Potrebbero piacerti anche
- Calculation of Optimum Fishing TimeDocumento11 pagineCalculation of Optimum Fishing TimeÇağlar Öztürk100% (2)
- Maintenance Equipment Servicer: Passbooks Study GuideDa EverandMaintenance Equipment Servicer: Passbooks Study GuideNessuna valutazione finora
- Report Experiment ThreadDocumento11 pagineReport Experiment Threadsparklingstars2705Nessuna valutazione finora
- Eng 45 Lab 2Documento6 pagineEng 45 Lab 2Anonymous qOXAfbUONessuna valutazione finora
- Abstract Precision Gear Boxes and Geared Motors ReportDocumento2 pagineAbstract Precision Gear Boxes and Geared Motors Reportsandy17377Nessuna valutazione finora
- Cad and Tappet Full ReportDocumento30 pagineCad and Tappet Full ReportRubaveeran GunasegaranNessuna valutazione finora
- Section 1 Atoms, Molecules and StoichiometryDocumento27 pagineSection 1 Atoms, Molecules and Stoichiometryapi-3734333100% (2)
- Installation and Setup Guide For The Cisco Active Directory Agent, Release 1.0Documento62 pagineInstallation and Setup Guide For The Cisco Active Directory Agent, Release 1.0Madelaine Velasquez Blacutt100% (1)
- Leviton ManualDocumento82 pagineLeviton ManualRobby Larson100% (1)
- Quality Within Higher Education 2017 Summary ReportDocumento52 pagineQuality Within Higher Education 2017 Summary ReportCentras CentrasNessuna valutazione finora
- Engineering Materials by McalisterDocumento17 pagineEngineering Materials by McalisterHamza KhalidNessuna valutazione finora
- Pte Mag PDFDocumento68 paginePte Mag PDFhollowNessuna valutazione finora
- 1/27/2014 Hareesha N Gowda, Asst. Prof, Dsce, Blore-78 1Documento25 pagine1/27/2014 Hareesha N Gowda, Asst. Prof, Dsce, Blore-78 1Sameer SonuNessuna valutazione finora
- BITS Pilani: Engineering Materials: ENGG ZC 232Documento49 pagineBITS Pilani: Engineering Materials: ENGG ZC 232Amit SinghNessuna valutazione finora
- Constraints and Interventions in Ghana's Street Food SectorDocumento219 pagineConstraints and Interventions in Ghana's Street Food SectorMariel Rojane GalangNessuna valutazione finora
- Parilla x30 Overhaul ManualDocumento38 pagineParilla x30 Overhaul ManualCarolina MatosNessuna valutazione finora
- Valves 2Documento105 pagineValves 2sierthinNessuna valutazione finora
- Mechanical Principles First ClassDocumento15 pagineMechanical Principles First ClassMohammedNessuna valutazione finora
- Engineering Materials and Their PropertiesDocumento45 pagineEngineering Materials and Their Propertiesnara pradiptaNessuna valutazione finora
- Gearboxes: Gearbox ApplicationDocumento8 pagineGearboxes: Gearbox Applicationrizviabbas2012Nessuna valutazione finora
- Project Report on Rack and Pinion Gear DesignDocumento15 pagineProject Report on Rack and Pinion Gear DesignWaqasNessuna valutazione finora
- Rajat Report On Folding TableDocumento21 pagineRajat Report On Folding TableRajat Thakur0% (1)
- Calibration and Control of Servo TrainerDocumento14 pagineCalibration and Control of Servo Trainersyedhamdan45Nessuna valutazione finora
- Renewable Energy Sources: Presented ByDocumento56 pagineRenewable Energy Sources: Presented Byjkl417Nessuna valutazione finora
- 01-Thermodynamic Process (Theory)Documento35 pagine01-Thermodynamic Process (Theory)mechanical_lecturer100% (1)
- Assignment 1Documento19 pagineAssignment 1NazriNessuna valutazione finora
- AutoCAD Tutor 2011 Support Docs - Chapter 1: Customizing the Quick Access ToolbarDocumento122 pagineAutoCAD Tutor 2011 Support Docs - Chapter 1: Customizing the Quick Access ToolbarMandi Masood AsferNessuna valutazione finora
- Mechanical PrinciplesDocumento34 pagineMechanical PrinciplesJo okNessuna valutazione finora
- TURNING LAB EXPERIMENTDocumento12 pagineTURNING LAB EXPERIMENTLuqman HakimNessuna valutazione finora
