Potrebbero piacerti anche
- (Ex) Une-En Iso 14971 2020Documento4 pagine(Ex) Une-En Iso 14971 2020Calidad ASSERCANessuna valutazione finora
- Celulas ManufacturaDocumento3 pagineCelulas ManufacturaElvis EspinozaNessuna valutazione finora
- Cerradura Electronica 18Documento1 paginaCerradura Electronica 18Marco DominguezNessuna valutazione finora
- Cerradura Electronica 19Documento1 paginaCerradura Electronica 19Marco DominguezNessuna valutazione finora
- Cerradura Electronica 17Documento1 paginaCerradura Electronica 17Marco DominguezNessuna valutazione finora
- Cerradura Electronica 20Documento1 paginaCerradura Electronica 20Marco DominguezNessuna valutazione finora
- Cerradura Electronica 15Documento1 paginaCerradura Electronica 15Marco DominguezNessuna valutazione finora
- Cerradura Electronica 10Documento1 paginaCerradura Electronica 10Marco DominguezNessuna valutazione finora
- Cerradura Electronica 13Documento1 paginaCerradura Electronica 13Marco DominguezNessuna valutazione finora
- Cerradura Electronica 14Documento1 paginaCerradura Electronica 14Marco DominguezNessuna valutazione finora
- Cerradura Electronica 9Documento1 paginaCerradura Electronica 9Marco DominguezNessuna valutazione finora
- Cerradura Electronica 16Documento1 paginaCerradura Electronica 16Marco DominguezNessuna valutazione finora
- Cerradura Electronica 11Documento1 paginaCerradura Electronica 11Marco DominguezNessuna valutazione finora
- Cerradura Electronica 12Documento1 paginaCerradura Electronica 12Marco DominguezNessuna valutazione finora
- Cerradura Electronica 8Documento1 paginaCerradura Electronica 8Marco DominguezNessuna valutazione finora
- Pid 8Documento10 paginePid 8Marco DominguezNessuna valutazione finora
- Cerradura Electronica 6Documento1 paginaCerradura Electronica 6Marco DominguezNessuna valutazione finora
- Pid 8Documento10 paginePid 8Marco DominguezNessuna valutazione finora
- Pid 2Documento8 paginePid 2Marco DominguezNessuna valutazione finora
- Cerradura Electronica 7Documento1 paginaCerradura Electronica 7Marco DominguezNessuna valutazione finora
- Unidad 4 PLC 2Documento4 pagineUnidad 4 PLC 2Marco DominguezNessuna valutazione finora
- Pid 8Documento10 paginePid 8Marco DominguezNessuna valutazione finora
- Pid 8Documento10 paginePid 8Marco DominguezNessuna valutazione finora
- Unidad 4 PLC 2Documento4 pagineUnidad 4 PLC 2Marco DominguezNessuna valutazione finora
- Pid 2Documento8 paginePid 2Marco DominguezNessuna valutazione finora
- Pid 8Documento10 paginePid 8Marco DominguezNessuna valutazione finora
- Unidad 4 PLC 2Documento4 pagineUnidad 4 PLC 2Marco DominguezNessuna valutazione finora
- Unidad 4 PLC 2Documento4 pagineUnidad 4 PLC 2Marco DominguezNessuna valutazione finora
- Unidad 4 PLC 2Documento4 pagineUnidad 4 PLC 2Marco DominguezNessuna valutazione finora
- Pid 2Documento8 paginePid 2Marco DominguezNessuna valutazione finora
- Pid 2Documento8 paginePid 2Marco DominguezNessuna valutazione finora
- Pid 2Documento8 paginePid 2Marco DominguezNessuna valutazione finora
- 1.00 $1,000.00 $0.00 IVA, - Importe: 160.00 $1,000.00Documento2 pagine1.00 $1,000.00 $0.00 IVA, - Importe: 160.00 $1,000.00Milton ArellanoNessuna valutazione finora
- Teoría de Las Capacidades DinámicasDocumento44 pagineTeoría de Las Capacidades DinámicasFABIOLA CRIOLLO SALASNessuna valutazione finora
- Plata Real Brayan Alexander 2019Documento80 paginePlata Real Brayan Alexander 2019Sandra RengifoNessuna valutazione finora
