Potrebbero piacerti anche
- Desarrollo local y dinámicas territoriales: Homenaje a Joan NogueraDa EverandDesarrollo local y dinámicas territoriales: Homenaje a Joan NogueraNessuna valutazione finora
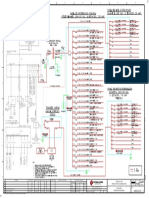
- 1 Diagrama UnifilarDocumento1 pagina1 Diagrama UnifilarDiego Alfonso BahamondesNessuna valutazione finora
- INSOR Plan Mantenimiento TIC 2021Documento2 pagineINSOR Plan Mantenimiento TIC 2021cSrCeshareNessuna valutazione finora
- Educar y convivir en la cultura globalDa EverandEducar y convivir en la cultura globalValutazione: 5 su 5 stelle5/5 (2)
- IPERC Traslado, Montaje y Desmontaje de RacksDocumento15 pagineIPERC Traslado, Montaje y Desmontaje de RacksAdolfo Tello TerrerosNessuna valutazione finora
- Valeo-Radiador 2019Documento51 pagineValeo-Radiador 2019Jaime pachecoNessuna valutazione finora
- RoscasDocumento8 pagineRoscasMiguel De ArcadiaNessuna valutazione finora
- Reparar Mercedes UIDocumento12 pagineReparar Mercedes UIFábio Moreira100% (2)
- Cron Plan Mantenimiento Servicios Tecnologicos 2019Documento2 pagineCron Plan Mantenimiento Servicios Tecnologicos 2019Paty ManriqueNessuna valutazione finora
- Coeducando para una ciudadanía en igualdadDa EverandCoeducando para una ciudadanía en igualdadValutazione: 5 su 5 stelle5/5 (1)
- EjerciciosDocumento19 pagineEjerciciosDaniel BrunoNessuna valutazione finora
- Matriz de HabilidadesDocumento1 paginaMatriz de HabilidadesEmmanuel ReynaNessuna valutazione finora
- Arranque de VirutaDocumento4 pagineArranque de Virutamonica oñate100% (1)
- Tipos de roscas y sus aplicacionesDocumento10 pagineTipos de roscas y sus aplicacionesSebastian Garcia100% (1)
- Instalación luminarias procedimiento IMECONDocumento17 pagineInstalación luminarias procedimiento IMECONJhonatan Stiel Higinio MedinaNessuna valutazione finora
- Actividad 1 T6Documento5 pagineActividad 1 T6Daniel BrunoNessuna valutazione finora
- Instructivo Uso de Esmeril AngularDocumento3 pagineInstructivo Uso de Esmeril AngularIvo Astudillo FloresNessuna valutazione finora
- Capitulo Ud 2 Estructuras Fijas o DesmontablesDocumento69 pagineCapitulo Ud 2 Estructuras Fijas o DesmontablesManuelNessuna valutazione finora
- Mapa Concetual de La Unidad 4 Procesos de Fabricacion Acabados SuperficialesDocumento1 paginaMapa Concetual de La Unidad 4 Procesos de Fabricacion Acabados SuperficialesWenceslao Peniche Pech63% (8)
- PLANTILLA Movimiento AlmacenDocumento69 paginePLANTILLA Movimiento AlmacenWily Huamani FernandezNessuna valutazione finora
- Cuotas-y-Tarifas 2023 - 2022 - Dic - 31 - Alc9 - 52Documento2 pagineCuotas-y-Tarifas 2023 - 2022 - Dic - 31 - Alc9 - 52IsaccNessuna valutazione finora
- Hoja de Cálculo 20210220100933Documento30 pagineHoja de Cálculo 20210220100933Manuel Enrique Chavez CordovaNessuna valutazione finora
- Impacto AmbientalDocumento17 pagineImpacto AmbientalJorge-CA100% (4)
- Gestión de procesos SEACE 2021 del Consorcio RamsesDocumento1 paginaGestión de procesos SEACE 2021 del Consorcio RamsesJuan Pablo Rozas CabelloNessuna valutazione finora
- Mapa Mental José ToscanoDocumento1 paginaMapa Mental José ToscanoJOSE CARLOS TOSCANO PINEDANessuna valutazione finora
- ZD E312 PLANO PLANTA NIVEL 3Documento1 paginaZD E312 PLANO PLANTA NIVEL 3ISMAEL POLANIANessuna valutazione finora
- Portada FusionadoDocumento2 paginePortada FusionadoManuela Granda VallejoNessuna valutazione finora
- CSC-For-007 Matriz de EPPs Por Puesto de Trabajo v.01Documento1 paginaCSC-For-007 Matriz de EPPs Por Puesto de Trabajo v.01jeffersonNessuna valutazione finora
- Arquitectura 1Documento1 paginaArquitectura 1arq.yupanquidenisseNessuna valutazione finora
- Plan de InversionDocumento1 paginaPlan de InversionIngserh sasNessuna valutazione finora
