione finora
- Plan de Mantenimiento 2019-I 2019-IIDocumento49 paginePlan de Mantenimiento 2019-I 2019-IIJames BrownNessuna valutazione finora
- Actividad MineraDocumento34 pagineActividad MineraPaulito18Nessuna valutazione finora
- Tema 6 Soluciones - CompletoDocumento11 pagineTema 6 Soluciones - CompletoDavid DeelavillaNessuna valutazione finora
- Tablas y Propiedades Termodinamicas CengDocumento32 pagineTablas y Propiedades Termodinamicas CengEduardo HuancaNessuna valutazione finora
- Brunido Lijado y TamboreoDocumento11 pagineBrunido Lijado y TamboreoEliezer Valenzuela CalderonNessuna valutazione finora
- Celdas ElectroliticasDocumento62 pagineCeldas ElectroliticasxfxassasinsNessuna valutazione finora
- Manual Del CVB 2015 - 2 PDFDocumento181 pagineManual Del CVB 2015 - 2 PDFHerbertRuizNessuna valutazione finora
- Informe 9Documento9 pagineInforme 9Lisbeth CabezasNessuna valutazione finora