- Factory Lecture 4 in 1Documento185 pagineFactory Lecture 4 in 1amilaNessuna valutazione finora
- Product Design and Development With Reverse EngineeringDocumento30 pagineProduct Design and Development With Reverse EngineeringraghavakashyapNessuna valutazione finora
- ME 494 - Practice QuestionsDocumento2 pagineME 494 - Practice QuestionsDennis ArhinNessuna valutazione finora
- Ca 2Documento10 pagineCa 2Nihar KotakNessuna valutazione finora
- 6-2 Machining Processes IDocumento44 pagine6-2 Machining Processes IOmar AhmedNessuna valutazione finora
- The Manufacturing Processes of StaplerSDocumento9 pagineThe Manufacturing Processes of StaplerSMahendra DahiyaNessuna valutazione finora
- Mahindra Gears Transmiision Training ReportDocumento32 pagineMahindra Gears Transmiision Training Reportbestmadeeasy50% (2)
- StereolithographyDocumento13 pagineStereolithographyonkar masekar0% (1)
- Spur GearDocumento67 pagineSpur GearJeky KurniawanNessuna valutazione finora
- Flat Belt Drive Lecture Note - Shu PDFDocumento64 pagineFlat Belt Drive Lecture Note - Shu PDFraj gangwarNessuna valutazione finora
- Beam Deflection AssignmentDocumento4 pagineBeam Deflection AssignmentTalha KhanNessuna valutazione finora
- Properties and Characteristics of Engineering MaterialsDocumento27 pagineProperties and Characteristics of Engineering Materialsiamjemah100% (2)
- Scientific SkillsDocumento18 pagineScientific Skillsmmmmm12345mmNessuna valutazione finora
- 234 DesignDocumento6 pagine234 DesignCardo dalisayNessuna valutazione finora
- Thermal Engineering Lab ManualDocumento85 pagineThermal Engineering Lab ManualMohiuddin QureshiNessuna valutazione finora
- Main Project HMTDocumento34 pagineMain Project HMTVenkatAdityaNessuna valutazione finora
- Chap 27 Advanced Machining PPT MFG Chapter27 FinalDocumento42 pagineChap 27 Advanced Machining PPT MFG Chapter27 FinalnguyenhoanNessuna valutazione finora
- Measurement of Screw ThreadsDocumento21 pagineMeasurement of Screw ThreadsAnthony LopesNessuna valutazione finora
- Stream Function Solution of Navier Stokes EquationsDocumento16 pagineStream Function Solution of Navier Stokes EquationsSteven GoddardNessuna valutazione finora
- Flywheel 2Documento6 pagineFlywheel 2LegendaryNNessuna valutazione finora
- Basics of Belt DrivesDocumento12 pagineBasics of Belt DrivesSrinivasan RaviNessuna valutazione finora
- DMRL Student TRG GuidelinesDocumento4 pagineDMRL Student TRG GuidelinesSury GaneshNessuna valutazione finora
- Mechanical CurriculumDocumento103 pagineMechanical CurriculumPremsai Tadisetti100% (1)
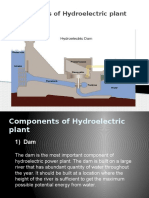
- Components of Hydroelectric Power PlantsDocumento13 pagineComponents of Hydroelectric Power PlantsHarun Rasul100% (1)
- SKMM4902 Lecture 3 Chapter 3 Professional Ethics Week 5 7Documento80 pagineSKMM4902 Lecture 3 Chapter 3 Professional Ethics Week 5 7Muhamad Zulhafizan ZulkifliNessuna valutazione finora
- Design Optimization of A Connecting Rod For Internal Combustion Engine (001-020)Documento20 pagineDesign Optimization of A Connecting Rod For Internal Combustion Engine (001-020)ACALCEGARNessuna valutazione finora
- 604 I.c.engine (Me-604) Exp. ManualDocumento35 pagine604 I.c.engine (Me-604) Exp. Manualnavaneet gupta100% (1)
- 9A14402 Theory of MachinesDocumento8 pagine9A14402 Theory of MachinessivabharathamurthyNessuna valutazione finora
- Measurement Lab Manual RADocumento20 pagineMeasurement Lab Manual RAVinayak SharmaNessuna valutazione finora
- Inversions of Double Slider Crank ChainDocumento23 pagineInversions of Double Slider Crank ChainAnkit JadhavNessuna valutazione finora
- MagnetismDocumento17 pagineMagnetismOtenciano MautganonNessuna valutazione finora
- Chapter 4: Structures of Crystalline Solids: Issues To Address..Documento56 pagineChapter 4: Structures of Crystalline Solids: Issues To Address..ramanNessuna valutazione finora