- Diag TareasDocumento1 paginaDiag TareasKajita FelizNessuna valutazione finora
- Cartera de Inversiones ProdesarrolloDocumento7 pagineCartera de Inversiones Prodesarrollogonzalo carrionNessuna valutazione finora
- OrganigramaDocumento31 pagineOrganigramaSandra PérezNessuna valutazione finora
- 1.3.10 Riesgos y Peligros SSTDocumento7 pagine1.3.10 Riesgos y Peligros SSTramsst2022Nessuna valutazione finora
- Matriz de Absolución de Comentarios RecibidasDocumento86 pagineMatriz de Absolución de Comentarios RecibidasMAGDA HUAMAN CALLENessuna valutazione finora
- IPERC Linea Base_2.MAY.3672 Rev.5 24-05-2023Documento69 pagineIPERC Linea Base_2.MAY.3672 Rev.5 24-05-2023Derly Loaiza NinantayNessuna valutazione finora
- Matriz de RiesgoDocumento5 pagineMatriz de RiesgoJulián David Murcia SuarezNessuna valutazione finora
- PRD Proyectos I D Retos 2017Documento48 paginePRD Proyectos I D Retos 2017Fabian PazmiñoNessuna valutazione finora
- Mapa ConceptualDocumento1 paginaMapa ConceptualKaty LisNessuna valutazione finora
- Matriz de Peligros QUIMICO JGRDocumento3 pagineMatriz de Peligros QUIMICO JGRMaria Angelica Villota VillarrealNessuna valutazione finora
- BD Gestoresdp 2016-05-05Documento8 pagineBD Gestoresdp 2016-05-05Veronica VeraNessuna valutazione finora
- Acta Modificacion Cant Obra No. 20 v2Documento8 pagineActa Modificacion Cant Obra No. 20 v2Brayan OspinaNessuna valutazione finora
- PC2 Perez MDocumento8 paginePC2 Perez MRegina PerezNessuna valutazione finora
- IPERC - Pintado de LayoutDocumento14 pagineIPERC - Pintado de LayoutAdolfo Tello TerrerosNessuna valutazione finora
- Db123836c8a8a40 220327 152411Documento21 pagineDb123836c8a8a40 220327 152411Aristegui NoticiasNessuna valutazione finora
- 1.inclusión Social en La Gestión Del Proyecto 06.04.2022 Invias PPDocumento17 pagine1.inclusión Social en La Gestión Del Proyecto 06.04.2022 Invias PPLuz Marina OrtegaNessuna valutazione finora
- Organigrama Gerencia Industrial 2020Documento2 pagineOrganigrama Gerencia Industrial 2020ruben martinezNessuna valutazione finora
- Reprogramación proyecto vías terciarias Antioquia bajoDocumento1 paginaReprogramación proyecto vías terciarias Antioquia bajoJaime Andres Paternina MartinezNessuna valutazione finora
- Academias Cursos 2023Documento421 pagineAcademias Cursos 2023FERNessuna valutazione finora
- Planeacion Q418Documento1 paginaPlaneacion Q418Carlos Milton Hernandez HernandezNessuna valutazione finora
- 04 PLANOS - Signed 5Documento34 pagine04 PLANOS - Signed 5javi hernandezNessuna valutazione finora
- Pliego de cláusulas administrativas particulares de contrato de servicios Procedimiento abiertoDocumento119 paginePliego de cláusulas administrativas particulares de contrato de servicios Procedimiento abiertoJavier Burrieza GalánNessuna valutazione finora
- Evaluacion Detallada Experiencia Del ProponenteDocumento15 pagineEvaluacion Detallada Experiencia Del Proponenteasdada1234Nessuna valutazione finora
- Registro Auxiliar EbaDocumento6 pagineRegistro Auxiliar EbaSegundoRodriguezNessuna valutazione finora
- Poa - 2021 - Municipio CañarDocumento101 paginePoa - 2021 - Municipio CañarErika QuezadaNessuna valutazione finora
- Formato de Programa Diario Oficial GsstpaDocumento1 paginaFormato de Programa Diario Oficial GsstpaJavier GarduñoNessuna valutazione finora
- Empresas de Vigilancia y Seguridad PrivadaDocumento36 pagineEmpresas de Vigilancia y Seguridad PrivadaDayana RodriguezNessuna valutazione finora
- La Finca Más Grande de Europa de Manzano Ecológico Ya Cuenta Con Riego Por Goteo Subterráneo - IaguaDocumento3 pagineLa Finca Más Grande de Europa de Manzano Ecológico Ya Cuenta Con Riego Por Goteo Subterráneo - IaguaJoselyn CaleroNessuna valutazione finora
