Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Heat Loss Calculations and Heater Selection Air and GasDocumento7 pagineHeat Loss Calculations and Heater Selection Air and GastgimranNessuna valutazione finora
- Control Valve P1 P2 Flow RangeDocumento7 pagineControl Valve P1 P2 Flow RangeramkrishnaNessuna valutazione finora
- Instructions For Flowmeter Data Sheet - NE-ENG-83 PDFDocumento3 pagineInstructions For Flowmeter Data Sheet - NE-ENG-83 PDFFrendy RianNessuna valutazione finora
- DesignGuide PDFDocumento24 pagineDesignGuide PDFFrendy RianNessuna valutazione finora
- Typical Centrifugal Pump DatasheetDocumento7 pagineTypical Centrifugal Pump DatasheetFabioSalaNessuna valutazione finora
- Pressure Gauge SelectionDocumento2 paginePressure Gauge SelectiondjendraHeniNessuna valutazione finora
- E 205 11 PDFDocumento60 pagineE 205 11 PDFWan Ah-LunNessuna valutazione finora
- DesignGuide PDFDocumento24 pagineDesignGuide PDFFrendy RianNessuna valutazione finora
- Gas MixingDocumento16 pagineGas MixingFrendy RianNessuna valutazione finora
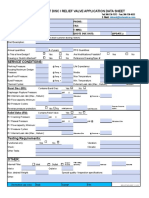
- Burst Disc Relief Valve Application Data Sheet PDFDocumento4 pagineBurst Disc Relief Valve Application Data Sheet PDFFrendy RianNessuna valutazione finora
- Pipe Rough ValuesDocumento1 paginaPipe Rough ValuesSpoonful BurnsideNessuna valutazione finora
- Media FilterDocumento12 pagineMedia FilterFrendy RianNessuna valutazione finora
- Fs Pri 004 Lamella Settling A20160220Documento30 pagineFs Pri 004 Lamella Settling A20160220bkkbrazil100% (1)
- Safety Pattern Pressure Gauges PGDocumento2 pagineSafety Pattern Pressure Gauges PGSrinivas VenkatramanNessuna valutazione finora
- Relief Valve Application Data SheetDocumento4 pagineRelief Valve Application Data SheetFrendy RianNessuna valutazione finora
- Arita KatalogDocumento58 pagineArita KatalogAhmed Beaet83% (6)
- ScheduleDocumento1 paginaScheduleFrendy RianNessuna valutazione finora
- Critical valve repair kits and sealsDocumento30 pagineCritical valve repair kits and sealsFrendy RianNessuna valutazione finora
- Lembar Kerja 11 Garam LampiranDocumento1 paginaLembar Kerja 11 Garam LampiranFrendy RianNessuna valutazione finora
- Comparison FBD Vs Rotary DryerDocumento1 paginaComparison FBD Vs Rotary DryerFrendy RianNessuna valutazione finora
- Forbil Ebook Series Okt-II Basic Income Then and NowDocumento24 pagineForbil Ebook Series Okt-II Basic Income Then and NowFrendy RianNessuna valutazione finora
- Pid Legend PDFDocumento1 paginaPid Legend PDFSocMed Dtk UI0% (1)
- NO TAG Ukuran NO TAG Ukuran NO TAG: Valve ListDocumento3 pagineNO TAG Ukuran NO TAG Ukuran NO TAG: Valve ListFrendy RianNessuna valutazione finora
- 13 Envitec Biogas AG Co-Digestion of Solid and Effluent Waste As Optimum Solution For Energy GenerationDocumento15 pagine13 Envitec Biogas AG Co-Digestion of Solid and Effluent Waste As Optimum Solution For Energy GenerationFrendy RianNessuna valutazione finora
- SwagelokDocumento1 paginaSwagelokFrendy RianNessuna valutazione finora
- MCQ Gas Blender 6000Documento4 pagineMCQ Gas Blender 6000Frendy RianNessuna valutazione finora
- Haskel GasBoostersDocumento36 pagineHaskel GasBoosterskammoNessuna valutazione finora
- Catalog TMD TrundeanDocumento12 pagineCatalog TMD TrundeanFrendy RianNessuna valutazione finora
- Logo EmbossDocumento1 paginaLogo EmbossFrendy RianNessuna valutazione finora
- Engineering Fundamentals of The Internal Combustion Engine - Willard W. PulkrabekDocumento425 pagineEngineering Fundamentals of The Internal Combustion Engine - Willard W. Pulkrabekmi2jaca100% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Candidates Are Required To Give Their Answer in Their Own Words As Far As Practicable. The Figure in The Margin Indicates Full MarksDocumento3 pagineCandidates Are Required To Give Their Answer in Their Own Words As Far As Practicable. The Figure in The Margin Indicates Full MarksShankar KhanalNessuna valutazione finora