- Materials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985Da EverandMaterials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985J. V. BeeNessuna valutazione finora
- Thermal engineering A Clear and Concise ReferenceDa EverandThermal engineering A Clear and Concise ReferenceNessuna valutazione finora
- TILES FITTING MACHINE FinalDocumento6 pagineTILES FITTING MACHINE Finalcharler kinyuajNessuna valutazione finora
- Seb 1316 Measurements of Civil EngineeringDocumento2 pagineSeb 1316 Measurements of Civil Engineeringcharler kinyuajNessuna valutazione finora
- Carpentry Works: Building Technology ModuleDocumento24 pagineCarpentry Works: Building Technology Modulecharler kinyuajNessuna valutazione finora
- MT Kenya Region Tvet Fair, Robotics and Research Paper ContestDocumento24 pagineMT Kenya Region Tvet Fair, Robotics and Research Paper Contestcharler kinyuajNessuna valutazione finora
- SEB 1245 Civil Engineering MathematicsDocumento2 pagineSEB 1245 Civil Engineering Mathematicscharler kinyuajNessuna valutazione finora
- Business Plan ChaptersDocumento29 pagineBusiness Plan Chapterscharler kinyuajNessuna valutazione finora
- Car Parking DesignDocumento6 pagineCar Parking Designcharler kinyuajNessuna valutazione finora
- House elevation plansDocumento1 paginaHouse elevation planscharler kinyuajNessuna valutazione finora
- Estimation and Costing NotesDocumento3 pagineEstimation and Costing Notescharler kinyuajNessuna valutazione finora
- Translucent ConcreteDocumento6 pagineTranslucent Concretecharler kinyuajNessuna valutazione finora
- StairsDocumento11 pagineStairscharler kinyuajNessuna valutazione finora
- Seb 1242-Soil Mechanics II SuppDocumento2 pagineSeb 1242-Soil Mechanics II Suppcharler kinyuajNessuna valutazione finora
- Orthographic ProjectionDocumento3 pagineOrthographic Projectioncharler kinyuajNessuna valutazione finora
- Joinery WorksDocumento1 paginaJoinery Workscharler kinyuajNessuna valutazione finora
- Design of Underground Water TankDocumento6 pagineDesign of Underground Water Tanksijuwolaoluranti100% (1)
- Instructions:-Question ONE Is Compulsory Attempt Any Other TWO Questions. - Marks For Each Question Are Allocated at The End of EachDocumento3 pagineInstructions:-Question ONE Is Compulsory Attempt Any Other TWO Questions. - Marks For Each Question Are Allocated at The End of Eachcharler kinyuajNessuna valutazione finora
- Saba PLNDocumento1 paginaSaba PLNcharler kinyuajNessuna valutazione finora
- Seb 1220 Civil Engineering Const. KnecDocumento2 pagineSeb 1220 Civil Engineering Const. Kneccharler kinyuajNessuna valutazione finora
- Wa0004Documento1 paginaWa0004charler kinyuajNessuna valutazione finora
- Chuka Technical and Vocational College: Date: 1I/7/2019Documento1 paginaChuka Technical and Vocational College: Date: 1I/7/2019charler kinyuajNessuna valutazione finora
- SEB 1245 Civil Engineering MathematicsDocumento2 pagineSEB 1245 Civil Engineering Mathematicscharler kinyuajNessuna valutazione finora
- Floor Plan 1:100: Chasmat Design AgenciesDocumento1 paginaFloor Plan 1:100: Chasmat Design Agenciescharler kinyuajNessuna valutazione finora
- Advantages of Hollow BlocksDocumento2 pagineAdvantages of Hollow BlocksAvish GunnuckNessuna valutazione finora
- ICC Tender Doc 1Documento159 pagineICC Tender Doc 1charler kinyuajNessuna valutazione finora
- Manual For Design and Detailing of RCCDocumento340 pagineManual For Design and Detailing of RCCimranmehfoozNessuna valutazione finora
- Iicep 1986 547Documento18 pagineIicep 1986 547charler kinyuajNessuna valutazione finora
- ARCHLine - XP 2018 New FeaturesDocumento49 pagineARCHLine - XP 2018 New Featurescharler kinyuajNessuna valutazione finora