- Expo Cocina Como Chef ExpositoresDocumento12 pagineExpo Cocina Como Chef Expositoresnataliareyna1410Nessuna valutazione finora
- Las 5 fuerzas de Porter: Análisis del entorno competitivoDocumento3 pagineLas 5 fuerzas de Porter: Análisis del entorno competitivoJessica Arratea MoránNessuna valutazione finora
- La Importancia de Saber NegociarDocumento3 pagineLa Importancia de Saber NegociarAnonymous K2RMKPG5kNessuna valutazione finora
- ElArbitrajeEnMateriaElectoral 802006Documento31 pagineElArbitrajeEnMateriaElectoral 802006Jose Manuel Garcia DiegoNessuna valutazione finora
- JUSTIFICACIÓNDocumento3 pagineJUSTIFICACIÓNwilson osorioNessuna valutazione finora
- Estados Financieros Separados Productos Familia 2019 PDFDocumento32 pagineEstados Financieros Separados Productos Familia 2019 PDFSuad Solar SanezNessuna valutazione finora
- Tecnología del Concreto I (EC 612-H) – Práctica de Aula N°1Documento2 pagineTecnología del Concreto I (EC 612-H) – Práctica de Aula N°1Pedro GarciaNessuna valutazione finora
- Análisis de seguridad para revisión mecánica de menos deDocumento2 pagineAnálisis de seguridad para revisión mecánica de menos depablin12345Nessuna valutazione finora
- Foro Unidad 1 MicroeconomiaDocumento2 pagineForo Unidad 1 MicroeconomiaMaria Angelica Ceballos NietoNessuna valutazione finora
- Examen Parcial Costos - Chacon SernaqueDocumento7 pagineExamen Parcial Costos - Chacon SernaqueROSA CHACON SERNAQUENessuna valutazione finora
- Cat. A - Proyecto de EmprendimientoDocumento10 pagineCat. A - Proyecto de EmprendimientoWilian Daniel Condori GutierrezNessuna valutazione finora
- Arena de Peña 3m3 - Homecenter - Com.coDocumento3 pagineArena de Peña 3m3 - Homecenter - Com.cocarl68300Nessuna valutazione finora
- Gestión Información DocumentadaDocumento44 pagineGestión Información DocumentadakriziaNessuna valutazione finora
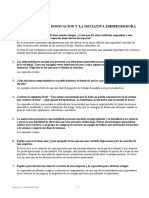
- SOL C Tu A TEMA 4 LA INNOVACION Y LA INICIATIVA EMPRENDEDORADocumento5 pagineSOL C Tu A TEMA 4 LA INNOVACION Y LA INICIATIVA EMPRENDEDORANerea Este vezNessuna valutazione finora
- Propuesta de intervención urbana en Tacna, PerúDocumento5 paginePropuesta de intervención urbana en Tacna, PerúFrancisco Alfaro Silva0% (1)
- Pase de Abordar CHEKIN AREQUIOA LIMADocumento2 paginePase de Abordar CHEKIN AREQUIOA LIMAvocha16Nessuna valutazione finora
- Temario Completo de Economia 1 PDFDocumento46 pagineTemario Completo de Economia 1 PDFLucía TrasobaresNessuna valutazione finora
- Memoria de PracticasDocumento18 pagineMemoria de PracticasmayteNessuna valutazione finora
- VII Regimen Cambiario en ColombiaDocumento5 pagineVII Regimen Cambiario en ColombiaMario FridgeneNessuna valutazione finora
- Manuales administrativos: características y contenidoDocumento1 paginaManuales administrativos: características y contenidoAngel Ramos0% (1)
- Curriculum Eduardo Apolo 44Documento1 paginaCurriculum Eduardo Apolo 44Eduardo ApoloNessuna valutazione finora
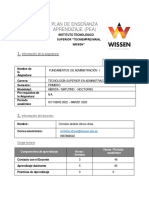
- PEA FUNDAMENTOS DE ADMINISTRACIÓN - TS ADMINISTRACIÓN-signed-signedDocumento10 paginePEA FUNDAMENTOS DE ADMINISTRACIÓN - TS ADMINISTRACIÓN-signed-signedChristian IdrovoNessuna valutazione finora
- Actividad 2Documento13 pagineActividad 2Andreeita GaiitanNessuna valutazione finora
- El Rol de La ContabilidadDocumento5 pagineEl Rol de La Contabilidadyocelyn ARNessuna valutazione finora
- Semana 5 - INDUSTRIA & PRODUCCION DEL NORTE S.A.C. - TERMINADODocumento9 pagineSemana 5 - INDUSTRIA & PRODUCCION DEL NORTE S.A.C. - TERMINADOSonia RivasNessuna valutazione finora