Potrebbero piacerti anche
- S1 - Tema2 - Una Introducción Al Modelo Social de DiscapacidadDocumento35 pagineS1 - Tema2 - Una Introducción Al Modelo Social de DiscapacidadCarlos Ayala AsencioNessuna valutazione finora
- S4 Tema 2 Giugni Dyuns y Belkis AraujoDocumento15 pagineS4 Tema 2 Giugni Dyuns y Belkis AraujoCarlos Ayala AsencioNessuna valutazione finora
- Diseño y Aprendizaje de Google ClassroomDocumento15 pagineDiseño y Aprendizaje de Google ClassroomCarlos Ayala AsencioNessuna valutazione finora
- Caracteristicas Tecnicas Plataforma MATERALIADocumento20 pagineCaracteristicas Tecnicas Plataforma MATERALIACarlos Ayala AsencioNessuna valutazione finora
- Herramientas ComunicaciónDocumento17 pagineHerramientas ComunicaciónCarlos Ayala AsencioNessuna valutazione finora
- Taller de para El Fortalecimiento Las Competencias ComunicativasDocumento6 pagineTaller de para El Fortalecimiento Las Competencias ComunicativasCarlos Ayala AsencioNessuna valutazione finora
- Habilidades Blandas PDFDocumento14 pagineHabilidades Blandas PDFCarlos Ayala AsencioNessuna valutazione finora
- Gestión de Calidad PMBOK Version 6 PDFDocumento30 pagineGestión de Calidad PMBOK Version 6 PDFCarlos Ayala AsencioNessuna valutazione finora
- Educación Cristiana PDFDocumento14 pagineEducación Cristiana PDFCarlos Ayala AsencioNessuna valutazione finora
- Epistemología PDFDocumento13 pagineEpistemología PDFCarlos Ayala AsencioNessuna valutazione finora
- Artículo 1 Ciclo de Vida - Fases Del Proyecto PDFDocumento3 pagineArtículo 1 Ciclo de Vida - Fases Del Proyecto PDFCarlos Ayala AsencioNessuna valutazione finora
- Tarea 7 Obras de ExcedenciasDocumento11 pagineTarea 7 Obras de ExcedenciasMario RamirezNessuna valutazione finora
- P1 Tension SuperficialDocumento5 pagineP1 Tension SuperficialAbigail RamosNessuna valutazione finora
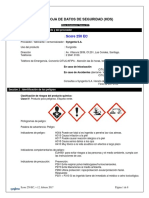
- Hdsscore Feb2017Documento8 pagineHdsscore Feb2017julio mendezNessuna valutazione finora
- Delo Gear Ep-5 80w-90Documento2 pagineDelo Gear Ep-5 80w-90johnNessuna valutazione finora
- 4AV5 Practica 3 GonzalezOsorio MirandaDeLaCruzDocumento11 pagine4AV5 Practica 3 GonzalezOsorio MirandaDeLaCruzCarlos GonzalezNessuna valutazione finora
- 4to Taller de Dibujo 2022-1Documento4 pagine4to Taller de Dibujo 2022-1DAMARIS LLANQUE CRUZNessuna valutazione finora
- Taller de Servicio Al Cliente Pasteleria Elizabeth SalcajaDocumento146 pagineTaller de Servicio Al Cliente Pasteleria Elizabeth SalcajaVicente IbarraNessuna valutazione finora
- Pedro SaboridoDocumento19 paginePedro SaboridoEliana Suarez100% (2)
- 201902B - Ejercicios-Resueltos Semana 5Documento4 pagine201902B - Ejercicios-Resueltos Semana 5Abad Estrada VargasNessuna valutazione finora
- Elaboración de Un Informe PsicopedagógicoDocumento1 paginaElaboración de Un Informe PsicopedagógicoVictoria AbrilNessuna valutazione finora
- Memoria DescriptivaDocumento74 pagineMemoria DescriptivaJesus CaceresNessuna valutazione finora
- 1 Elvio GuerreroDocumento10 pagine1 Elvio GuerrerortorrescoralNessuna valutazione finora
- Clase 7 RTipos de Riego Aspersores GoterosDocumento40 pagineClase 7 RTipos de Riego Aspersores GoterosRocio Veronica Gutierrez RosalesNessuna valutazione finora
- Universidad Nacional "Siglo XX": Carrera de Derecho Direccion de PostgradoDocumento12 pagineUniversidad Nacional "Siglo XX": Carrera de Derecho Direccion de PostgradoDayn Blas Balboa CadenaNessuna valutazione finora
- Fotosíntesis 1Documento4 pagineFotosíntesis 1lissisbeth75% (4)
- Clase 1. Campo Pedagógico 2021Documento7 pagineClase 1. Campo Pedagógico 2021Alan PerezNessuna valutazione finora
- Unidad 6 BioeticaDocumento39 pagineUnidad 6 BioeticaKarla Daniela Castillo SerranoNessuna valutazione finora
- NIVEL INICIAL: Estrategias para El Área de Ciencia y TecnologíaDocumento11 pagineNIVEL INICIAL: Estrategias para El Área de Ciencia y TecnologíaYESSICA NATALI CORREA MARTINEZ75% (4)
- Memoria Tesa Alc. YucumoDocumento125 pagineMemoria Tesa Alc. YucumoJuan CarlosNessuna valutazione finora
- CD1 Practica 4 Equipo 5Documento16 pagineCD1 Practica 4 Equipo 5Fernando EscobarNessuna valutazione finora
- Aguilar Garcia Jorge Antonio - Inteligencia EmocionalDocumento8 pagineAguilar Garcia Jorge Antonio - Inteligencia EmocionalJorge Antonio Aguilar GarcíaNessuna valutazione finora
- Guía de Trabajo N°5 Multiplicación Tabla Del 4 Y5Documento5 pagineGuía de Trabajo N°5 Multiplicación Tabla Del 4 Y5Catherine Morales JimenezNessuna valutazione finora
- Prueba de Logica PolicialDocumento4 paginePrueba de Logica PolicialJose Alexander RojasNessuna valutazione finora
- El Poder Del NODocumento225 pagineEl Poder Del NOaacastillocNessuna valutazione finora
- s4 Control Set B Fispi1202Documento3 pagines4 Control Set B Fispi1202Matematica Fisica Estadistica0% (1)
- Bombilla LED UFO para Crecimiento de Plantas, E27, 40W, PLANT GROW 5 - 1Documento5 pagineBombilla LED UFO para Crecimiento de Plantas, E27, 40W, PLANT GROW 5 - 1Kevin PalaciosNessuna valutazione finora
- Actividad 4 - DiplomadoDocumento8 pagineActividad 4 - DiplomadoGil Apolinario100% (1)
- Informe - Laboratorio 3 - CAFDocumento21 pagineInforme - Laboratorio 3 - CAFYuri Eder Urriburu LeonNessuna valutazione finora
- Ejercicios Algebra de BloquesDocumento9 pagineEjercicios Algebra de BloquesOrlando SalazarNessuna valutazione finora
- Guía para El Cumplimiento Compromiso 4 - PI 2023Documento195 pagineGuía para El Cumplimiento Compromiso 4 - PI 2023alexander tamayo vidalNessuna valutazione finora