- Bentofix: Advantages of Needle-PunchedDocumento4 pagineBentofix: Advantages of Needle-PunchedKamal LatifNessuna valutazione finora
- Msds AluminaDocumento6 pagineMsds AluminayaderNessuna valutazione finora
- Design of Purlins per IS800 and SP38Documento2 pagineDesign of Purlins per IS800 and SP38MM93% (29)
- Filters ENDocumento11 pagineFilters ENChris GavevaNessuna valutazione finora
- Powhumus Leonardit LignitDocumento1 paginaPowhumus Leonardit LignitLiviu FloreaNessuna valutazione finora
- Ec Clean - SdsDocumento5 pagineEc Clean - SdsMary JosephineNessuna valutazione finora
- Feasibility Study of Hydrogen Chloride ProductionDocumento4 pagineFeasibility Study of Hydrogen Chloride ProductionIntratec SolutionsNessuna valutazione finora
- Technical Submission of PudloDocumento82 pagineTechnical Submission of PudlotcthomasNessuna valutazione finora
- Pekay 835 Acryl-Seal Seamless Waterproofing SystemDocumento7 paginePekay 835 Acryl-Seal Seamless Waterproofing SystemMmamoraka Christopher MakhafolaNessuna valutazione finora
- Cds Photoconductive Cells: 3Mm Cds Photosensitive ResistorDocumento5 pagineCds Photoconductive Cells: 3Mm Cds Photosensitive Resistor21xim21Nessuna valutazione finora
- Seasoning of TimberDocumento21 pagineSeasoning of TimberJyoti Bansal100% (1)
- SOW - Improvement of Twelve (12) Units StaffhousesDocumento14 pagineSOW - Improvement of Twelve (12) Units StaffhousesKathleen A. PascualNessuna valutazione finora
- FICHA DE SEGURIDAD DE DE GRASA SANITARIA FM - CSC - EpDocumento6 pagineFICHA DE SEGURIDAD DE DE GRASA SANITARIA FM - CSC - EpControl de Calidad MontefioriNessuna valutazione finora
- Fractionation of Wood TarDocumento10 pagineFractionation of Wood TarThomas JacobsenNessuna valutazione finora
- SKYTEC Datasheet TEAL 0723Documento2 pagineSKYTEC Datasheet TEAL 0723mailtoshiyasNessuna valutazione finora
- Assignment Zinc ChemicalDocumento5 pagineAssignment Zinc ChemicalNaveed SDNessuna valutazione finora
- Preliminary Welding Procedure Specification Pwps PDF FreeDocumento1 paginaPreliminary Welding Procedure Specification Pwps PDF FreeFirozNessuna valutazione finora
- Moles and Equations WorksheetDocumento3 pagineMoles and Equations WorksheetArshad KhanNessuna valutazione finora
- NORSOK Recommended-Guidelines-For-Water-Based-Firefighting-SystemsDocumento17 pagineNORSOK Recommended-Guidelines-For-Water-Based-Firefighting-SystemsG0% (1)
- CM-G20 - EN BYK Chemie Closed Mould ApplicationDocumento4 pagineCM-G20 - EN BYK Chemie Closed Mould ApplicationU. B.Nessuna valutazione finora
- Acetic-Acid MOCDocumento2 pagineAcetic-Acid MOCtopivNessuna valutazione finora
- Hazardous Waste Board For Outside GateDocumento4 pagineHazardous Waste Board For Outside GateJayant Kumar Jha100% (1)
- Petron Plustm Formula 7 Diesel Engine ConditionerDocumento2 paginePetron Plustm Formula 7 Diesel Engine ConditionerwellblablablaNessuna valutazione finora
- Dynamic pile formulas estimate capacityDocumento11 pagineDynamic pile formulas estimate capacityFaheem Ali AsgharNessuna valutazione finora
- ABRIVATIONSDocumento14 pagineABRIVATIONSRoshan de SilvaNessuna valutazione finora
- 2.rock Mechanics Report PDFDocumento139 pagine2.rock Mechanics Report PDFVaradha rajanNessuna valutazione finora
- Astm A351 CF8MDocumento1 paginaAstm A351 CF8MnadeemNessuna valutazione finora
- ProcessDocumento24 pagineProcessM RajasekaranNessuna valutazione finora
- The Surface/Bulk Micromachining (SBM) Process: A New Method For Fabricating Released MEMS in Single Crystal SiliconDocumento8 pagineThe Surface/Bulk Micromachining (SBM) Process: A New Method For Fabricating Released MEMS in Single Crystal SiliconAnton JohnNessuna valutazione finora