Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Ryff's Six-Factor Model of Psychological Well-BeingDocumento7 pagineRyff's Six-Factor Model of Psychological Well-BeingYogi Sastrawan100% (1)
- 13 ReferenceDocumento9 pagine13 ReferenceArunkumarNessuna valutazione finora
- .Design and Analysis of Cylinder Head of An EngineDocumento4 pagine.Design and Analysis of Cylinder Head of An EngineArunkumarNessuna valutazione finora
- 03 AbstractDocumento4 pagine03 AbstractArunkumarNessuna valutazione finora
- 13 ReferenceDocumento9 pagine13 ReferenceArunkumarNessuna valutazione finora
- R&ac NewDocumento5 pagineR&ac NewArunkumarNessuna valutazione finora
- Ijsetr Vol 5 Issue 7 2841 2531 PDFDocumento11 pagineIjsetr Vol 5 Issue 7 2841 2531 PDFArunkumarNessuna valutazione finora
- G01163334566783841 PDFDocumento4 pagineG01163334566783841 PDFArunkumarNessuna valutazione finora
- A Practical Attempt To Improve Performance of Heat Exchanger Ijariie3919Documento6 pagineA Practical Attempt To Improve Performance of Heat Exchanger Ijariie3919ArunkumarNessuna valutazione finora
- Updated QB IEMDocumento4 pagineUpdated QB IEMArunkumarNessuna valutazione finora
- F0116333456841Documento4 pagineF0116333456841ArunkumarNessuna valutazione finora
- Ijme V4i7p1008Documento7 pagineIjme V4i7p1008ArunkumarNessuna valutazione finora
- Ijmet 09 12 011 PDFDocumento6 pagineIjmet 09 12 011 PDFArunkumarNessuna valutazione finora
- 107bre PDFDocumento6 pagine107bre PDFArunkumarNessuna valutazione finora
- 06 13814 RamnathDocumento6 pagine06 13814 RamnathM Rofiq AfandiNessuna valutazione finora
- 06 13814 RamnathDocumento6 pagine06 13814 RamnathM Rofiq AfandiNessuna valutazione finora
- P1311 1318Documento8 pagineP1311 1318ArunkumarNessuna valutazione finora
- State Common Entrance Test Cell: 3001 Jamnalal Bajaj Institute of Management Studies, MumbaiDocumento9 pagineState Common Entrance Test Cell: 3001 Jamnalal Bajaj Institute of Management Studies, MumbaiSalman AnwarNessuna valutazione finora
- Matrix CPP CombineDocumento14 pagineMatrix CPP CombineAbhinav PipalNessuna valutazione finora
- Brianna Pratt - l3stl1 - Dsu Lesson Plan TemplateDocumento5 pagineBrianna Pratt - l3stl1 - Dsu Lesson Plan Templateapi-593886164Nessuna valutazione finora
- Excel Lesson 5 QuizDocumento5 pagineExcel Lesson 5 Quizdeep72Nessuna valutazione finora
- ZyLAB EDiscovery 3.11 What's New ManualDocumento32 pagineZyLAB EDiscovery 3.11 What's New ManualyawahabNessuna valutazione finora
- Matter Around Me: SC1 - Teaching Science in ElementaryDocumento27 pagineMatter Around Me: SC1 - Teaching Science in ElementaryYanna Marie Porlucas Macaraeg50% (2)
- Vietnamese Alphabet and PronounDocumento10 pagineVietnamese Alphabet and Pronounhati92Nessuna valutazione finora
- Policy Implementation NotesDocumento17 paginePolicy Implementation NoteswubeNessuna valutazione finora
- Dekker V Weida Amicus Brief by 17 AGsDocumento35 pagineDekker V Weida Amicus Brief by 17 AGsSarah WeaverNessuna valutazione finora
- High Intermediate 2 Workbook AnswerDocumento23 pagineHigh Intermediate 2 Workbook AnswernikwNessuna valutazione finora
- Isaiah Chapter 6Documento32 pagineIsaiah Chapter 6pastorbbNessuna valutazione finora
- Characteristics: Our in Vitro IdentityDocumento4 pagineCharacteristics: Our in Vitro IdentityMohammed ArifNessuna valutazione finora
- EffectivenessDocumento13 pagineEffectivenessPhillip MendozaNessuna valutazione finora
- Student Committee Sma Al Abidin Bilingual Boarding School: I. BackgroundDocumento5 pagineStudent Committee Sma Al Abidin Bilingual Boarding School: I. BackgroundAzizah Bilqis ArroyanNessuna valutazione finora
- Datasheet of STS 6000K H1 GCADocumento1 paginaDatasheet of STS 6000K H1 GCAHome AutomatingNessuna valutazione finora
- Manual de Utilizare HUMAX DIGI TV RDSDocumento116 pagineManual de Utilizare HUMAX DIGI TV RDSenamicul50Nessuna valutazione finora
- Data SheetDocumento14 pagineData SheetAnonymous R8ZXABkNessuna valutazione finora
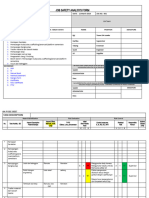
- JSA FormDocumento4 pagineJSA Formfinjho839Nessuna valutazione finora
- BSBSTR602 Project PortfolioDocumento16 pagineBSBSTR602 Project Portfoliocruzfabricio0Nessuna valutazione finora
- Passive Income System 2Documento2 paginePassive Income System 2Antonio SyamsuriNessuna valutazione finora
- HW Chapter 25 Giancoli Physics - SolutionsDocumento8 pagineHW Chapter 25 Giancoli Physics - SolutionsBecky DominguezNessuna valutazione finora
- Boeing SWOT AnalysisDocumento3 pagineBoeing SWOT AnalysisAlexandra ApostolNessuna valutazione finora
- Protected PCM USB Memory Sticks For Pa3X.Documento1 paginaProtected PCM USB Memory Sticks For Pa3X.mariuspantera100% (2)
- Aryan Civilization and Invasion TheoryDocumento60 pagineAryan Civilization and Invasion TheorySaleh Mohammad Tarif 1912343630Nessuna valutazione finora
- Robert Egby - DecreesDocumento9 pagineRobert Egby - DecreesmuzickaueNessuna valutazione finora
- Fabric DefectsDocumento30 pagineFabric Defectsaparna_ftNessuna valutazione finora
- IRJ November 2021Documento44 pagineIRJ November 2021sigma gaya100% (1)
- Annotated Bibliography 2Documento3 pagineAnnotated Bibliography 2api-458997989Nessuna valutazione finora
- Photoshoot Plan SheetDocumento1 paginaPhotoshoot Plan Sheetapi-265375120Nessuna valutazione finora