- Actividad de Aprendizaje 7 Evidencia 5 Manual Procesos y Procedimientos LogísticosDocumento7 pagineActividad de Aprendizaje 7 Evidencia 5 Manual Procesos y Procedimientos LogísticosAlexander PrietoNessuna valutazione finora
- Cuadro Sinoptico. Empresa y Su ClasificaciónDocumento1 paginaCuadro Sinoptico. Empresa y Su ClasificaciónAlejandro SaldañaNessuna valutazione finora
- 2018.02.21 Senati Folleto Editable - en BajaDocumento1 pagina2018.02.21 Senati Folleto Editable - en BajaGabriel AnguloNessuna valutazione finora
- Asesores Consultores e InvestigadoresDocumento353 pagineAsesores Consultores e InvestigadoresYull Eduardo Bayona CabreraNessuna valutazione finora
- Plancha 1 - MemoriaDocumento1 paginaPlancha 1 - MemoriaDanna Marcela ÁvilaNessuna valutazione finora
- Gestion de La TecnologiaDocumento4 pagineGestion de La TecnologiaLaura CastilloNessuna valutazione finora
- Company - Profile ES A4 WebDocumento8 pagineCompany - Profile ES A4 Webgualtiero fedrigoniNessuna valutazione finora
- Carta #165-2021 - GM - Senamhi (060CT2021)Documento10 pagineCarta #165-2021 - GM - Senamhi (060CT2021)CarlosNessuna valutazione finora
- Construcción vivienda unifamiliarDocumento3 pagineConstrucción vivienda unifamiliarDiego Coaguila PalaciosNessuna valutazione finora
- Repensar el hábitat: Experimentación entre la academia y el tejido empresarialDa EverandRepensar el hábitat: Experimentación entre la academia y el tejido empresarialNessuna valutazione finora
- Control y Proyecto Final T6......Documento20 pagineControl y Proyecto Final T6......Daniel BrunoNessuna valutazione finora
- Actividad 1 Unidad 2Documento10 pagineActividad 1 Unidad 2Daniel BrunoNessuna valutazione finora
- PDF Martinez Ramirez Rodolfoalfredo Actividad2t4 - CompressDocumento20 paginePDF Martinez Ramirez Rodolfoalfredo Actividad2t4 - CompressDaniel BrunoNessuna valutazione finora
- Definición y clasificación de insumos y productosDocumento23 pagineDefinición y clasificación de insumos y productosDaniel BrunoNessuna valutazione finora
- Seis Sigma EnsayoDocumento7 pagineSeis Sigma EnsayoDaniel BrunoNessuna valutazione finora
- Actividad 2 Unidad 3Documento3 pagineActividad 2 Unidad 3Daniel BrunoNessuna valutazione finora
- Control y Proyecto Final T6Documento9 pagineControl y Proyecto Final T6Daniel BrunoNessuna valutazione finora
- Actividad 2 T6Documento10 pagineActividad 2 T6Daniel BrunoNessuna valutazione finora
- Metodología Taguchi calidadDocumento3 pagineMetodología Taguchi calidadDaniel BrunoNessuna valutazione finora
- Actividad 2 T3 "Estudio Técnico"Documento10 pagineActividad 2 T3 "Estudio Técnico"Daniel BrunoNessuna valutazione finora
- Actividad 1 Unidad 3Documento12 pagineActividad 1 Unidad 3Daniel BrunoNessuna valutazione finora
- Actividad 1 Tema 4Documento9 pagineActividad 1 Tema 4Daniel BrunoNessuna valutazione finora
- C Uestion A Rio Transport eDocumento5 pagineC Uestion A Rio Transport eCesar Fuentes MoralesNessuna valutazione finora
- Actividad 1 T3Documento4 pagineActividad 1 T3Daniel BrunoNessuna valutazione finora
- Dimencionamiento de Equipos MinerosDocumento8 pagineDimencionamiento de Equipos MinerosJuvenal TiconaNessuna valutazione finora
- PDF Mapa Conceptual Logistica - CompressDocumento1 paginaPDF Mapa Conceptual Logistica - CompressDaniel BrunoNessuna valutazione finora
- PDF 33 Diseo de Embalajes - Convert - CompressDocumento7 paginePDF 33 Diseo de Embalajes - Convert - CompressDaniel BrunoNessuna valutazione finora
- Diseño de empaque para exportar café mexicano a EEUUDocumento19 pagineDiseño de empaque para exportar café mexicano a EEUUDaniel BrunoNessuna valutazione finora
- 1.1 Contabilidad, ConceptoDocumento4 pagine1.1 Contabilidad, ConceptoDaniel BrunoNessuna valutazione finora