- Wilo Fire Fighting BrochureDocumento20 pagineWilo Fire Fighting BrochureAkhmad Darmaji DjamhuriNessuna valutazione finora
- Monico Gen. 2 Gateway Datasheet PDFDocumento2 pagineMonico Gen. 2 Gateway Datasheet PDFRicardo OyarzunNessuna valutazione finora
- PDCT - Hydraulic Torque Wrench - Hangzhou Penad Machinery Co.,LtdDocumento4 paginePDCT - Hydraulic Torque Wrench - Hangzhou Penad Machinery Co.,LtdQS BMDSNessuna valutazione finora
- Ug1085 Zynq Ultrascale TRMDocumento1.158 pagineUg1085 Zynq Ultrascale TRMLeandros TzanakisNessuna valutazione finora
- PAPER I MATHEMATICS PRACTICE SETDocumento6 paginePAPER I MATHEMATICS PRACTICE SETRitesh Raj PandeyNessuna valutazione finora
- Laura Hasley Statistics-Chi-Squared Goodness of Fit Test Lesson PlanDocumento11 pagineLaura Hasley Statistics-Chi-Squared Goodness of Fit Test Lesson Planapi-242213383Nessuna valutazione finora
- Area Under The CurveDocumento3 pagineArea Under The CurveReyland DumlaoNessuna valutazione finora
- Class XII Computer Project - Hotel ManagementDocumento29 pagineClass XII Computer Project - Hotel ManagementLakshmi Puthiyedath71% (7)
- LIFTING PERFORMANCE OF THE SY215C EXCAVATORDocumento4 pagineLIFTING PERFORMANCE OF THE SY215C EXCAVATORAkhmad SebehNessuna valutazione finora
- Magnetic Field Analysis of SynRel and PMASynRel Machines With Hyperbolic Flux Barriers Using Conformal MappingDocumento10 pagineMagnetic Field Analysis of SynRel and PMASynRel Machines With Hyperbolic Flux Barriers Using Conformal MappingedumacerenNessuna valutazione finora
- Eb 20 11Documento408 pagineEb 20 11henryNessuna valutazione finora
- Green Building Store MVHR Brochure-File032484Documento9 pagineGreen Building Store MVHR Brochure-File032484Anthi ValavaniNessuna valutazione finora
- Catalogue Inverseurs OTMDocumento104 pagineCatalogue Inverseurs OTMchahbounnabil100% (1)
- Digital-To-Analog Converter ICs SB Vol11 Issue5Documento12 pagineDigital-To-Analog Converter ICs SB Vol11 Issue5Hooman KaabiNessuna valutazione finora
- Tendenze Attuali Nei Metodi Di Calcolo Per Progettare GearboxDocumento40 pagineTendenze Attuali Nei Metodi Di Calcolo Per Progettare GearboxLuis TestaNessuna valutazione finora
- P&ID ManualDocumento35 pagineP&ID Manualdharan kumarNessuna valutazione finora
- BRINELL BH3000 - WilsonHardnessDocumento2 pagineBRINELL BH3000 - WilsonHardnessKhoa Bui AnhNessuna valutazione finora
- Problems On Heat Transfer ConductionDocumento3 pagineProblems On Heat Transfer ConductionGenerale, Rey marck C.Nessuna valutazione finora
- Special Build Typical Requirements (Rev1) PDFDocumento2 pagineSpecial Build Typical Requirements (Rev1) PDFToper CdjNessuna valutazione finora
- Grand Vitara 2012 2013Documento193 pagineGrand Vitara 2012 2013Favio Alejandro Herrera ZapataNessuna valutazione finora
- CHAPTER 6 Coordinate Geometry Module ExercisesDocumento15 pagineCHAPTER 6 Coordinate Geometry Module ExercisesBid Hassan75% (8)
- Ray OpticsDocumento41 pagineRay OpticsHannah VsNessuna valutazione finora
- Solid angles in perspective: Ω, have a small but essential role in physics. For example, howDocumento8 pagineSolid angles in perspective: Ω, have a small but essential role in physics. For example, howashkarkabeer08Nessuna valutazione finora
- The Windows Process Journey v6 0 Aug2023 1691726739Documento53 pagineThe Windows Process Journey v6 0 Aug2023 1691726739blakboukiNessuna valutazione finora
- COSC 2307: Sub-QueriesDocumento23 pagineCOSC 2307: Sub-QueriesBhavikDaveNessuna valutazione finora
- Chapter 5 Refraction Through A Lens - Concise Physics Part II - Selina Solutions For Class 10 Physics ICSE - TopperLearningDocumento71 pagineChapter 5 Refraction Through A Lens - Concise Physics Part II - Selina Solutions For Class 10 Physics ICSE - TopperLearningHarsh AhirwarNessuna valutazione finora