- Instituto Tecnológico de Ensenada Anteproyecto de Residencias ProfesionalesDocumento3 pagineInstituto Tecnológico de Ensenada Anteproyecto de Residencias ProfesionalesDaniel BrunoNessuna valutazione finora
- Ev SiDocumento15 pagineEv Siclaso87Nessuna valutazione finora
- Marco Teórico Y La Metodología para Emplear en Su Protocolo de InvestigaciónDocumento5 pagineMarco Teórico Y La Metodología para Emplear en Su Protocolo de InvestigaciónDaniel BrunoNessuna valutazione finora
- Actividad 2c1Documento3 pagineActividad 2c1Daniel BrunoNessuna valutazione finora
- Dimencionamiento de Equipos MinerosDocumento8 pagineDimencionamiento de Equipos MinerosJuvenal TiconaNessuna valutazione finora
- Planeación y diseño de instalaciones para producción de libretasDocumento6 paginePlaneación y diseño de instalaciones para producción de libretasDaniel BrunoNessuna valutazione finora
- Ensayo 1Documento5 pagineEnsayo 1Daniel BrunoNessuna valutazione finora
- Examen Unidad 1Documento2 pagineExamen Unidad 1Daniel BrunoNessuna valutazione finora
- Dimencionamiento de Equipos MinerosDocumento8 pagineDimencionamiento de Equipos MinerosJuvenal TiconaNessuna valutazione finora
- Informe de PracticaDocumento10 pagineInforme de PracticaJulio TenorioNessuna valutazione finora
- M1AA02PRACTTORN2022Documento9 pagineM1AA02PRACTTORN2022Avril AlejandraNessuna valutazione finora
- Trabajo en Caliente y Frio de Los MetalesDocumento11 pagineTrabajo en Caliente y Frio de Los MetalesisidroscribdNessuna valutazione finora
- Avanze Informe de Tiempos y Movimientos San CristobalDocumento39 pagineAvanze Informe de Tiempos y Movimientos San CristobalADRIAN ANTONY MANSILLA SOTONessuna valutazione finora
- Rectificación de cono en tornoDocumento2 pagineRectificación de cono en tornoAony H.Q.Nessuna valutazione finora
- Himel - Armario Mural OPBC (VDI)Documento12 pagineHimel - Armario Mural OPBC (VDI)Victor Julian FernandezNessuna valutazione finora
- CUESTIONARIODocumento4 pagineCUESTIONARIOCASANDRANessuna valutazione finora
- Taller Proceso de Torneado - 2022-2Documento3 pagineTaller Proceso de Torneado - 2022-2Andres HernandezNessuna valutazione finora
- Nte Inen 2472Documento9 pagineNte Inen 2472Tito MuñozNessuna valutazione finora
- Cálculo v. TornoDocumento28 pagineCálculo v. TornoLovett DahmerNessuna valutazione finora
- Pequeñas HerramientaDocumento19 paginePequeñas HerramientaIntercomunicacion ComputoNessuna valutazione finora
- Ejemplo de Un Programa CNC para TornoDocumento13 pagineEjemplo de Un Programa CNC para TornoArnulfo Perez Perez0% (1)
- Examen Excel1..Documento440 pagineExamen Excel1..cyberNessuna valutazione finora
- 3M Usd Lista de PreciosDocumento23 pagine3M Usd Lista de PreciosjouhannavarroNessuna valutazione finora
- Introducción A La ManufacturaDocumento44 pagineIntroducción A La ManufacturaAlexis Leon MendozaNessuna valutazione finora
- Cepillado y MandriDocumento18 pagineCepillado y MandriMario Yanes100% (1)
- Unidad 2 y 3 Procesos de FabricacionDocumento31 pagineUnidad 2 y 3 Procesos de FabricacionVictorMtzCruzNessuna valutazione finora
- Ikastaroen Plangintza Goierri-Eskola ESDocumento1 paginaIkastaroen Plangintza Goierri-Eskola ESLeireVelizNessuna valutazione finora
- Torneria MHDocumento7 pagineTorneria MHJxsé OG 420Nessuna valutazione finora
- Catálogo Alima Hierros EditDocumento26 pagineCatálogo Alima Hierros EditFernandoNessuna valutazione finora
- Roscas Procesos Mecanicos 01-04Documento13 pagineRoscas Procesos Mecanicos 01-04cibertaxi sasNessuna valutazione finora
- Lab Mecanismos - MCIDocumento8 pagineLab Mecanismos - MCIMaria RetamozoNessuna valutazione finora
- Herramientas de BancoDocumento44 pagineHerramientas de BancoAntuanet UcañanNessuna valutazione finora
- Actividad Uno TornoDocumento29 pagineActividad Uno TornorafaelNessuna valutazione finora